1
Изобретение относится к машиностроению и может быть использовано при полировании плоских, а также сферических, конических, цилиндрических и других криволинейных поверхностей.
Известно устройство для полирования поверхностей магнитно-абразивным порошком, представляюш,ее собой закрепленные на приводимой во враш,ение оси электромагнитную катушку и корпус, состояш,ий из двух разъемных частей, являюш,ихся полюсными наконечниками, между которыми расположено кольцо из немагнитного материала 1.
Известное устройство обладает недостаточно высокой производительностью и непригодно для обработки сложных криволинейных поверхностей.
Целью изобретения является повышение производительности обработки и расширение технологических возможностей.
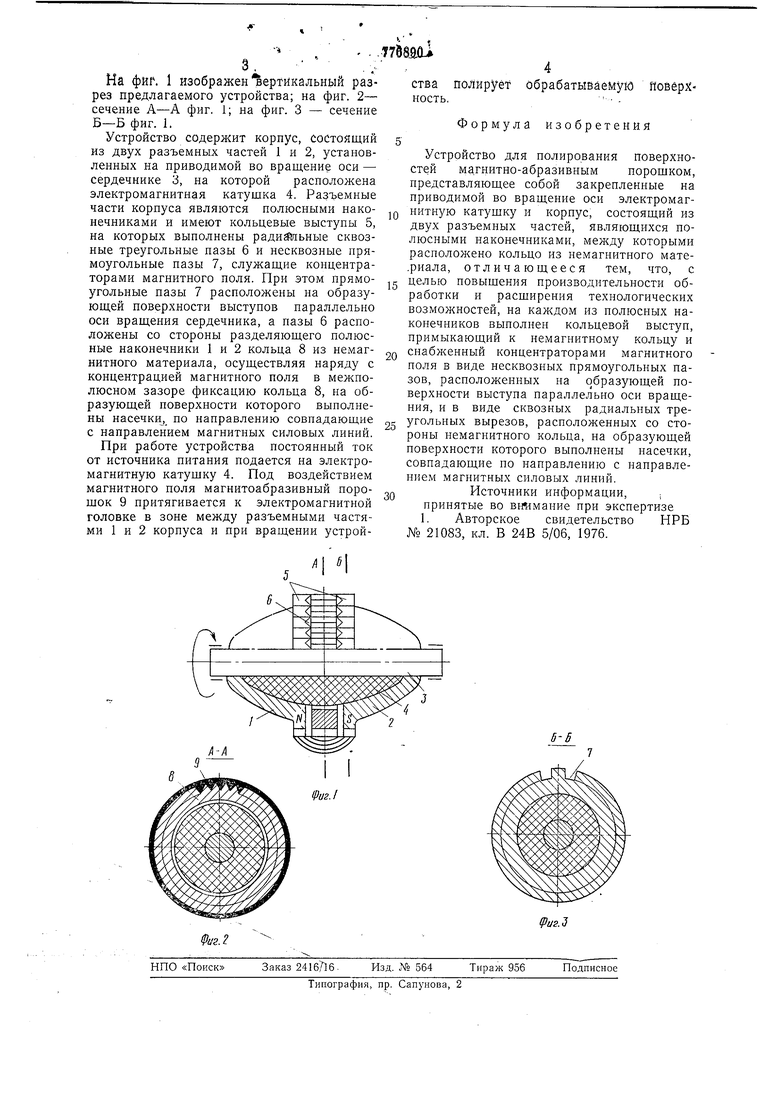
Для достижения поставленной цели на каждом из полюсных наконечников выполнен кольцевой, выступ, примыкающий к немагнитному кольцу и снабженный концентраторами магнитного поля в виде несквозных прямоугольных пазов, расположенных на образующей поверхности выступа параллельно оси вращения и в виде сквозных радиальных треугольных вырезов, расположенных со стороны немагнитного кольца, на образующей поверхности которого выполнены насечки, совпадающие по направлению с направлением магнитных силовых линий.
Кольцевые выступы на полюсных наконечниках позволяют производить обработку сложных криволинейных поверхностей. Выполненные на выступах прямоугольные концентраторы дискретно концентрируют магнитное поле в рабочем зазоре, что ведет к увеличению тангенциальной составляющей силы резания, а радиальные сквозные треугольные вырезы создают неравномерность магнитного поля в межполюсном зазоре, концентрирует его.
С увеличением концентрации магнитного поля увеличивается сила притяжения магнитоабразивного порошка к поверхности
20 электромагнитной головки, что позволяет увеличить скорость резания.
Немагнитное кольцо с насечками повышает усилие трения между поверхностью устройства и рабочими слоями магнитоаб25 разивного порошка, что также обеспечивает увеличение тангенциальной составляющей силы резания.
Увеличение тангенциальной составляющей силы и скорости резания повыщает
30 производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Устройство для магнитно-абразивного полирования | 1980 |
|
SU876392A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1815186A1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ НЕМАГНИТНОГО ВАЛА | 2010 |
|
RU2458271C2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ магнитно-абразивной обработки деталей | 1982 |
|
SU1060439A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1662816A2 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Заглушка трубопровода | 1989 |
|
SU1774116A1 |
