Изобретение относится к машиностроению и может быть использовано в авиационной, автомобильной, электротехнической и других отраслях народного хозяйства при чистовой обработке поверхностей изделий в магнитном поле.
Из основного авт. св. № 763074 известно устройство для объемной полировки деталей типа тел враш,ения ферромагнитными порошками в магнитном поле, включающее магнитную систему, наружные и внутренние полюсные наконечники которой образуют кольцевую рабочую зону, разделенную на участки с различными условиями полирования, при этом наружные и внутренние полюса связаны разветвленным магнитопроводом, ветви которого выполнены с различной пло- шадью поперечного сечения и охвачены об- ш,ей катушкой, а каждая наружная ветвь оснащена собственной электромагнитной катушкой, при этом каждая из катушек снабжена автономным регулятором силы тока.
Недостатком известного устройства является его низкая производительность и качество обработки.
Целью изобретения является повышение производительности и качества объемного магнитно-абразивного полирования.
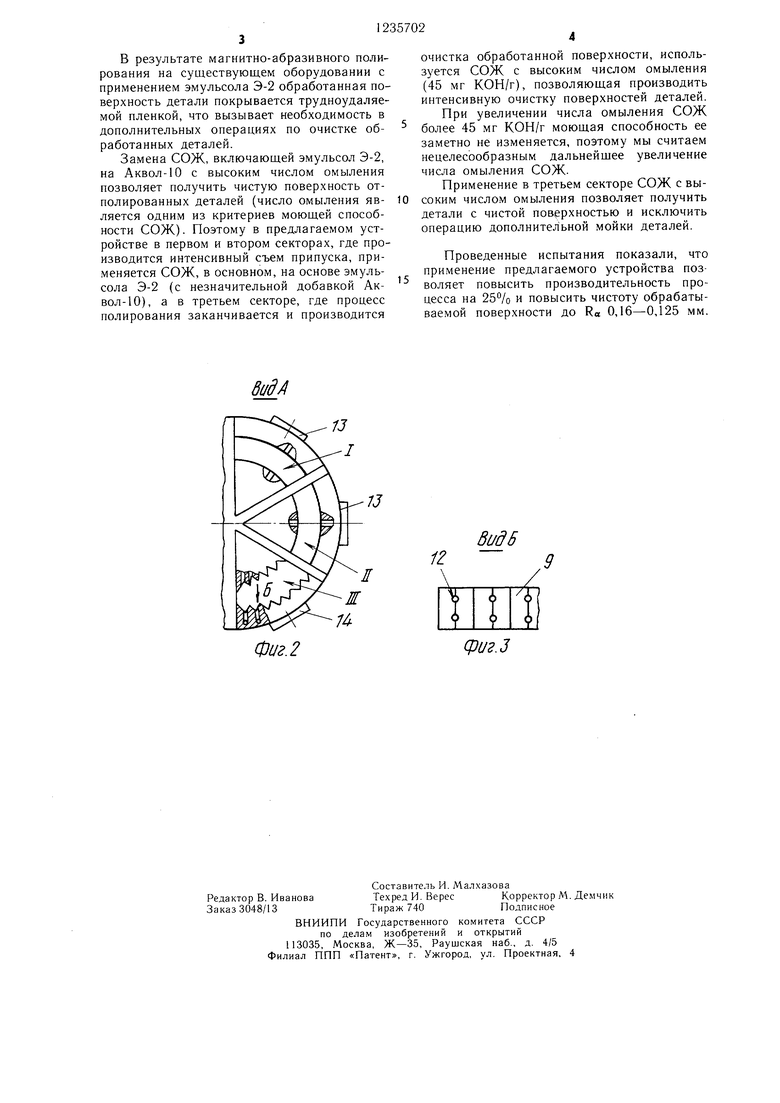
Указанная цель достигается тем, что участки с различными условиями полирования снабжены емкостями, предназначенными для заполнения смазочно-охлаждающей жидкостью (СОЖ) различного состава и соединенными с рабочей зоной каналами, .выполненными в полюсных наконечниках, при этом полюсной наконечник последнего по ходу движения детали участка выполнен с вертикальными насечками, а выходные отверстия каналов расположены во впади- на х насечек по крайней мере в два ряда.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Устройство состоит из станины 1, на которой установлены магнитная система 2 и привод 3, связанный с валом 4, на котором смонтирован ротор 5. Ротор 5 оснащен шпинделями 6 с закрепленными на них деталями 7. Шпиндели б соединены с приводами 8 и установлены с возможностью вращательного и осциллирующего движений. Магнитная система 2 с полукруглой рабочей зоной выполнена в виде секторов I, Н и III, образованных внешними 9 и внутренними 10 кольцевыми полюсами. В магнитопроводах каждого сектора выполнены каналы 11 и 12 для автономного подвода СОЖ из емкостей 13 в каждый сектор. Каналы 11 и 12 сообщаются с трубопроводами 14, служащими для подвода СОЖ в зону полирования. Каждая из трех емкостей (по числу секторов) заполнена СОЖ определенного состава. В каждом секторе I-III установлено ко
0
5
0
0
5
0
5
рыто 15, сообщающееся посредством канала 16 и трубопровода 17 с емкостью 13.
Полюса последнего по ходу движения детали сектора III выполнены с насечкой треугольного профиля, способствующей сбору отходов полирования. Отверстия для выхода СОЖ в последнем секторе выполнены во впадинах насечки в несколько рядов, что позволяет производить интенсивную очистку обработанной поверхности деталей от отходов полирования.
Устройство работает следующим образом.
Обрабатываемые детали 7 закрепляются в шпинделях 6. Секторы I-III магнитной системы 2 заполняются порощком необходимой дисперсности и в каждый сектор из емкостей 13 подается СОЖ определенного состава. Так, в первом по ходу движения деталей секторе 1, где шероховатость поверхности максимальна и необходим интенсивный съем припуска, применяется СОЖ, например состава: 10% товарного эмульсола Э-2, 10/0 Аквол-2, 890/оВОДЫ.
В секторе II, где шероховатость поверхности ниже и, следовательно, съем припуска уменьшается, но возникает необходимость очистки поверхности от отходов полирования, необходимо применение СОЖ с повышенным числом омыления, например, состава: 5°/о товарного эмульсола Э-2, 5% Аквол-2, 90% воды.
В третьем секторе обработки, где шероховатость обрабатываемой поверхности минимальна, происходит заключительный этап полирования, требующий значительного съема припуска и максимальной очистки обрабатываемой поверхности от отходов полирования, необходима СОЖ с высоким числом омыления, например, состава: 2% товарного эмульсола Э-2, 70% Аквол-2, 28% воды.
Для более интенсивного омывания деталей в третьем секторе отверстия расположены в несколько рядов. Наличие насечки на полюсах третьего сектора способствует концентрации магнитно-абразивного порошка на гребнях насечки, что делает магнитно- абразивную «щетку более эластичной и повышает ее способность поглощать отходы полирования. Расположение отверстий во впадинах профиля препятствует их забиванию магнитно-абразивным порошком и обеспечивает свободное поступление СОЖ в зону обработки.
После подачи СОЖ включается электропитание магнитной системы 2 и в каждом секторе I - III образуется магнитное поле требуемой индукции. Включаются приводы 3 и 8, сообщающие детали вращательное, ос- циллирующ,ее и круговое движения. После прохода деталями 7 последовательно секторов I - III производится съем отполированных деталей и установка заготовок.
В результате магнитно-абразивного полирования на существующем оборудовании с применением эмульсола Э-2 обработанная поверхность детали покрывается трудноудаляемой пленкой, что вызывает необходимость в дополнительных операциях по очистке об- работанных деталей.
Замена СОЖ, включающей эмульсол Э-2, на Аквол-10 с высоким числом омыления позволяет получить чистую поверхность отполированных деталей (число омыления яв- ляется одним из критериев моющей способности СОЖ). Поэтому в предлагаемом устройстве в первом и втором секторах, где производится интенсивный съем припуска, применяется СОЖ, в основном, на основе эмульсола Э-2 (с незначительной добавкой Аквол-10), а в третьем секторе, где процесс полирования заканчивается и производится
очистка обработанной поверхности, используется СОЖ с высоким числом омыления (45 мг кон/г), позволяющая производить интенсивную очистку поверхностей деталей.
При увеличении числа омыления СОЖ более 45 мг КОН/г моющая способность ее заметно не изменяется, поэтому мы считаем нецелесообразным дальнейшее увеличение числа омыления СОЖ.
Применение в третьем секторе СОЖ с высоким числом омыления позволяет получить детали с чистой поверхностью и исключить операцию дополнител ьной мойки деталей.
Проведенные испытания показали, что применение предлагаемого устройства позволяет повысить производительность процесса на 25% и повысить чистоту обрабатываемой поверхности до Ra 0,16-0,125 мм.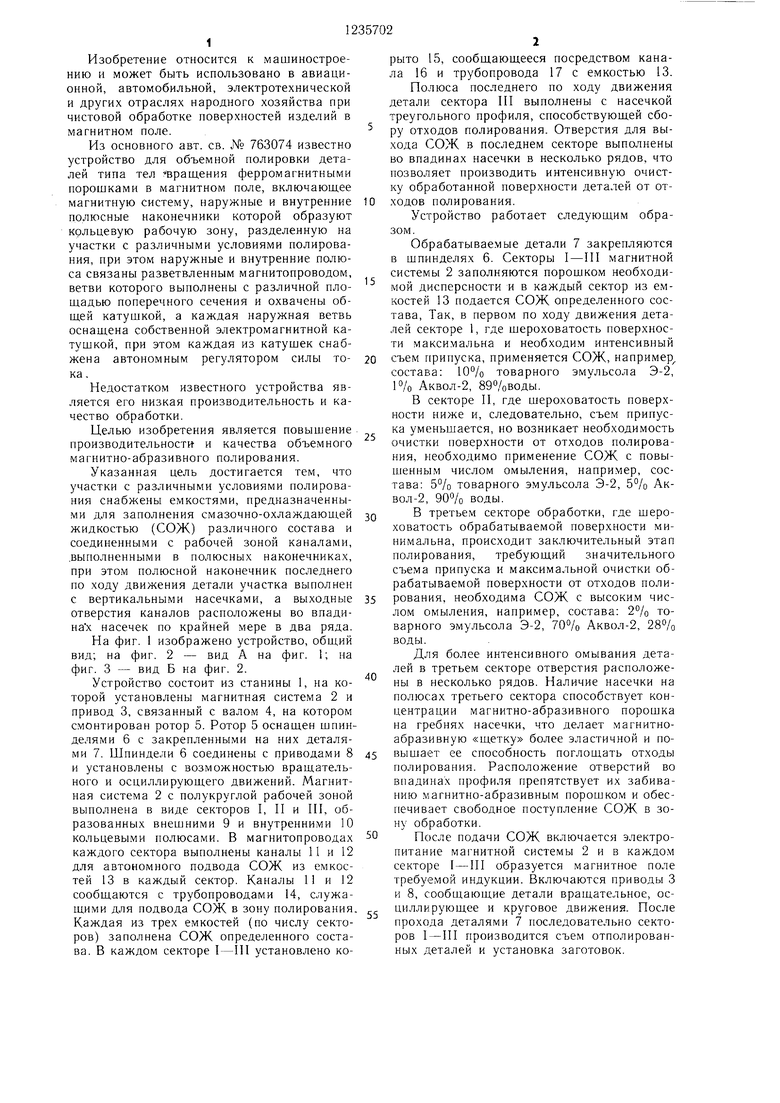
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1673410A1 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ НА ОСНОВЕ ОТХОДОВ МАСЛОЖИРОВОГО ПРОИЗВОДСТВА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2021 |
|
RU2769313C1 |
| Способ магнито-абразивной обработки изделий | 1978 |
|
SU751598A1 |
| Устройство для абразивной обработки | 1979 |
|
SU861034A1 |
| Способ магнитно-абразивной обработки деталей | 1982 |
|
SU1060439A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |

Видб 1 9
л
Фиг. 2
фиг.З
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
