1
Изобретение относится к машиностроению и может быть использовано при полировании плоских и криволинейных поверхностей как гладких, так и имеющих поверхностные макронеровнорти в виде гофр, сварных швов, пазов и т.д.
Известно устройство для обработки поверхностей магнитно-абразивным порошком, выполненное в виде установленной с возможностью вращения головки с торцовой рабочей поверхностью, при этомв корпусе головки, образованном внутренним и наружным кольцевыми полюсами, размещены электромагнитные катушки 1.
Недостатком этого устройства является его непригодность для обработкн криволинейных поверхностей.
Нанболее близким по технической сущности и достигаемому эффекту является устройство для магнитно-абразивного полнрования поверхностей подаваемым в зону обработкн магнитноабразивным порошком, включающее установленный с возможностью .вращения электромагнит-.
ный индуктор с боковой рабочей поверхностью 2.
Недостатком устройства является то, что оно не обеспечнвает получение высокой чистоты обработки поверхностей, поверхностные макронеровностн в виде гофр, сварных швов, пазов и т.п. При большой величине поверхностных макронеровностей разница в обработке впадин и выступов существенна. Это объясняет10ся тем, что после прохождения электромагнитного индуктора над выступом микронеровностн высота рабочего слоя магнитно-абразивного порошка становится близкой по величине велнчине зазора между поверхностью индуктора и вы15ступом, а поэтому следующая за выступом впадина практически не полируется. Впадины могут полироваться только тем участком индуктора, на который к моменту прохождения его над впадиной попала дополннтельная порция
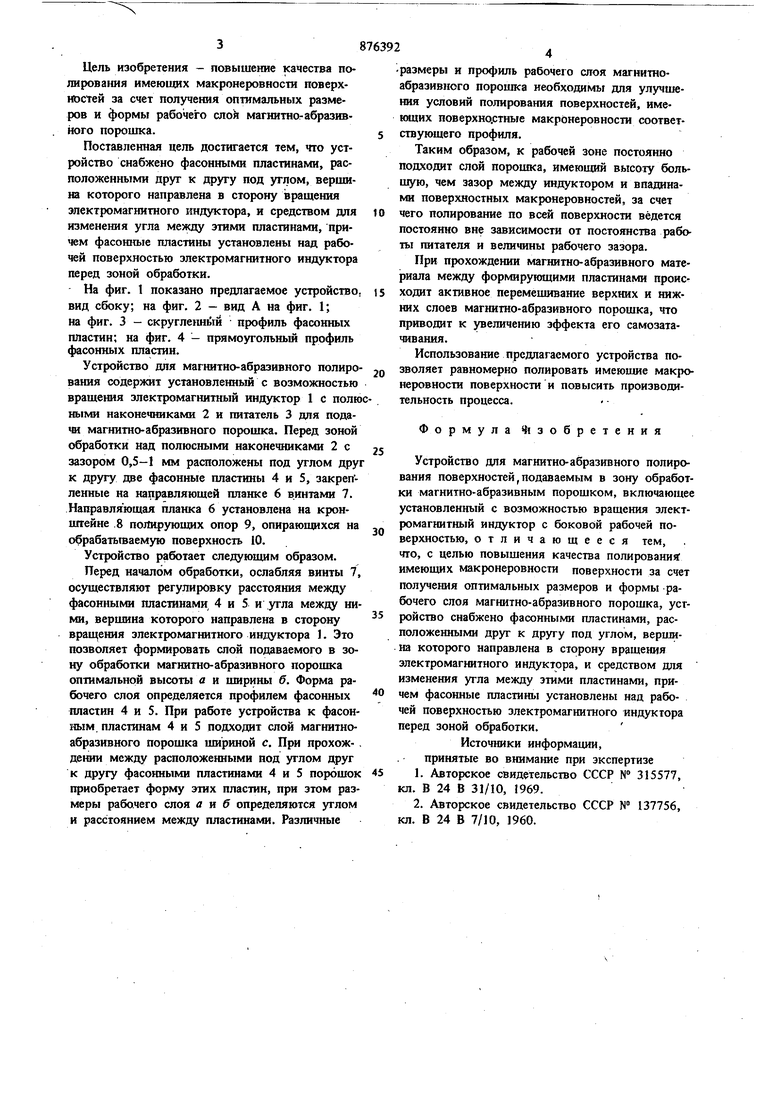
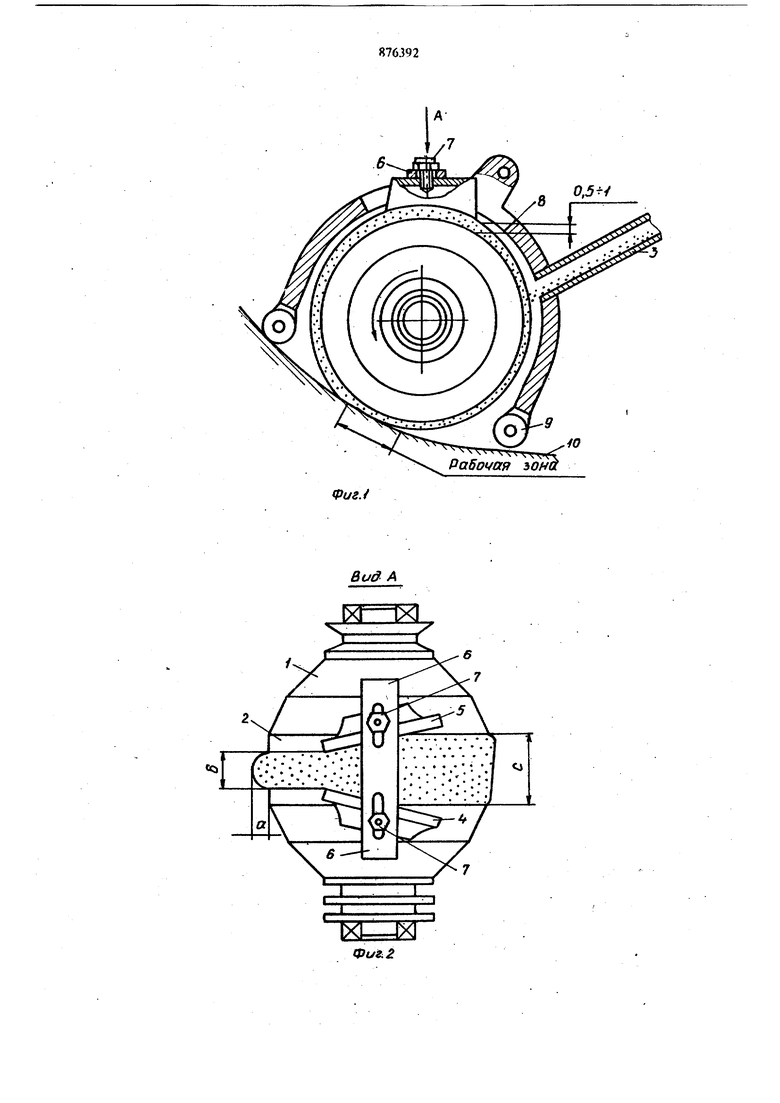
К магнитно-абразивного порощка, а так как питатели, как правило, работают дискретно, поверхность впадин и выступов полируется неравномерно. Цель изобретения повышение качества полирова1шя имеющих макронеровности поверхностей за счет получения оптимальных размеров и формы рабочего слой магнитно-абразивного пороижа. Поставленная цель достигается тем, что устройство снабжено фасонными пластинами, расположенными друг к другу под утлом, вершина которого направлена в сторону вращения электромагнитного индуктора, и средством для изменения угла между этими пластинами, причем фасонные пластины установлены над рабочей поверхностью электромагнитного инд)гктора перед зоной обработки. На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - скругле}шё1Й профиль фасонных пластин; на фиг. 4 - прямоугольный профиль фасонных пластин. Устройство для магнитно-абразивного полирования содержит установленный с возможностью вращения электромагнитный индуктор 1 с полю ными наконечниками 2 и питатель 3 для подачи магнитно-абразивного порошка. Перед зоной обработки над полюсными наконечниками 2 с зазором 0,5-1 мм расположены под углом дру к другу две фасонные пластины 4 и 5, закрепленные на направляющей планке 6 винтами 7. Направляющая планка 6 установлена на кронштейне .8 полмруюших опор 9, опирающихся на обрабатьгеаемую поверхность 10. Устройство работает следующим образом. Перед началом обработки, ослабляя винты 7, осуществляют регулировку расстояния между фасонными пластинами, 4 и 5 и угла между ни ми, вершина которого направлена в сторону вращения электромагнитного индуктора I. Это позволяет формировать слой подаваемого в зону обработки магнитно-абразивного порошка оптимальной высоты а и ширины б. Форма рабочего слоя определяется профилем фасонных гшастнн 4 и 5. При работе устройства к фасонным пластинам 4 и 5 подходит слой магнитноабразивного порошка шириной с. При прохождении между расположенными под углом друг к другу фасонными пластинами 4 и 5 порошок приобретает форму этих пластин, при этом раэмеры рабочего слоя а и б определяются углом и расстоянием между пластинами. Различные размеры и профиль рабочего слоя магнитноабраэивнсго порошка необходимы для улучшения условий полирования поверхностей, имеющих поверхностные макронеровности соответствующего профиля. Таким образом, к рабочей зоне постоянно подходит слой порошка, имеющий высоту большую, чем зазор между индуктором и впадинами поверхностных макронеровностей, за счет чего полирование по всей поверхности ведется постоянно вне зависимости от постоянства работы питателя и величины рабочего зазора. При прохождении магнитно-абразивного материала между формирующими пластинами происходит активное перемешивание верхних и нижних слоев магнитно-абразивного порошка, что приводит к увеличению эффекта его самозатачивания. Использование предлагаемого устройства позволяет равномерно полировать имеющие макронеровности поверхности и повысить производительность процесса. Формула Ч1зобретения Устройство для магнитно-абразивного полирования поверхностей, подаваемым в зону обработки магнитно-абразивным порошком, включающее установленный с возможностью вращения электромагнитный индуктор с боковой рабочей поверхностью, отличающееся тем, что, с целью повышения качества полированияГ имеющих макронеровности поверхности за счет получения оптимальных размеров и формы -рабочего слоя магнитно-абразивного порошка, устройство снабжено фасонными пластинами, расположенными друг к другу под углом, вершина которого направлена в сторону вращения электромагнитного индуктора, и средством для изменения угла между этими пластинами, причем фасонные пластины установлены над рабочей поверхностью электромагнитного индуктора перед зоной обработки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 315577, кл. В 24 В 31/10, 1969. 2. Авторское свидетельство СССР № 137756, кл. В 24 В 7/10, 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал для магнитно-абразивной обработки | 1981 |
|
SU1096087A1 |
| Устройство для полирования поверхностей магнитно-абразивным порошком | 1979 |
|
SU776890A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи | 1978 |
|
SU848318A1 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1201109A1 |
| Материал для магнитно-абразивной обработки | 1980 |
|
SU891409A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Устройство для магнитно-абразивной обработки | 1983 |
|
SU1106642A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Устройство для магнитно-абразивной обработки | 1976 |
|
SU565814A1 |
| Способ магнитно-абразивной обработки деталей | 1982 |
|
SU1060439A1 |

У
j ..
г7 .. «..-. .
л:
J.
Вид А Ф|/
