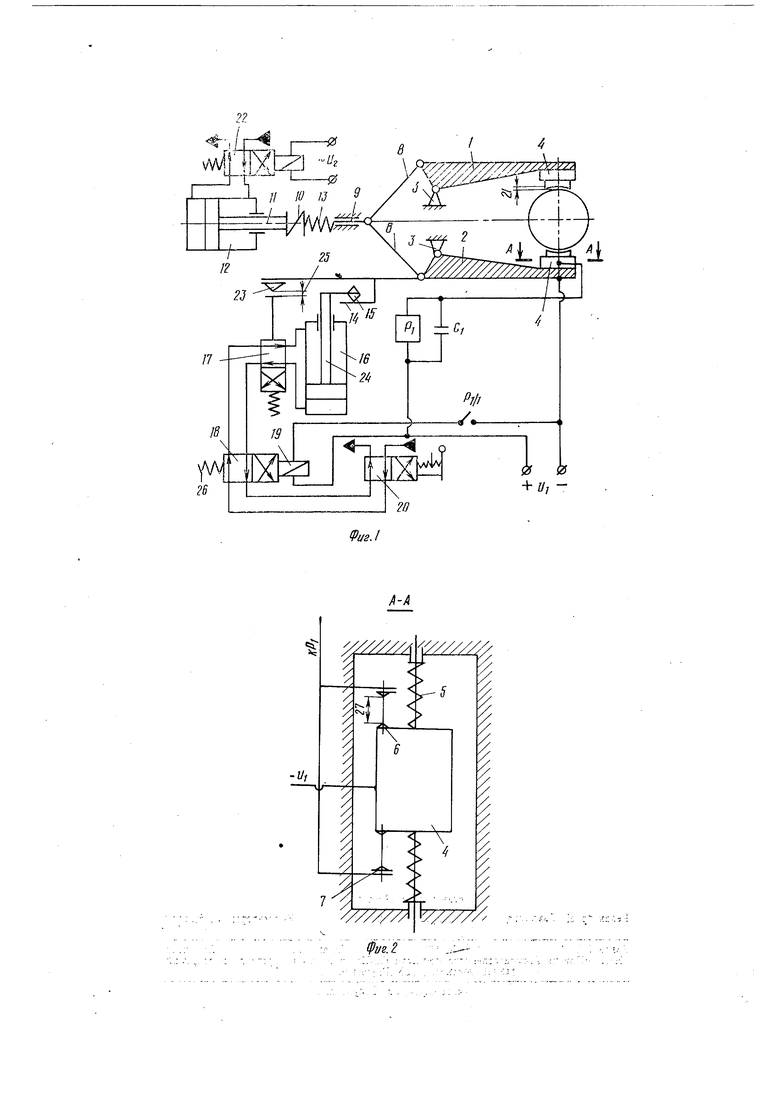
ботой компенсатора осуществляется дополнительным золотником 18, связанным с электромагнитом 19 и краном унравления 20. Электромагнит 19 включен в электрическую цеиь, состоящую из реле PI и конденсатора GIУстройство работает следующим образом.
В исходное положение бруски устанавливаются с зазором 21 к обрабатываемой поверхности. Масло через управляющий золотник 22 подается в цилиндр 12 и возвратно-поступательное движение штока 11 передается через муфту 10, пружину 13, толкатель 9 и тяги 8 рычагам 1 и 2. С помощью тяг 8 и шарниров возвратно-поступательное движение штока 11 преобразуется в качательное движение рычагов 1 и 2. При этом бруски соударяются с поверхностью вращающейся детали, благодаря чему происходит обработка. В процессе работы ввиду износа брусков зазор 21 увеличивается, размах колебаний рычагов возрастает и регулируемый упор 23 касается штока золотника 17, перемещает его вниз, открывая каналы и перепуская рабочую жидкость в щтоковую йолбсть цилиндра 16, поршень которого под действием давления перемещается вниз, увлекая за собой через шток 24 и кулачок 15 вилку 14 рычага 2, ограничивая размах колебаний рычагов. Зазор 21 регулируется изменением зазора 25 между регулируемым упором 23 и штоком золотника 17.
При обработке ступенчатых валов в момент перехода на ступень большего диаметра бруски упираются в буртик, устройство вместес рычагами 1 и 2 перемещается дальше вдоль оси вращения детали, а брускодержатели 4 ввиду деформации пружин 5 совершают «выстой возле буртика, до соприкосновения одного из регулируемых контактов 7, связанных с рычагом 2, с одним из контактов 6, связанных с брускодержателем. При замыкании электрической цепи контактами 6 и 7 срабатывает реле РЬ замыкается контактами PI/I цепь электромагнита, который, срабатывая, переводит золотник 18 в положение, при котором масло через золотники 18, 17 подается в бесщтоковую полость силового цилиндра 16. Поршень цилиндра 16 со щтоком 24 перемещается вверх и кулачком 15 разводит рычаг ; 1 и 2. После вь1хода брусков из контакта с буртиком пружины 5 возвращают брускодержатели 4 в среднее положение, контакты 6 и 7 размыкаются, цепь электромагнита 19 разрывается контактами Pj/i и 5 золотник 18 иод действием пружины 26 занимает исходиое положение. При этом масло подается через золотники 17 и 18 в штоковую полость силового цилиндра 16, поршень которого со штоком 24 и кулачком 15
0 перемещается вниз и сводятся рычаги 1 и 2. Для того, чтобы рычаги 1 и 2 сводились после возврата брускодержателей 4 в среднее положение под действием пружин 5, установлен конденсатор d, который включен
5 параллельно реле PI и задерживает размыкание контактов PI/J в цепи электромагнита 19 после размыкания контактов 6 и 7 при возврате брускодержателя 4 в среднее положеиие. Таким образом, осуществляется
0 автоматический переход брусков со ступени на стуиень. Зазор 27 устанавливается равным 2/3 длины брускодержателя, что обеспечит перебег его при обработке последующей ступени.
Формула изобретения
1.Устройство для суиерфиниширования по авт. св. № 536947, отличающееся
0 тем, что, с целью повышения производительности при отделочной обработке ступенчатых валов, оно снабжено дополнительным золотником управления работой компенсатора износа, взаимодействующим с
5 датчиком продольных перемещений брускодерн ателя через реле, параллельно которому включен конденсатор.
2.Устройство по п. 1, отличающеес я тем, что датчик продольных перемеще0 НИИ выполнен в виде двух пар электрических контактов, одна из которых закреплена на подпружиненном в направлении оси смещения брускодержателе, а другая - на его корпусе, л естко связанном с колеблю5 щимся рычагом.
3.Устройство по п. 2, отличающеес я тем, что электрические, контакты установлены между собой с зазором, равным 2/3 длины брускодержателя.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 536947, кл. В 24В 35/00, опублик. 1976.
i2f
+ Z/, 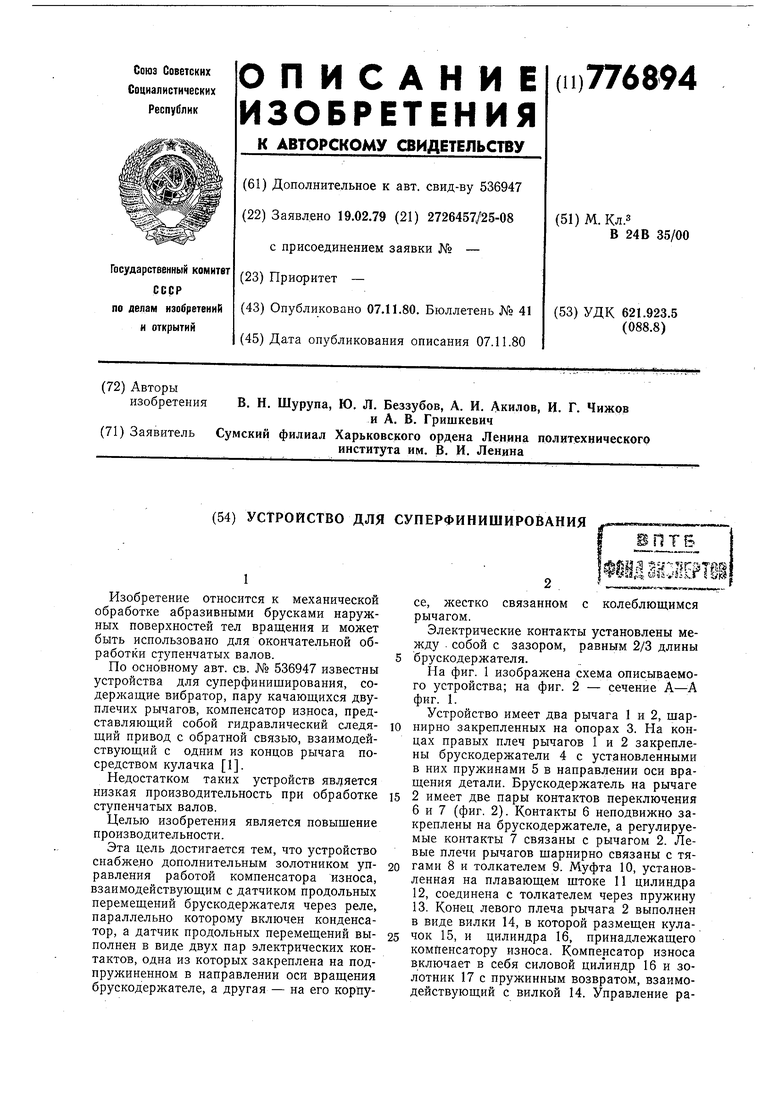
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАБОТЫ ПОРШНЕВОЙ ГИБРИДНОЙ ЭНЕРГЕТИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2658715C2 |
| Устройство для суперфишинирования | 1975 |
|
SU536947A1 |
| Устройство для суперфиниширования | 1989 |
|
SU1699759A1 |
| Транспортное средство | 1989 |
|
SU1652115A1 |
| Устройство для переноса трубных заготовок и его система управления | 1982 |
|
SU1103925A1 |
| Автоматическая система управления двигателем и коробкой передач транспортного средства | 1987 |
|
SU1502413A1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2186875C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙИЗ ИСКУССТВЕННОЙ КОЖИ И НАТУРАЛЬНЫХ МАТЕРИАЛОВС ТЕРМОПЛАСТИЧЕСКОЙ ПРОСЛОЙКОЙ | 1971 |
|
SU424728A1 |
| Устройство для автоматического управления рабочим органом почвообрабатывающего орудия в ряду растений | 1984 |
|
SU1258346A2 |
| Система автоматического управления гидромеханической трансмиссией | 1988 |
|
SU1602772A1 |