Изобретение относится к прокатному производству и предназначено для использования в конструкции горячекатаных уголковых профилей для ободов канатных блоков.
Цель изобретения - повышение качества и уменьшение металлоемкости профиля.
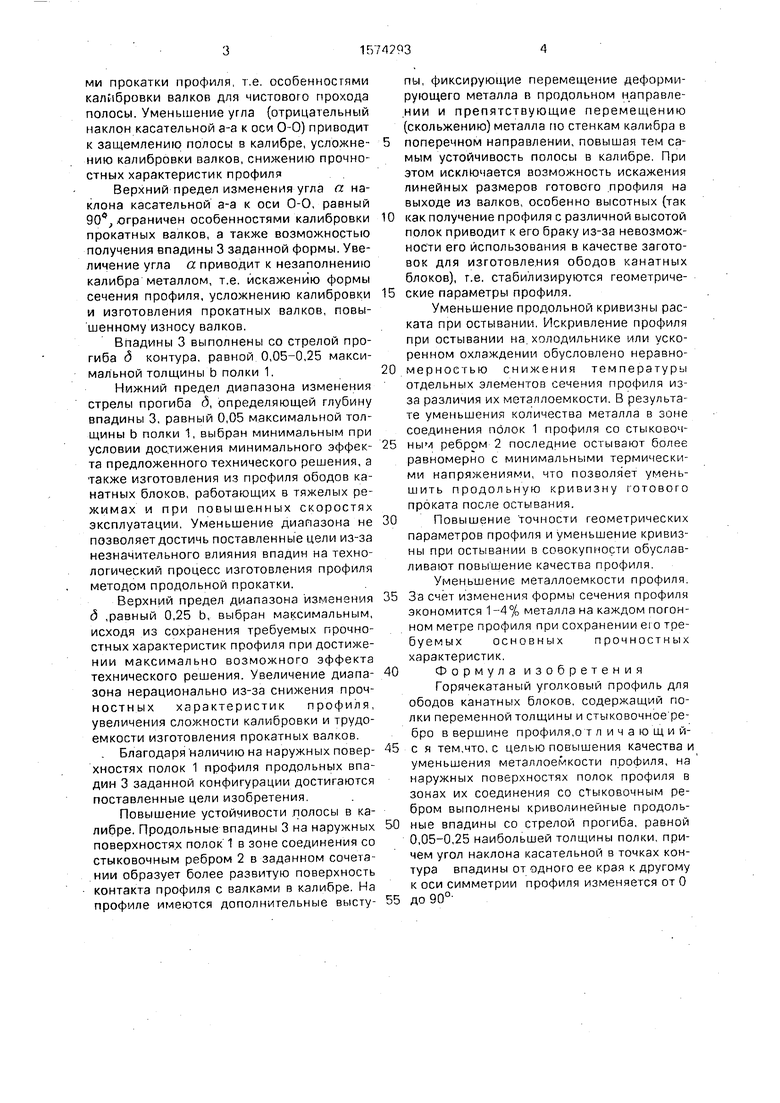
На чертеже представлен предлагаемый горячекатаный уголковый профиль.
Профиль состоит из полок 1 переменной толщины, соединенных со стыковочным ребром 2 в вершине профиля. На наружных поверхностях полок 1 профиля в зонах сое- динения со стыковочным ребром 2 выполнены продольные впадины 3, очерченные в
сечении преимущественно кривыми второго порядка (например, радиусом R). Стрела прогиба б отрезка кривой, описывающей контур впадины 3, составляет 0,05-0,25 максимальной толщины b полки 1. При этом угол анаклона касательной а-а в любой точке а контура впадины 3 к оси 0-0 симметрии профиля изменяется от 0 до 90°.
Впадины 3 выполнены таким образом, что угол а касательной а-а в любой точке а контура впадины 3 к вертикальной оси 0-0 симметрии профиля не превышает 90°, т.е. изменяется от 0 до 90°.
Нижний предел изменения угла а наклона касательной а-а к оси 0-0, равный О ограничен технологическими возможности
СП
§
ю со
ми прокатки профиля т.е. особенностями калибровки валков для чистового прохода полосы. Уменьшение угла (отрицательный наклон касательной а-а к оси 0-0) приводит к защемлению полосы в калибре, усложнению калибровки валков, снижению прочностных характеристик профиля
Верхний предел изменения угла а. наклона касательной а-а к оси 0-0, равный 90°, ограничен особенностями калибровки прокатных валков, а также возможностью получения впадины 3 заданной формы. Увеличение угла а. приводит к незаполнению калибра металлом, т.е. искажению формы сечения профиля, усложнению калибровки и изготовления прокатных валков, повышенному износу валков.
Впадины 3 выполнены со стрелой прогиба б контура, равной 0,05-0,25 максимальной толщины b полки 1.
Нижний предел диапазона изменения стрелы прогиба д, определяющей глубину впадины 3, равный 0,05 максимальной толщины b полки 1, выбран минимальным при условии достижения минимального эффекта предложенного технического решения, а также изготовления из профиля ободов канатных блоков, работающих в тяжелых режимах и при повышенных скоростях эксплуатации. Уменьшение диапазона не позволяет достичь поставленные цели из-за незначительного влияния впадин на технологический процесс изготовления профиля методом продольной прокатки.
Верхний предел диапазона изменения д ,равный 0,25 Ь, выбран максимальным, исходя из сохранения требуемых прочностных характеристик профиля при достижении максимально возможного эффекта технического решения. Увеличение диапазона нерационально из-за снижения прочностных характеристик профиля, увеличения сложности калибровки и трудоемкости изготовления прокатных валков
Благодаря наличию на наружных поверхностях полок 1 профиля продольных впадин 3 заданной конфигурации достигаются поставленные цели изобретения
Повышение устойчивости полосы в калибре. Продольные впадины 3 на наружных поверхностях полок 1 в зоне соединения со стыковочным ребром 2 в заданном сочетании образует более развитую поверхность контакта профиля с валками в калибре. На профиле имеются дополнительные выступы, фиксирующие перемещение деформирующего металла в продольном направлении и препятствующие перемещению (скольжению) металла по стенкам калибра в
поперечном направлении, повышая тем самым устойчивость полосы в калибре. При этом исключается возможность искажения линейных размеров готового профиля на выходе из валков, особенно высотных (так
как получение профиля с различной высотой полок приводит к его браку из-за невозможности его использования в качестве заготовок для изготовления ободов канатных блоков), г.е. стабилизируются геометрические параметры профиля.
Уменьшение продольной кривизны раската при остывании. Искривление профиля при остывании на холодильнике или ускоренном охлаждении обусловлено неравномерностью снижения температуры отдельных элементов сечения профиля из- за различия их металлоемкости. В результате уменьшения количества металла в зоне соединения полок 1 профиля со стыковочным ребром 2 последние остывают более равномерно с минимальными термическими напряжениями, что позволяет уменьшить продольную кривизну готового проката после остывания.
Повышение точности геометрических
параметров профиля и уменьшение кривизны при остывании в совокупности обуславливают повышение качества профиля
Уменьшение металлоемкости профиля
За счет изменения формы сечения профиля экономится 1 -4% металла на каждом погонном метре профиля при сохранении ei о тое- буемых основных прочностных характеристик
Формула изобретения
Горячекатаный уголковый профиль для ободов канатных блоков, содержащий полки переменной толщины и стыковочное ребро в вершине профиля,о тличающийс я тем,что, с целью повышения качества и уменьшения металлоемкости профиля, на наружных поверхностях полок профиля в зонах их соединения со стыковочным ребром выполнены криволинейные продольные впадины со стрелой прогиба, равной 0,05-0,25 наибольшей толщины полки причем угол наклона касательной в точках контура впадины от одного ее края к другому к оси симметрии профиля изменяется от О
до 90°
| название | год | авторы | номер документа |
|---|---|---|---|
| Горячекатаный уголковый профиль для ободов канатных блоков | 1989 |
|
SU1673227A1 |
| Способ изготовления канатного блока | 1982 |
|
SU1133452A1 |
| Горячекатаный сортовой профиль | 1985 |
|
SU1289565A1 |
| УГЛОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1992 |
|
RU2067035C1 |
| Угловой горячекатаный профиль | 1990 |
|
SU1785445A3 |
| СОРТОВОЙ ГОРЯЧЕКАТАНЫЙ ПРОФИЛЬ | 1999 |
|
RU2157283C1 |
| Горячекатаный низкотавровый профиль | 1989 |
|
SU1688952A1 |
| Горячекатаный профиль для обода колеса пневматических шин | 1987 |
|
SU1435330A1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Низкокорытный профиль | 1984 |
|
SU1219178A1 |

Изобретение относится к области прокатного производства и предназначено для использования в конструкции горячекатаных уголковых профилей для ободов канатных блоков. Цель изобретения - повышение качества и уменьшение металлоемкости профиля. С наружной стороны полок профиля на участках их соединения со стыковочным ребром выполнены продольные криволинейные канавки глубиной 0,05 - 0,25 максимальной толщины полок, причем касательная к контуру канавок изменяет угол наклона к оси симметрии профиля при движении точки касания от одного края канавки к другому в пределах от 0 до 90°. Наличие канавок повышает устойчивость прокатки профиля в калибре и за счет этого повышает точность геометрических параметров профиля. Кроме того, уменьшение за счет канавок металлоемкости массивной части профиля выравнивает его температуру по сечению при прокатке, что исключает кривизну прокатанного профиля при его остывании. Наличие канавок также снижает металлоемкость профиля без практически значимого снижения его прочностных характеристик. 1 ил.
| 0 |
|
SU395125A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Лемпицкий В.В | |||
| и др | |||
| Сортовые профили проката.- Справочник М.: Металлургия, 1981, с | |||
| Обогреваемый отработавшими газами карбюратор для двигателей внутреннего горения | 1921 |
|
SU321A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
