Изобретение относится к механической обработке абразивными брусками наружных поверхностей тел вращения и может быть использовано для окончательной отделки валов, штоков, коленчатых валов, пальцев и других деталей.
Известен станок для суперфиниширования, содержаищй нлавающую головку с двумя рычагами, в котором с целью повышения точности путем устранения перекосов инструментальной головки один из рычагов выполнен удлиненным и взаимодействующим с дополнительными направляющими.
Однако этот станок не может быть использован для размерной обработки (т. е. снятия значительного припуска) по причине засаливания брусков, а дополнительные направляющие лишают брусок направленных радиальных колебаний, обеспечивающих процесс непрерывного самозатачивания инструмента.
Целью изобретения является улучшение качества обработки.
Для этого в устройстве для суперфиниширования, включающем пару качающихся двуплечих рычагов, один из которых выполнен в форме вилки, установлен компенсатор износа, представляющий собой гидравлический следящий привод с обратной связью, на штоке силового цилиндра которого установлен кулачок, взаимодействующий с. вилкой, выполненной на конце рычага с удлиненным плечом. По мере износа брусков и увеличения зазора, кулачок автоматически перемещается силовым поршнем. Автоматическая регулировка зазора стабилизирует нроцесс резания, повышает качество обработки.
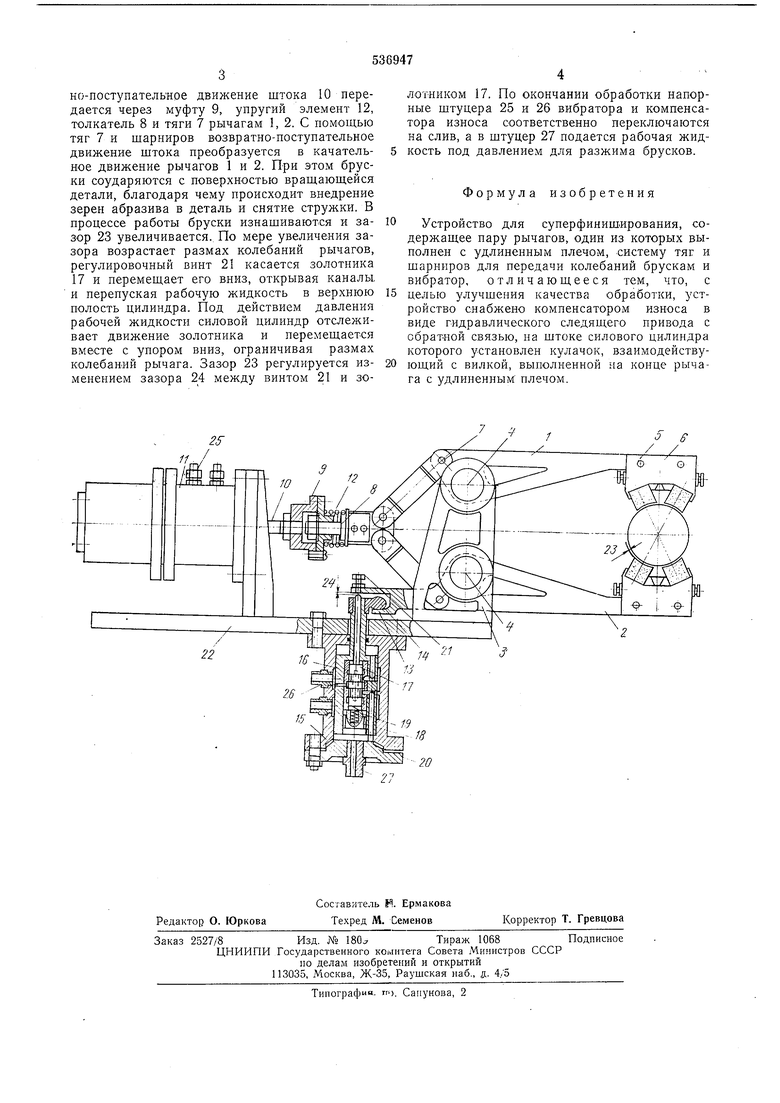
На чертеже представлено предлагаемое устройство.
Оно включает два рычага 1 и 2, установленные на стойках 3 с осями вращения 4. На одном из плеч рычагов с помощью штифтов 5 закреплены держатели брусков 6. Другим плечом шарнирно рычаги соединены с тягами 7 и толкателем 8. Муфта 9, навинченная на
плавающий шток 10 вибратора 11, соединена с толкателем 8 через упругий элемент 12. Один из концов рычага 2 выполнен в виде вилки 13, в которой размещен кулачок 14 компенсатора износа 15. Компенсатор износа
представляет собой гидравлический следящий привод и включает в себя, кроме корпуса, силовой цилиндр 16, золотник 17, пробку 18, пружину 19 и крышку 20. На свободном конце рычага 2 установлен винт 21 регулировки
зазора. Головка смонтирована на основании 22.
Устройство работает следующим образом. В исходное положение бруски устанавливаются с зазором 23 к обрабатываемой поверхности. Пр чк-дючении внбратора И возвратно-поступательное движение штока 10 передается через муфту 9, упругий элемент 12, толкатель 8 и тяги 7 рычагам 1, 2. С помощью тяг 7 и шарниров возвратно-поступательное движение штока преобразуется в качательное движение рычагов 1 и 2. При этом бруски соударяются с поверхностью вращаюш.ейся детали, благодаря чему происходит внедрение зерен абразива в деталь и снятие стружки. В процессе работы бруски изнашиваются и зазор 23 увеличивается.. По мере увеличения зазора возрастает размах колебаний рычагов, регулировочный винт 21 касается золотника 17 и перемеш,ает его вниз, открывая каналы и перепуская рабочую жидкость в верхнюю полость цилиндра. Под действием давления рабочей жидкости силовой цилиндр отслеживает движение золотника и перемеш,ается вместе с упором вниз, ограничивая размах колебаний рычага. Зазор 23 регулируется изменением зазора 24 между винтом 21 и золотником 17. По окончании обработки напорные штуцера 25 и 26 вибратора и компенсатора износа соответственно переключаются на слив, а в штуцер 27 подается рабочая жидкость под давлением для разжима брусков.
Формула изобретения
Устройство для суперфиниширования, содержащее пару рычагов, один из которых выполнен с удлиненным плечом, систему тяг и шарниров для передачи колебаний брускам и вибратор, отличающееся тем, что, с
целью улучшения качества обработки, устройство снабжено компенсатором износа в виде гидравлического следящего привода с обратной связью, иа штоке силового цилиндра которого установлен кулачок, взаимодействующий с вилкой, выполненной на конце рычага с удлиненным плечом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования | 1979 |
|
SU776894A2 |
| Устройство для суперфиниширования | 1985 |
|
SU1315261A1 |
| Устройство для суперфиниширования | 1979 |
|
SU848320A1 |
| Устройство для суперфиниширования | 1989 |
|
SU1699759A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Гидрокопировальный многопроходный суппорт | 1977 |
|
SU680857A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1972 |
|
SU345021A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
