Изобретение относится к абразивной обработке поверхностей магнитно-абразивным порошком в магнитном поле и может быть использовано для полирования наружных цилиндрических поверхностей.
Цель изобретения - повышение произ-1 водительности обработки за счет увеличения скорости резания и самоуплотнения порошка.
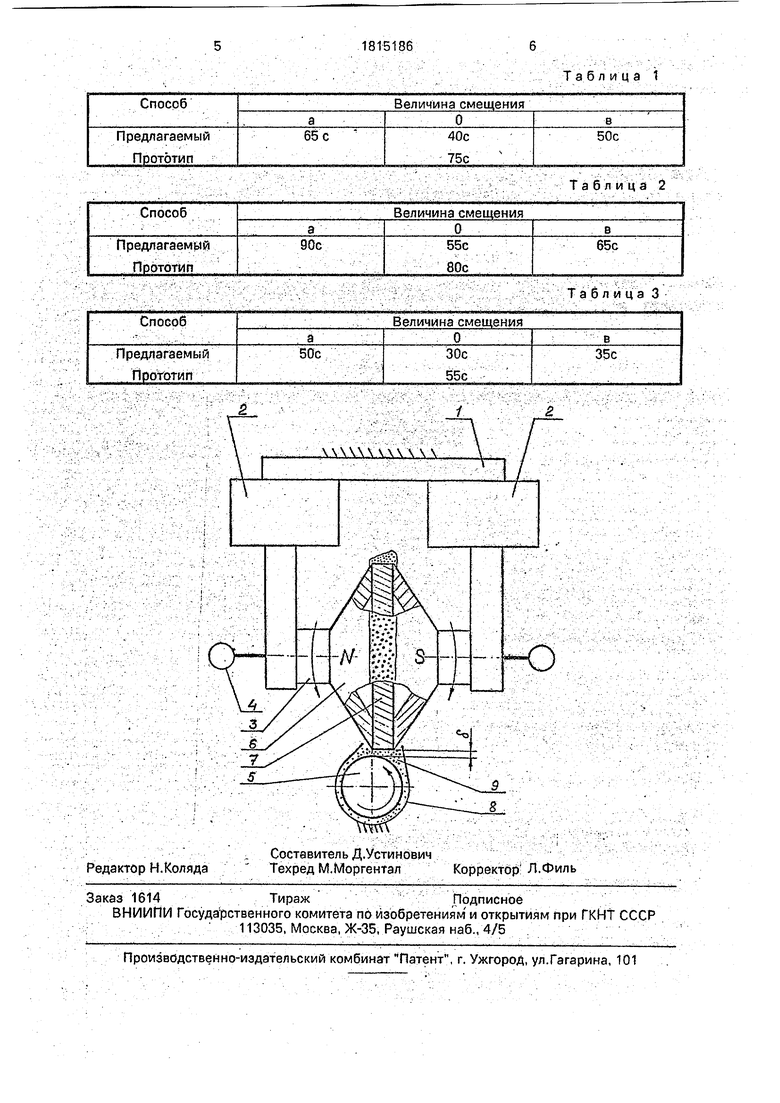
На чертеже изображена схема устройства для реализации способа.
Устройство содержит магнитопровод 1, электромагнитные катушки 2, шпиндели 3, кинематически связанные с электродвигателями 4, и расположенные с зазором относительно обрабатываемой детали 5 полюсные наконечники 6, Между ними соос- но установлено немагнитное кольцо 7. Зона обработки и поверхность детали в зоне обработки закрыта отражателем 8. Образуемая наружными поверхностями наконечников 6 и кольца 7 зона заполнена магнитно-абразивным порошком 9.
Способ осуществляют следующим образом.
На электромагнитные катушки 2 подают постоянный электрический ток и осуществляют намагничивание наконечников 6. Под действием сил магнитного поля магнитно- абразивный порошок 9 притягивается к периферии наконечников 6 и кольца 7,образуя рабочую щетку. Обрабатываемую деталь 5 устанавливают с рабочим зазором относительно наружных поверхностей кольца 7 и наконечников 6, при этом ось детали располагают в плоскости проходящей через торцевую поверхность наконечника, следующего вторым по направлению вращения детали.
Затем детали 5, наконечникам б с кольцом 7 сообщают вращение и относительные перемещения/При этом порошок вращает У
ел
00
о
ся вместе с кольцом 7, наконечниками б и полирует поверхность детали,
При вращении наконечников б и кольца 7 расположённый на их периферии магнит- нб-эбразивйый порошок 9 набегает на обрабатываёмую деталь 5 и оказывает на нее абразивное воздействие, В рабочей зоне
, последействием сил резания, обусловленных вращающейся деталью, частицы порошка перемещаются в сторону наконечника, следу ющего вторым по Hailрайленйк ёе а ё , т.е. в сторону уйеньщеййя рабочего зазора. Наибольтай л&елиЧийа ийдукции в рабочей зоне ймёет мёстб между крбмкой торца второго наконечника и орвёрхйостью детали. При этом вследствие сужений рабочего зазора Частицы гюрошка Дополнительно (помимо действия сил йагнйтнбф поля) уплотняются, возрастает йнтён ей; ндст1,мё-
; хаШчебко о увеличениюi жесткости Щетки и сил рёза ния.
5 Ч еТмцы порошка; |(ь./1ётеШйе из зазо ра впространство талью, под действием сил трения и сил
Смйгнй тнйго пола втягивается:обратно вjjaзор с противополоЖнйй: стороны, что ел О собетвуё;т перёб: рй;ёнтацй:и гг рОЩкй, вб.сетанЬвлению-его рё&ущйх сврйста, по- эеоляетувеличИть скорость в ащёййя дета . -3$$ Ш
: ; УкйЗамнйе явления Вбзмря н6 сть подвысить жёсткость :й режущую споерб; нбсть АороЩковай массы, силовое рз- ; действие На обрабатьшаёйую; пРверхиЬсть,
,уменьщить ерем;ч назамену порр illЩ и увеличить производительность обработки; - и
:;;:,г; Если ось; детали распрла, в Г1лйскр 6ти между н1аконечнйками; то в этом случае
:lie эффективнтзе зак инива- ние порошка и уменьшение выброса егр из рабочем зазорй, что приводйт;к снйм енИ1О г р;ойзврдител1ьностйОбработки. ;S; к/;;
,Ёсли ось детйли- располагать в ЛлрскЪ- стй зй П редела ми 1:дрцёвОЙ плоскости второго наконечника вне рабочего зазора, то в
случае уменьшается количество абразивных взаимоде,йствий между по(5о1йком и пйверхиостью детали; что приводит к сни- жёниЮ пройзводительности обработки.
Прёимущёстба способа подтверждают- : . ся приведенными ниже результатами срав. нитёльных испытаний. Устройство, реализующее предлагаемый способ, устанавливали на консоли гбризонтально-фрезерного станка мод.бМ82 Диаметр полюсных наконечников Р 120 мм, материал отражателя - сплав D16 толщиной 2 .мм. Наконечники при реализации прототи па устанавливали симметрично оси детали, при реализации предлагаемого способа 0
5
0
Б
0
5
0
5
0
5
как в плоскости торцевой поверхности второго наконечника, так и со смещением относительно ее.
В качестве оценочного критерия производительности было принято время обработки до достижения массового съема материала детали, равного 30 мг. .
П р и м е р 1. Производили обработку, цилиндров D х х 80 мм из стали 45 ГОСТ 1045-74, твёрдостью НВ 216, шероховатость поверхности которых соответствовала 7 кл. ПОрошок Ж15 КТзёрНистрСтыо 1бО;-160 м.к м. г СОЖ .- водный раствор эмульсола.У- 3%-нрй концентраций. Режимы обработки назначались следующие: скорость враще- , ния полюсных Йакбнёчников v Т,56 м/с Величина рабочего зазора 3 2 мм, величина магн итйой индукции в зазоре В 0,9 Тл, Величина; подачи S 31,5м м/ми н, скорость: вращения детали уi - 3 м /с, расстояние ме кду:паЛ1оснымй. йаконечниками Н В. мм, ;|еличин а смещения о си детали оТ торцевой плоскости второго наконечника в сторону ;ггервРгР;йакрнёчнйка а 3 мм, в противопо-. ложную сторону Ь :3.мм. , :. -5- - -ViV ;- Т ;: ;; Полученные рёзультаты прёдставлены в
.ТабЛ.1, ...-- - ;: . :; Л : / : . ...,
:f:,.:v П р Й м ё р 2. ПррйШоДйлй обрйботку. Цилиндров- D x 1 20 х; 60 мм из стали , твёрдрётьнэ НВ226 и шерохова- :тостьнэ по 7 кл. Режимы обработки: у 0,86 м/с;уf - Ъй/с;;В 0,7Тл; (,5 мм; S 31,5 . мм/мин; И ТО мм; а Ь 2мм.: ; Полученные результаты представлены в:
:таб)|.. -:- Х: :;: / ::-: ;;:;; . -.; : :;.;:- . П р и м е р 3. Производили обработку
ийлиндров из сплава Д1б ГОСТ 8617-75 р х
Ц 15х: 60, шероховатостью по 7 кл. Режимы
обработки; v 1,56 м/с; vi 8 м/с; В - 0,6
Тл; с5 1,5 мм; s 31,5 мм/мин; Н 12 мм; а
.. ММ. +:;:; v.V ..V;-; . : ; : - .
Полученные результаты представлены в .-.табл.з.;:; -:-;г.;; :-,;;:Н;;; ;,: 5,: .- ;.,-. Фо рмул а изо б рете ни я : Способ ;мйгнитно-абразивной обработг, ки наружных цилиндрических поверхностей магнитно-абразивным порошком, удерживаемым на поверхности инструмента, выполненного в виде чашеобразных полюсных наконечников, разделенных немагнитной вставкдй, при котором инструменту и детали сообщают вращения И относительные перемещения, о т.л И ч а ю щ и и с я тем, что; с целью повышения производительности .обработки, ось вращения детали располага- ютв плоскости, проходящей через торцевую поверхность второго по направлению ее вращения полюсного наконечника, а деталь и зону обработки закрывают отражателем.
Таблиц at
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1785881A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Способ магнитно-абразивной обработки деталей из немагнитных материалов | 1988 |
|
SU1662815A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Способ магнитно-абразивной обработки режущих инструментов | 1986 |
|
SU1419867A1 |
Использование: полирование наружных, цилиндрических поверхностей. Сущность изобретения: обработку производят инструментом, выполненным в виде чашеобразных полюсных наконечников, разделенных немагнитной вставкой. Ось вращения детали располагают в плоскЬсти, проходящей через торцевую поверхность второго по направлению вращения детали полюсного наконечника. Деталь и зону обработки закрывают отражателем. Детали и инструменту задают вращение и относительные перемещения. В зоне второго по направлению вращения детали полюсного наконечника обеспечивается уплотнение частиц порошка за счет магнитных сил и механического заклинивания. Увеличение жесткости щетки и сил резания приводит к повышению производительности обработки. 1 ил. Зтабл.
| Устройство для полирования поверхностей магнитно-абразивным порошком | 1979 |
|
SU776890A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
