части поперечные глухие каналы и соединяющие их с полостью йрбдоЛьньШ каналы, при этом поперечные каналы и часть Ьродольных каналов выполнены с капиллярной структурой.
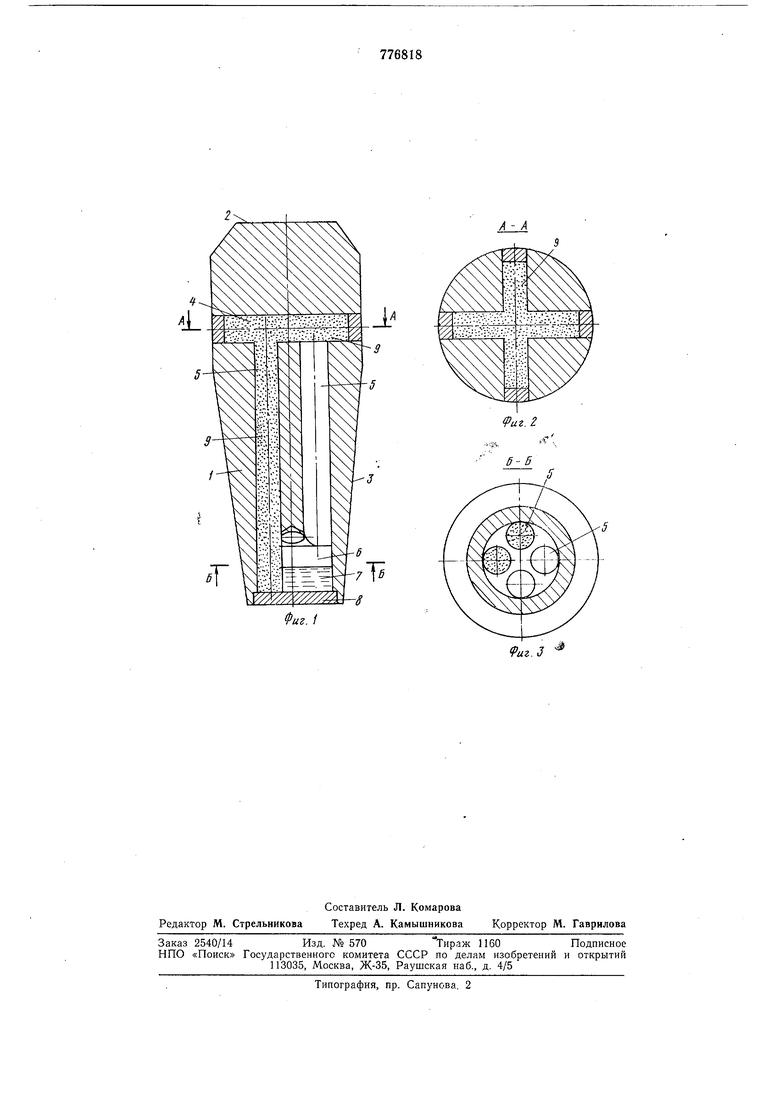
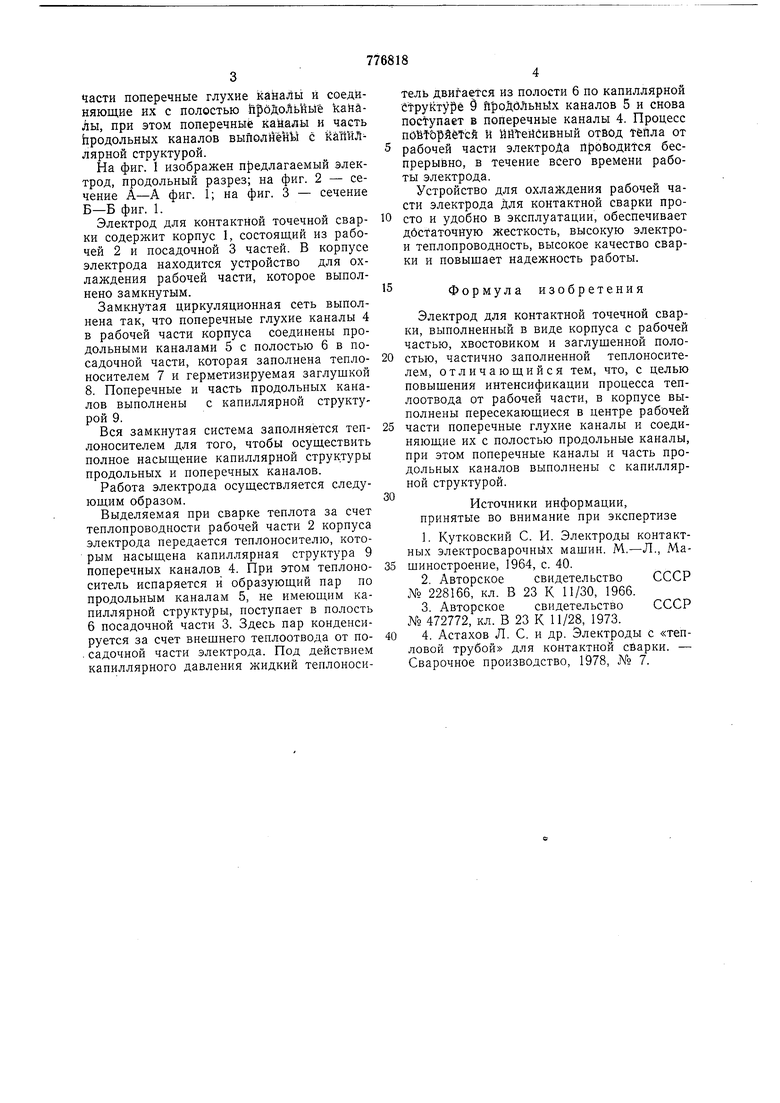
На фиг. 1 изображен предлагаемый электрод, продольный разрез; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - сечение Б-Б фиг. 1.
Электрод для контактной точечной сварки содержит корпус 1, состоящий из рабочей 2 и посадочной 3 частей. В корпусе электрода находится устройство для охлаждения рабочей части, которое выполнено замкнутым.
Замкнутая циркуляционная сеть выполнена так, что поперечные глухие каналы 4 в рабочей части корпуса соединены продольными каналами 5 с полостью 6 в посадочной части, которая заполнена теплоносителем 7 и герметизируемая заглушкой 8. Поперечные и часть продольных каналов выполнены с капиллярной структурой 9.
Вся замкнутая система заполняется теплоносителем для того, чтобы осуществить полное насыщение капиллярной структуры продольных и поперечных каналов.
Работа электрода осуществляется следующим образом.
Выделяемая при сварке теплота за счет теплопроводности рабочей части 2 корпуса электрода передается теплоносителю, которым насыщена капиллярная структура 9 поперечных каналов 4. При этом теплоноситель испаряется и образующий пар по продольным каналам 5, не имеющим капиллярной структуры, поступает в полость 6 посадочной части 3. Здесь пар конденсируется за счет внешнего теплоотвода от по,садочной части электрода. Под действием капиллярного давления жидкий теплоноситель двигается из полости 6 по капиллярной Структуре 9 проДОЛьмь1х каналов 5 и снова поступает в поперечные каналы 4. Процесс nuBtbpSeTcft и йЙГейсивный отвод Тёйла от
рабочей части электрода пpoвoдиtcя беспрерывно, в течение всего времени работы электрода.
Устройство для охлаждения рабочей части электрода Для контактной сварки просто и удобно в эксплуатации, обеспечивает дбстаточнуЮ жесткость, высокую электрои теплопроводность, высокое качество сварки и повышает надежность работы.
Формула изобретения
Электрод для контактной точечной сварки, выполненный в виде корпуса с рабочей частью, хвостовиком и заглушенной полостью, частично заполненной теплоносителем, отличающийся тем, что, с целью повышения интенсификации процесса теплоотвода от рабочей части, в корпусе выполнены пересекающиеся в центре рабочей
части поперечные глухие каналы и соединяющие их с полостью продольные каналы, при этом поперечные каналы и часть продольных каналов выполнены с капиллярной структурой.
Источники информации, принятые во внимание при экспертизе
1.Кутковский С. И. Электроды контактных электросварочньЧх машин. М.-Л., Машиностроение, 1964, с. 40.
2.Авторское свидетельство СССР № 228166, кл. В 23 К П/ЗО, 1966.
3.Авторское свидетельство СССР № 472772, кл. В 23 К 11/28, 1973.
4. Астахов Л. С. и др. Электроды с «тепловой трубой для контактной сВарки. - Сварочное производство, 1978, № 7.
Фиг. 1
А - А
Фиг. 2
б- Б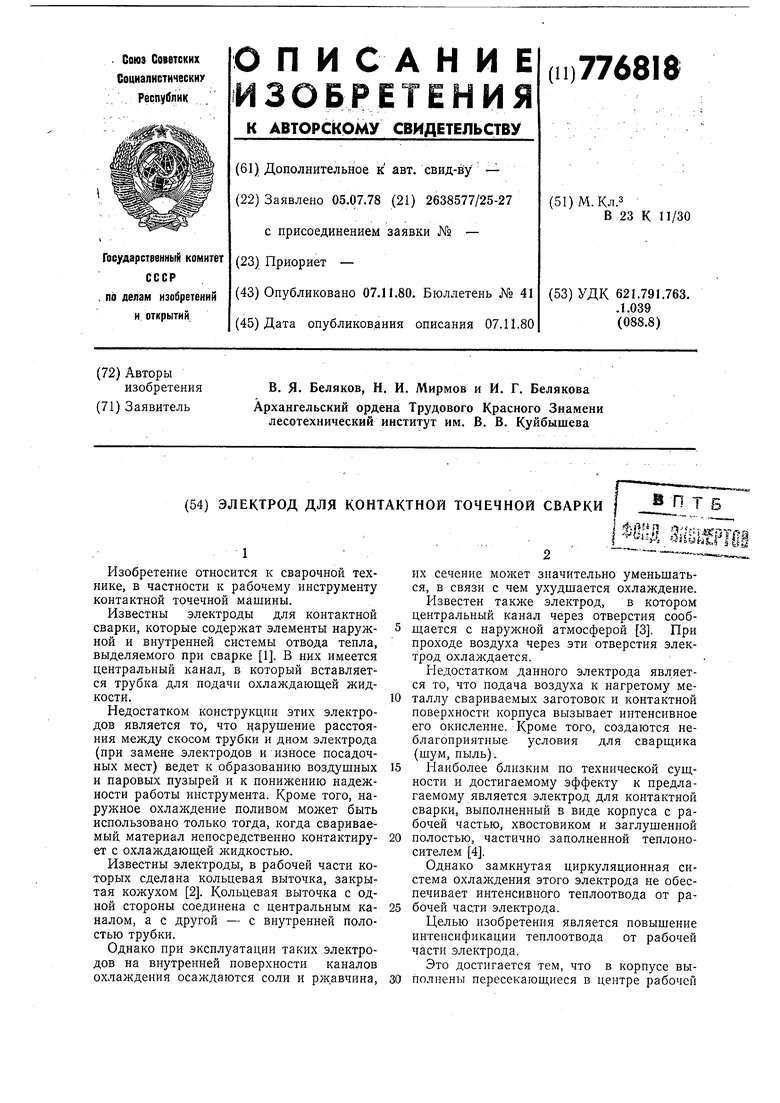
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для контактной точечной сварки | 1990 |
|
SU1745464A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Электрод для контактной точечной сварки | 1983 |
|
SU1097468A1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2626259C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1994 |
|
RU2087430C1 |
| Электрод с хвостовиком для контактной точечной сварки | 2019 |
|
RU2723851C1 |
| Электрододержатель сварочных клещей для контактной точечной сварки | 2016 |
|
RU2622191C1 |
| Держатель электрода-ролика | 2017 |
|
RU2649483C1 |
| Горелка для дуговой сварки неплавя-щиМСя элЕКТРОдОМ B СРЕдЕ зАщиТНыХгАзОВ | 1979 |
|
SU806312A1 |
| Металлическая тепловая труба плоского типа | 2018 |
|
RU2699116C2 |