Изобретение относится к чистовой обработке поверхностей ферроабразивным порошком в магнитном поле и мелеет быть использовано в маши ностроении на финишных операциях.
Известе способ магнитно-абразивной обработки деталей, помещенных в пульсирующее магнитное поле, магнитно-абразивным порошком. Способ позволяет управлять нормальной силой резания за счет изменения напряженности магнитного поля ij ,
Недостатком этого способа явля,ется невозможность непосредственног управления тангенциальной силой резания,, которая Определяется конкретной конструкцией магнитно-абразивного устройства, реализующего этот способ, и функционально зави сит от нормальной силы ре.зания, это 13 свою очередь не позволяет интенсифицировать процесс обработки, в особенности немагнитных деталей, и достичь, высокого качества ихпоперхности, в частности высокого класса шероховатости, который может быть получен при высоком значении коэффициента эластичности абразивногО инструмента. Под коэффициентом эластичности понимают; отношение тангенциальной силы резания к норМчальной, Следует также отметить, что при малых значениях коэффициента эластичыости повышается вероятиссть шаржирования обрабатываемой попер :ности .
Известен способ магнитно-абразив мой обработки деталей, перемещаемь:х в маг -:итном поле, образующем рабочие зоны, заполненные магнитноаОразиунслм порошком 2J ,
Согласно этому способу магнитноаб;з:)зипный порошок прижимают к обрабатываемой поверхности силой, имеющей тангенциальную составляющую, Ьоторая противоположна направлению вра цения деталз-;, Наличие постоянной 1а.мге циальной составляющей позволяет интенсифицировать процесс обработки. Однако и в этом случае тангенциальная составляющая функционально связана с нормальной, составляющей, так как они обе являются с- оставляющими одной силы резанр1Я.
Недостатком этого способа магнитно-абразивной обработки является функциональная взаимосвязь нормальной к тангенциальной сил резания, что не позволяет значительно интенсифицировать процесс обработки г особе1-шо немагнитных деталей, и получить высокое качество поверхности в частнос/и высокий класс шероховатости.
Наиболее близким к изобретению является способ магнитно-абразивной обработки деталей, nepeMemaer-iax
в магнитном поле, создаваемом магнитной системой с полюсами, образующими рабочие зоны, заполненные магнитно-абразивным порошком, согласно которому у выхода из каждой рабочей зоны на порошок: воздействуют магнитны: полем, coздaвaeгvlым дополнительной магнитной системой з .
Однако известный способ обработки также не позволяет значительно интенсифицировать процесс обработки и повысить качество обрабатываемой поверхности, так тсак не обеспечивает раздельное регулирование тангенциальной и нормальной составляющих силы .
Цель изобретения - интенсификация процесса обработки и повызленив качества обрабатываемой поверхно-сти.
Поставленная цель достигается тем, что согласно способу магнитно -абразивной; обработки деталей, перемещаемых в магнитном поле, создаваемом магнитной системой с полюсами, образующими рабочие зазоры зоны, заполнеашые магнитно-абразивным порошком, воздействуют магнитным полем, создаваемым дополнительной магнитной системой, градиент магнитного поля дополнительной магнитной систе и±а направляют тангенциально nd отношению к поверхности детали при одинаковой полярности полюсов основной н допол -штельной магнитньлх систем в каждой рабочей зоне,
Воздействие дополнительнкм глагнитньз- полем, направленным танген:циальио к поверхности детали позволяет упргшлять тангенциальной силой резания независимо от нормальной силы резанРЕЯ, которая определяется напряженностью основного магнитного поля. Это поззоляет интенсифицировать процесс обработки за счет увеличения та.геициальной силы резан;:я и повысить класс г ероховатости, уменьш1- ть вероятность шаржирования поверхгюстк за счет ув еличенн я соотноше ни я та.- генци альной и нормальной сил резани я
На чертеже схематически представлено устройство, реализующее предлагаемый способ.
Устройство для MaiHKTHO-абразивной обработки содержит осгювную магнитную систему 1 и дополнительную систему 2, Обрабат)лваема.ядеталь 3 находится между полюсами основной магнитной cncrewM 1. Полюсные наконечники дополнительной магнитной систег-&з 2 уса ановлены тангенциально по отношени о к обрабатываемой поверхности таким обра:зом что южный полке дополнительной системы расположен у выхода из раб чего зазора, образованного южным полюсом основной магнитной системы а северный полюс - у выхода из рабочего зазора, образованного север ным полюсом основной магнитной системы. Рабочие зазоры полюсами основной магнитной системы и обрабатываемой деталью 3 заполнены магнитно-абразивным порошком 4. Ос новная и дополнительная магнитные системы содержат электромагнитные KflTvmKH 5 и 6 соответственно. Устрпй тич работает следующим образом. Магнитно-абразивный порошок прижимается.к обрабатываемой повер ности нормальной силой резания, обусловленной магнитным полем осно ной магнитной систег-и. Магнитное поле дополнительной магнитной системы усиливает тангенциальную составляющую градиента, создавая тзнгекциальные силы резания на выходах из рабочих зазо ров/ которые передаются магнитноабразивной массой всему магнитноабразивному nopO:iiKy, расположенном в зазоре. Таким образом, дополнительная магнитная система создает своеобразные магнитные пробки, удерживающие порошок в рабочих зазорах. Благодаря близкому расположению одноименных полюсов их магнитные поля отталкиваются, что ведет к искривлению линий магнитно го поля основной магнитной системы независимо от того из магнитного или немагнитного материала изготовлена обрабатываемая деталь. Такое искривление поля увеличива. ет его тангенциальный градиент, что также повышает тангенциальную силу резания. Варьируя величину электрического тока в катушках 5 и можно плавно изменять нормальную, и тангенциальную силы резания и их отношение, уменьшая или увеличивая коэффициент эластичности абразивно инструг.;ента. Предлагаемый способ сравнивают с базовым объектом l . Полирований подвергают втулки из латуни с исходной шероховатостью RgSO,45 0,55 мкм. В качестве магнитно-абразивного порошка используют материал на основе железа и карбида титана Ж15КТ (ТУ 88 УССР 147.002-77). Полирование производят при следующих режимах: Скорость резания, м/с 1,1 Частота-осцилляции, дв.х/мин 450 Амплитуда осцилляции, мм 1,5 Время полирования, с 60. Пример l.Ha магнитно-абразивную массу воздействуют норамльно. направленным магнитнш полем напряженностью 840 кА/м и тангенциально направленным полем напряженностью 880 кА/м. При этом съем материала с полируемой поверхности составляет 3,53iO г/мм.мин, и достигается шероховатость ,11 мкм. Пример 2 . На магнитно-абразивную массу воздействуют лишь нормально направленным магнитным полем напряженностью 840 кА/м (базовый объект). При этом съем составляет l,92i10 г/мм. мин и достигается шероховатость)а;5 0,11 мкм. Пример 3 , На магнитно-абразивную массу воздействуют нормально нaпpaвлeннь i полем напряженностью 560 кА/м и тангенциально направленным полем напряженностью 880 кА/м. При этом, съем составляет 2, 69 10 г/мм мин и достигается шероховатость а О г 05 5 мкм. Пример 4. На магнитно-абразивную массу воздействуют лишь нормально направленным магнитным полем напряженностью 560 кА/м (базовый объект). При этом съем составляет 9 ,810 мин и достигается шероховатость Rc(0f29 мкм. Как пokaзывa.ют приведенные при- меры, предлагаемый способ обеспечивает интенсификацию процесса магкитыо-абразивной обработки при одновременном повышении качества обрабатывае,мой поверхности.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Способ магнитно-образивной обработкидЕТАлЕй и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU835719A1 |
| Способ магнитно-абразивной обработки деталей из немагнитных,преимущественно титановых,сплавов | 1979 |
|
SU895626A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| Материал для магнитно-абразивной обработки | 1981 |
|
SU1096087A1 |
| КОМПОЗИЦИОННЫЙ ФЕРРОАБРАЗИВНЫЙ ПОРОШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2366676C2 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1201109A1 |
СПОСОБ МАГНИТНО-АБРАЗИВНОЙс. ОБРАБОТКИ ДЕТАЛЕЙ, перемещаемых в- магнитном поле, создаваемом магнитной системой с полюсами, образующими рабочие зоны, заполненные магнитно-абразивным порошком, согласно которому у выхода из каждой рабочей зоны на порошок воздействуют магнитным полем, создаваемым дополнительной магнитной системой, отличающийся тем, что, с целью интенсификации процесса обработки и повышения качества обрабатываемой поверхности, градиент магнитного поля дополнительной магнитной системы направляют тангенциально по отношению к поверхности детали при одинаковой полярности полюсов основной и дополнительной магнитных систем в каждой рабочей с зоне. (Л о: о 4 00 со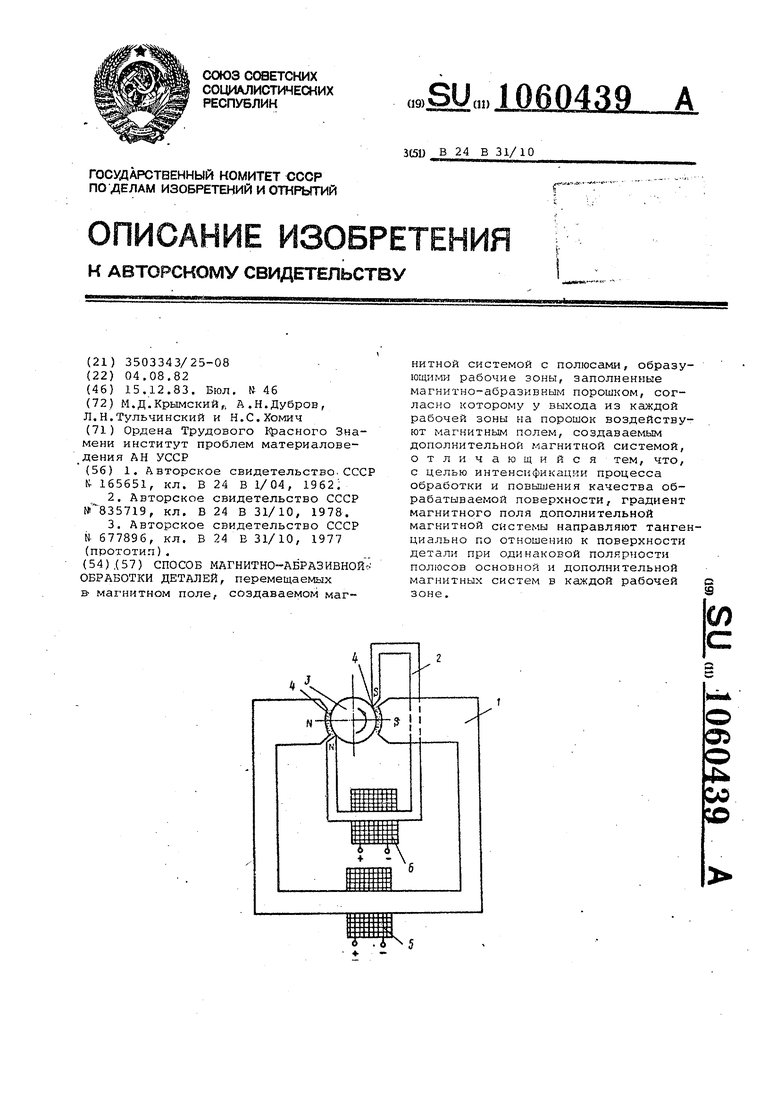
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
