(54) ГОРЯЧЕКАТАНЫЙ ФЛАНЦЕВЫЙ ПРОФИЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горячекатаный уголковый профиль для ободов канатных блоков | 1989 |
|
SU1673227A1 |
| СОРТОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1999 |
|
RU2157283C1 |
| Горячекатаный уголковый профиль для ободов канатных блоков | 1988 |
|
SU1574293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| ПОЛОСОВИДНЫЙ СТАЛЬНОЙ ПРОФИЛЬ | 1999 |
|
RU2186640C2 |
| Канатный блок | 1980 |
|
SU935465A1 |
| Горячекатаный фланцевый профиль | 1989 |
|
SU1731304A1 |
| СПОСОБ ПЕРЕТОЧКИ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ, ИСПОЛЬЗУЕМЫХ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ 273-550 мм, И ВЫПОЛНЕННЫХ ИЗ СТАЛИ МАРКИ 25Х2М1Ф С ИСХОДНОЙ ТОЛЩИНОЙ СЛОЯ СОРБИТА НА ПОВЕРХНОСТИ 40-50 мм. | 2013 |
|
RU2537340C2 |
1
изобретение относится к производству сортовых профилей и может быть использовано в машиностроении в качестве заготовки для изготовления канатных блоков.
известен горячекатаный фланцевый профиль, состоящий из двух фланцев 1.j
Недостатком известного профиля является значительная металлоемкость, обусловленная наличием стыковочного ребра прямоугольной формы в вершине профиля и малым уклоном внутренних граней полок от верщины к краям. Кроме того, наличие сты- Ю ковочного ребра прямоугольной формы в вершине профиля обуславливает ограниченное использование валков прокатных станов. Такая форма ребра требует значительного съема металла при переточке валков после прокатки..
Цель изобретения - экономия металла и улучшение конфигурации при использовании профиля в качестве канатного блока.
Цель достигается Тем, что в известнол горячекатаном фланцевом профиле, состоя- 20 щем из двух фланцев, наружная образующая профиля в поперечном сечении выполнена по параболе, внутренняя образующая профиля выполнена двумя параболами, пересечение которых делит фланцы на две части и отстоит от концов фланцев на 0,2- 0,3 высоты профиля, а при вершине профиля на внешней стороне образована технологическая стыковочная канавка трапециевидной формы, при этом толщина фланцев на концах составляет 0,08-0,15,а в точке пересечения парабол - 0,16-0,30 максимальной щирины профиля.
Кроме того, пространство, заключенное между средней и продолжением верхней параболы, может быть использовано для заполнения футерующим материалом.
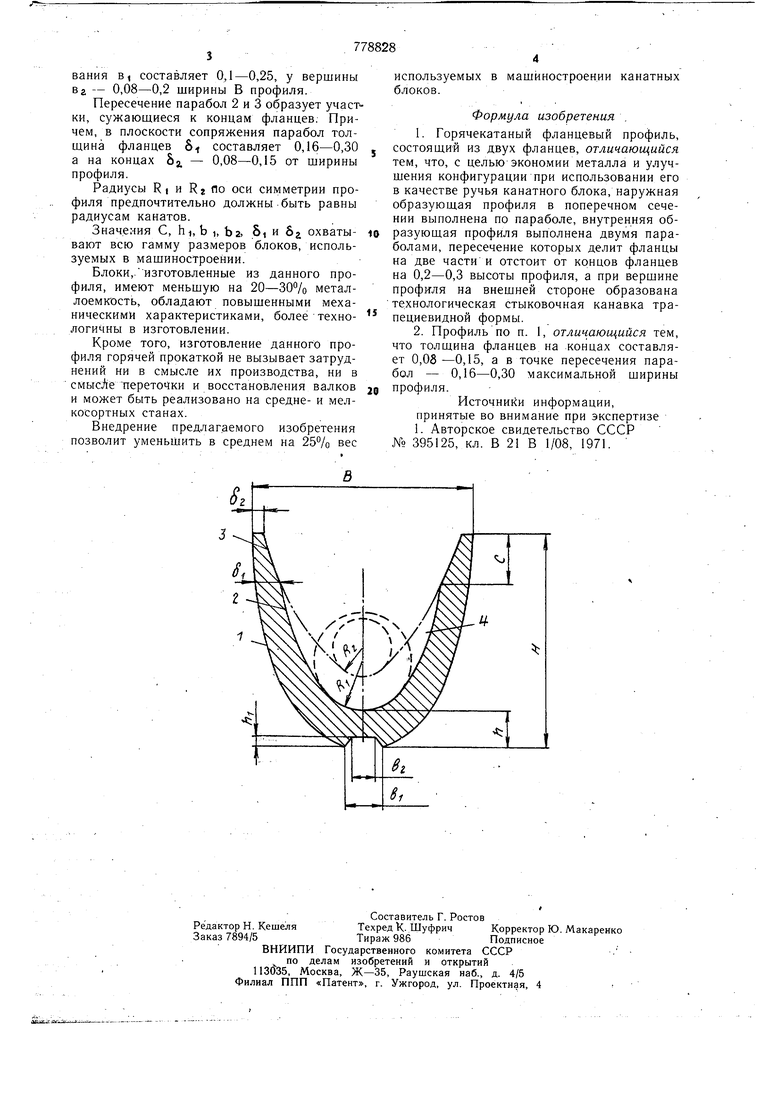
На чертеже схематически представлено устройство.
Фланцы профиля выполнены тремя параболами: наружной 1, средней 2 и внутренней 3. Пространство 4 между параболами 2 и 3 может быть заполнено футерующим материалом. Точка сопряжения парабол 2 и 3 делит фланец на две части: верхняя часть С составляет 0,2-0,3 высоты Н профиля. В вершине профиля с наружной стороны выполнена стыковочная канавка трапециевидной формы. Причем, высота (глубина) канавки hi составляет 0,05-0,3 максимальной толщины фланца, ширина канавки у основания в, составляет 0,1-0,25, у вершины в2 - 0,08-0,2 ширины В профиля.
Пересечение парабол 2 и 3 образует участки, сужающиеся к концам фланцев. Причем, в плоскости сопряжения парабол толщина фланцев 8., составляет 0,16-0,30 а на концах Sj, - 0,08-0,15 от ширины профиля.
Радиусы RI и RZ по оси симметрии профиля предпочтительно должны быть равны радиусам канатов.
Значения С, h i, Ь i, b2, Si и 6j охватывают всю гамму размеров блоков, используемых в машиностроении.
Блоки,/изготовленные из данного профиля, имеют меньшую на 20-30% металлоемкость, обладают повышенными механическими характеристиками, более технологичны в изготовлении.
Кроме того, изготовление данного профиля горячей прокаткой не вызывает затруднений ни в смысле их производства, ни в смысЛе переточки и восстановления валков и может быть реализовано на средне- и мелкосортных станах.
Внедрение предлагаемого изобретения позволит уменьшить в среднем на 25% вес
используемых в машиностроении канатных блоков.
Формула изобретения .
технологическая стыковочная канавка трапециевидной формы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 395125, кл. В 21 В 1/08, 1971.
