:о
Од
со
14371
Изобретение относится к электро- , физическим и электрохимическим мето- дам обработки и, в частности, касается способов электроабразивного .шли- . фования.
Цель изобретения - повьшение про- изводительности обработки за счет оптимизации электрического режима обработки.10
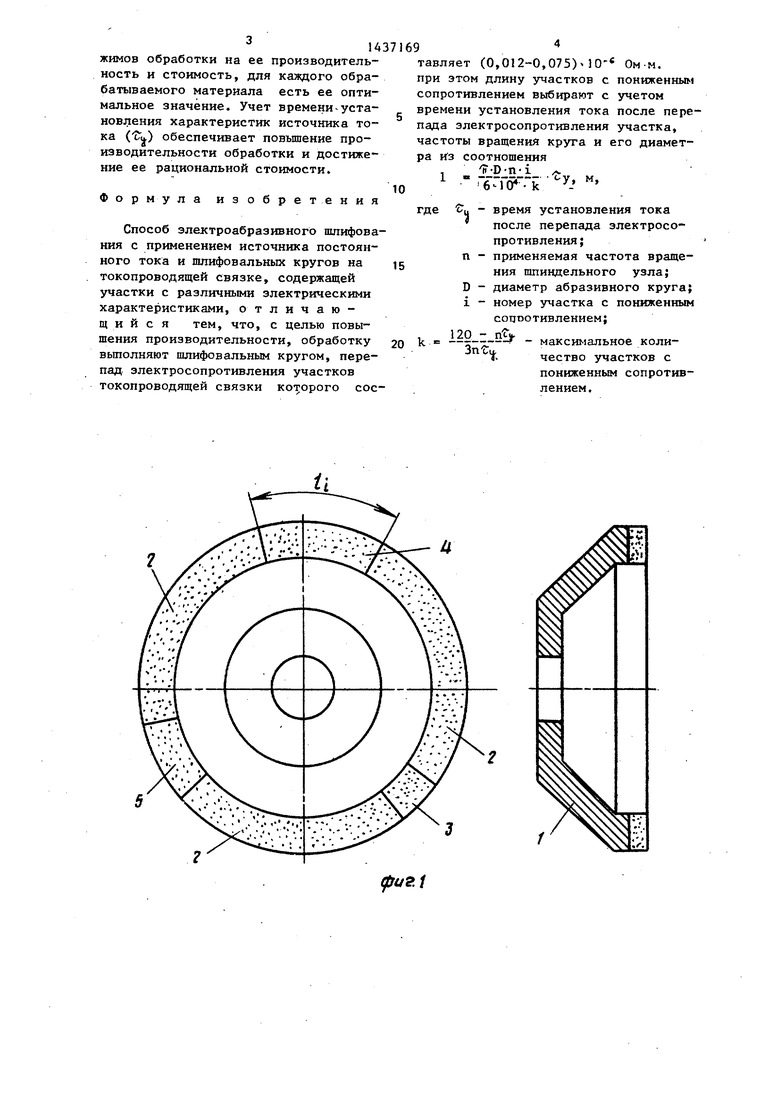
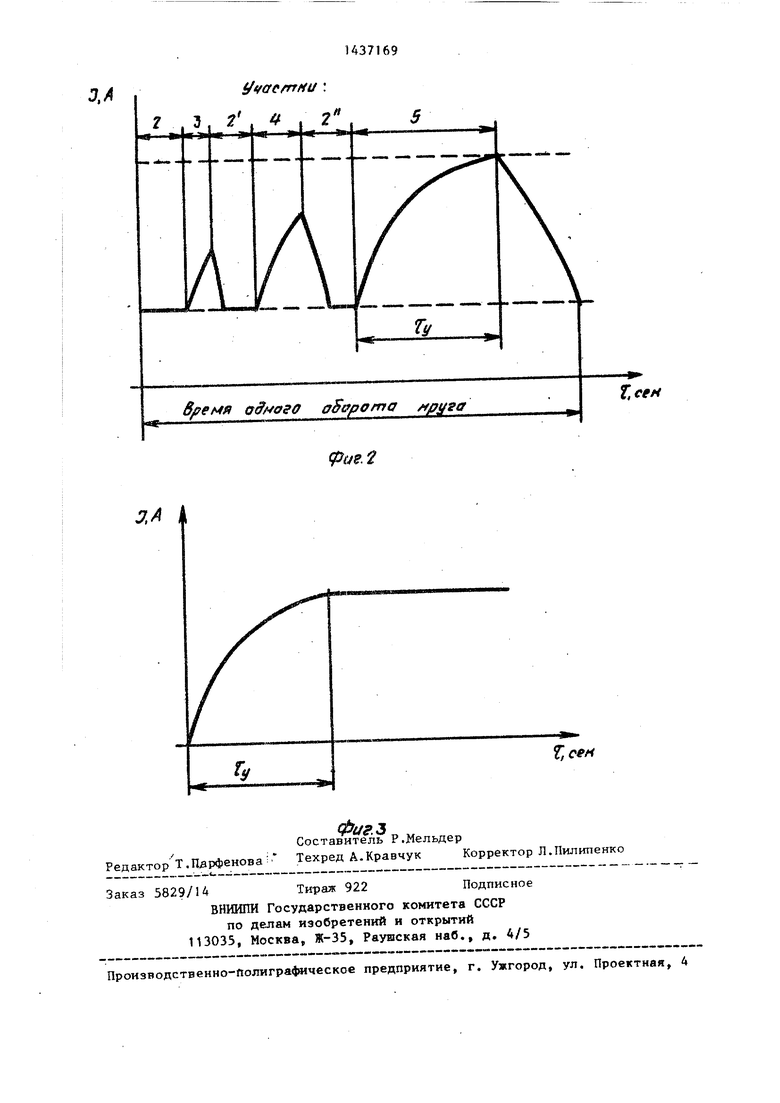
На фиг.1 представлен шлифовальный круг, общий вид; на фиг„2 - пилообразный импульс тока за время одного оборота круга; на фиг.З - кривая времени установления характеристик 15 источника тока.
Устройство для реализации предлагаемого способа представляет собой шлифовальный.круг, который состоит из корпуса 1, закрепленного на.его 20 торце режущего алмазно-абразивного слоя, состоящего из участков 2 с повьшенньм и участков 3 - 5. с .пониженным электросопротивлением.
Способ осуществляется следующим 25 образом.
Корпус 1 шлифовального круга устанавливают на оправку шпинделя шлифовального станка и закрепляют на ней. Обрабатьшаемое изделие закрепляют 30 в зажимном устройстве и сообщают ему возвратно-поступательное движение продольной подачи от периферии круга к центру, а также поперечную подачу на глубину обработки. При вращении ,г круга электролит, поступает в зону шлифования. Вследствие чередования участков с различным электросопротивлением технологический ток изменяется ступенчато(фиг.2)i40
При контакте с обрабатываемым материалом наименьшего по длине участка со сниженным электросопротивлением 3 наблюдается импульс тока. С увели- , чением протяженности участков 4 и 5 5 (фиг.) импульс технологического го- ка нарастает, и в целом за оборот руга получается пилообразный имульс технологического тока (фиг.2). результате имеет место процесс, Q оторый позволяет сохранить положительные закономерности электрохимиеских процессов и достичь повьш1ения производительности обработки за счет ормирования более благоприятной ре- уи1ей поверхности круга электроэро- ионными импульсными разрядами, инициируемыми нарастающей пилообразной ормой технологического тока. Получе92
ние данной формы тока возможно, только при выборе перепада электросопротивления из диапазона (0,012-0,075)ч «10 .Ом.м. При меньшей величине перепада эрозионные процессы инициируются в слабой ,форм и изменение величины технологического тока незна чительно, что не способствует повышению производительности обработки.
Равномерность чередования участков с разным электросопротивлением и необходимость расположения участков с меньшим значением электросопротивления на равном расстоянии один от другого связана с обеспечением стабильности процесса электрошлифования, устранением неравномерности износа режущей поверхности круга, а также обеспечением минимального линейного износа рабочего слоя.
Оптимальные значения для длины участков с пониженным электросопротивлением получены на основании экспери- ментальных исследований по изучению влияния времени установления характеристик источника тока на режимы шлифования и параметры режущей поверхности круга. Время переходного импульса зависит от длины участка с повьш1енной электропроводностью и ско- резания, которая в свою очередь определяется частотой вращения круга и его диаметром.
Экспериментально установленные величины должны быть связаны соотношением
, . if Drt- i
;
Где Ij - длина i-ro участка;
D - наружный диаметр круга, мм; п - частота вращения круга,
об/мин;
U.- время установления характеристик источника тока, с; Максимальное количество участков должно быть равным
k .
ЗпГу
Диаметр (D), число участков (k), их длина ( ) и номер (х) характеризуют влияние круга на показатели процесса - диаметр определяет производительность, а сочетание участков направлено на достижение рациональ- . ной стоимости обработки; частота вращения (п) характеризует влияние режимов обработки на ее производительность и стоимость, для каждого обрабатываемого материала есть ее оптимальное значение. Учет времени-установления характеристик источника тока (ta) обеспечивает повьшение производительности обработки и достижение ее рациональной стоимости.
Формула изобретения
Способ электроабразивного шлифования с применением источника постоянного тока и шлифовальных кругов на токопроводящей связке, содержащей участки с различными электрическими характеристиками, отличающийся тем, что, с целью повышения производительности, обработку вьтолняют шлифовальным кругом, перепад электросопротивления участков токопроводящей связки которого сос
тавляет (0,012-0,075)10 Ом-м. при этом длину участков с пониженным сопротивлением выбирают с учетом времени установления тока после перепада электросопротивления участка, частоты вращения круга и его диаметра КЗ соотношения
1 . l:D-n i .
600.k
t-y, м.
где
- время установления тока
после перепада злектросо- противления;
п - применяемая частота вращения шпиндельного узла;
D - диаметр абразивного круга;
i - номер участка с пониженным соцоотивлением;
) - максимальное коли- i. чество участков с
пониженным сопротивлением.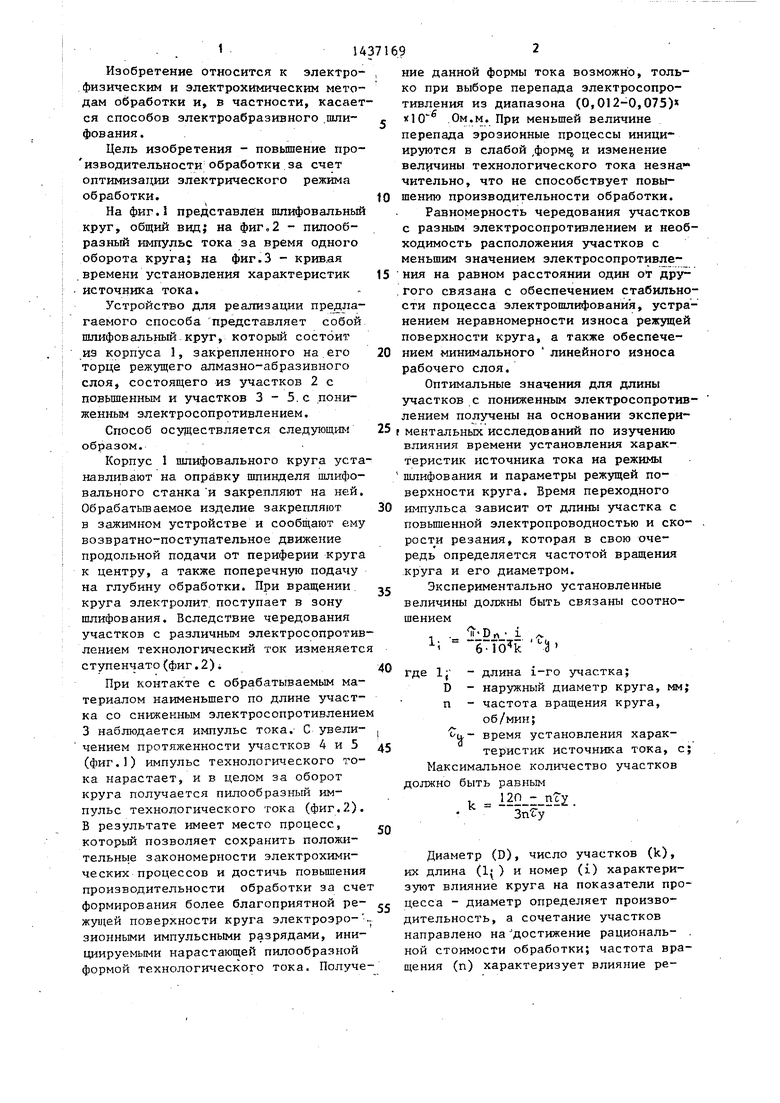
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроабразивного шлифования | 1987 |
|
SU1504020A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электроабразивного внутреннегошлифОВАНия | 1978 |
|
SU848236A1 |
| Способ электроабразивной обработки | 1980 |
|
SU956216A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2333820C1 |
Изобретение относится к машиностроению и предназначено для использования при электрообработке абразивными токопроводящими кругами труднообрабатываемых материалов. С целью повышения производительности и снижения стоимости обработки процесс ведут кругом с абразивным слоем, разделенным по. окружности на чередующиеся участки с различным электросопротивлением, причем перепад их электросопротивлений выбирают из диапазона 
иг.1
J Xyt/aemHU :
г 3 2 2
tj.
T.eff
T.cfH
| Инструмент для электроабразивного шлифования | 1978 |
|
SU776836A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
