Изобретение относится к электроабразивным способам обработки заготовок дисковым абразивным инструментом на токопроводящей связке и может быть использовано для получистового и чистового шлифования заготовок -из токопроводящих материалов.
Цель изобретения повышение стойкости инструмента путем активного управления виброустойчивостью процесса,
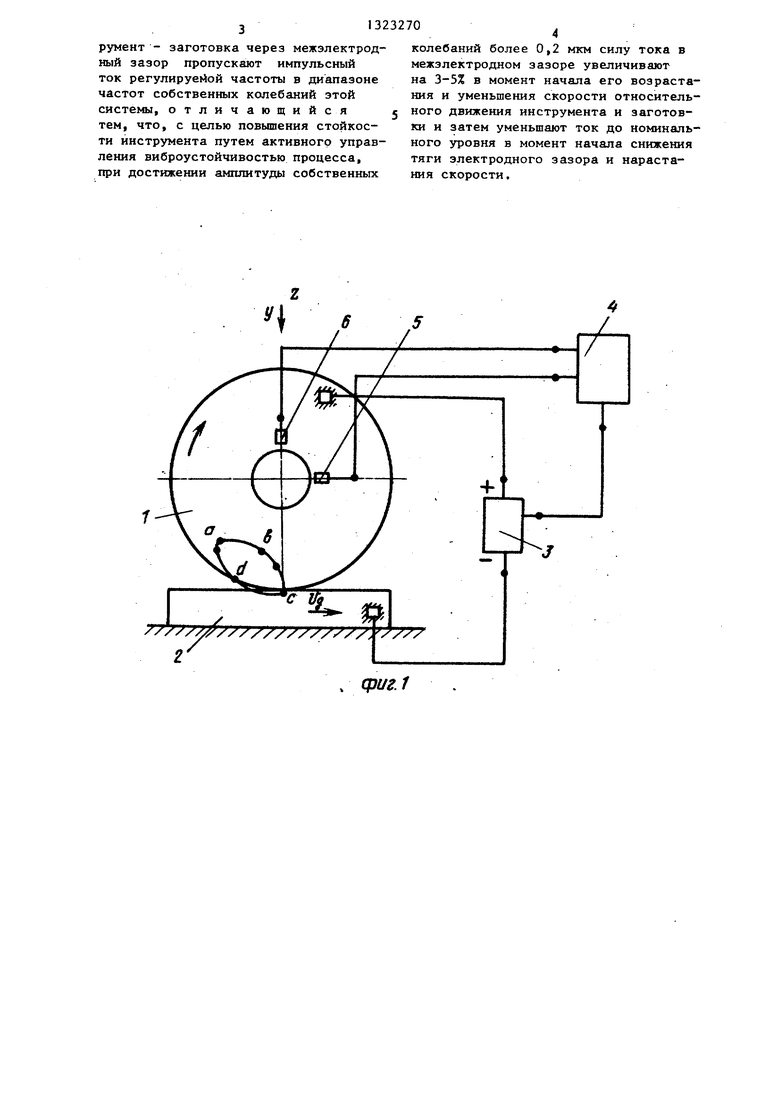
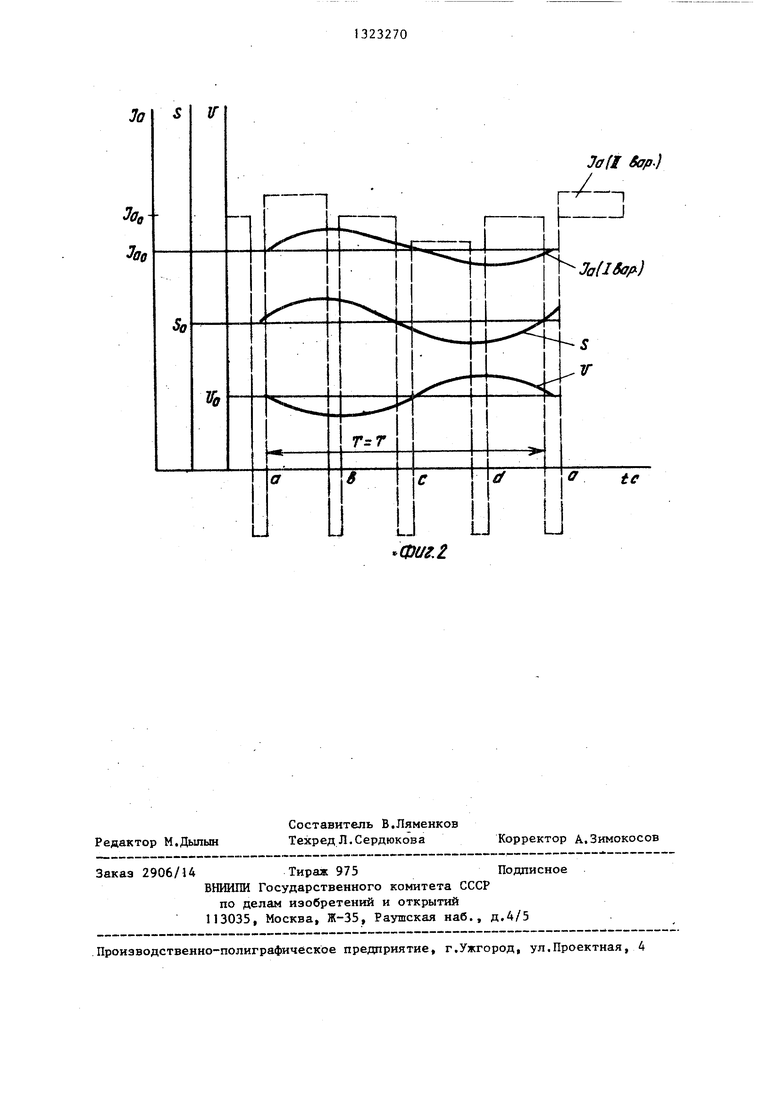
На фиг,1 показана схема электроабразивного шлифования; на фиг. 2 - графики изменения скорости величины межэлектродного зазора и. силы тока в течение периода самовозбуждающихся колебаний.
На схеме (фиг.1) показан токопро-- водящий абразивный дисковый инструмент 1, обрабатываемая заготовка 2, генератор 3 тока, блок 4 лгравления током и виброизмерительные датчики 5 и 6.
В процессе электроабразивного шлифования дисковому инструменту сообщают вращение с окружной скоростью КР 20 - 30 м/с и к нему подводят ток от генератора 3, а заготовке 2 сообщают подачу S 100-200 мм/мин. При этом регистрируют вибродатчиками 5 и 6 колебания ив:струмента 1 на шпинделе станка.и сигналы с датчиков 5 и 6 подают в блок 4 управления током в генераторе 3. В зону контакта инструмента 1 и заготовки 2 подводят проточный электролит. При отсуствии самовозбуждающихся колебаний инструменту 1 подводят либо постоянный ток либо асимметричный переменный ток с частотой ш , превьшагощей собственную частоту абразивного круга на шпинде- ле станка, при скважн:ости тока ,1, При этом съем металла с обрабатываемой заготовки 2 осуществляют анодным растворением и мекани:чёским воздействием абразивных зерен инструмента 1 на поверхностный слой металла. Последнее приводит к затуплению абразивных зерен инструмента 1., возрастанию упругого натяга между заготовкой 2 и инструментом 1 и изменению их собственной частоты. При самовозбуждении колебаний с собственной частотой их уровень растет в тангенциальном и нормальном направлениях. Колебания изменяют величину меаолектрод- ного зазора i скорость V относительного перемещения инструмента 1 и заготовки 2 на величину Z скорости вибраций. Вследствие этого изменяются
сипа тока в межэлектродном зазоре, лектрохимическо е растворение, металла и сила трения, что может привести к уменьшению стойкости круга и ухудшению качества обрабатываемой поверхности детали. Для исключения этих вредных явлений в предложенном способе в процессе злектроабразивного шлифования вибродатчиками 5 и 6 фиксируют относительные колебания инструмента 1 и заготовки 2. В момент самовозбуждения колебаний (с собственной частотой инструмента 1 или заготовки 2) по замкнутой траектории (фиг. 1 a,b,c,d) регистрируют скорость колебаний в тангенциальном и амплитуду перемещений в нормальном направлениях с уровнем более 0,2 мкм. Сигналы с вибродатчиков 5 и 6 подают в блок 4 управления током и изменяют силу тока на выходе генератора 3 и в межэлектродном зазоре.
На фиг.2 показа:ны возможные варианты изменения тока в межэлектродном зазоре в процессе электроабразивного шлифования в момент самовозбуждения колебаний. Силу тока (фиг.2,За, ll вар.) или интенсивность импульсов асимметричного тока прямой полярности (фиг.2, JJJ, 1Г вар.) повьшают на выходе генератора 3 и в межэлектродном зазоре с увеличением величины межэлектродного зазора в момент снижения скорости относительного движения . При этом интенсивность импульсов тока на выходе генератора 3 выбирают из условия повьшения силы тока в межэлектродном зазоре на 3-5% при максимальной величине межэлектродного зазора в момент уменьшения скорости относительного движения инструмента 1 и заготовки 2,
Синхронное изменение интенсивности тока в межэлектродном зазоре с ко- леетниями системы инструмент - изделие обеспечивает противодействие силы трения самовозб; ; кдающих колебаний и их затухание. При этом повьшается стойкость инструмента и улучшается качество обработанной поверхности.
Формула изобретения
Способ электрохимического абразивного шлифования заготовок дисковым инструментом на токопроводящей связке со стабилизацией процесса, кото- рая заключается в том, что при самовозбуждении колебаний системы инструмент - заготовка через межэлектродный зазор пропускают импульсный ток регулируейой частоты в диапазоне частот собственных колебаний этой системы, отличающийся тем, что, с целью повышения стойкости инструмента путем активного управления виброустойчивостью процесса, при достижении амплитуды собственных
колебаний более 0,2 мкм силу тока в межэлектродном зазоре увеличивают на 3-5% в момент начала его возрастания и уменьшения скорости относительного движения инструмента и заготовки и затем уменьшают ток до номинального уровня в момент начала снижения тяги электродного зазора и нарастания скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для электроабразивного шлифования | 1978 |
|
SU776836A1 |
| Способ шлифования | 1985 |
|
SU1355457A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ электроабразивного шлифования | 1974 |
|
SU536928A1 |
| Устройство для электрохимической правки | 1988 |
|
SU1516265A1 |
| Станок для электромеханической обработки | 1985 |
|
SU1306663A1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА ЭЛЕКТРОЭРОЗИОННЫМ МЕТОДОМ | 1984 |
|
SU1293914A1 |
Изобретение относится к электроабразивным способам шлифования заготовок дисковьм абразивным инструментом на токопроводящей связке и может быть использовано для получистового и чистового шлифования токопроводя- щих материалов. Целью изобретения является повьш1ение стойкости инструмента за счет подавления переменных составляющих технологического тока и сил трения, возникающих при самовозбуждении колебаний системы инструмент - заготовка. С этого момента через межэлектродный зазор пропускают импульсный ток регулируемой частоты в диапазоне частот собственных колебаний этой системы. При достижении амплитуды собственных колебаний более 0,2 мкм реализуемую силу тока в межэлектродном зазоре увеличивают на 3-5% в момент начала его возрастания и уменьшения-скорости относительного движе- ,ния инструмента и заготовки и затем уменьшают ток до номинального уровня в момент начала снижения межзлектрод- ного зазора и нарастания скорости, 2 ил. л со 00 IND 
7
. (иг.1
Редактор М.Дьшьш
Составитель В.Ляменков Техред Л. Сердюкова
Заказ 2906/14Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг,1
Корректор А.Зимокосов
| Способ электроабразивного шлифования | 1974 |
|
SU536928A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
