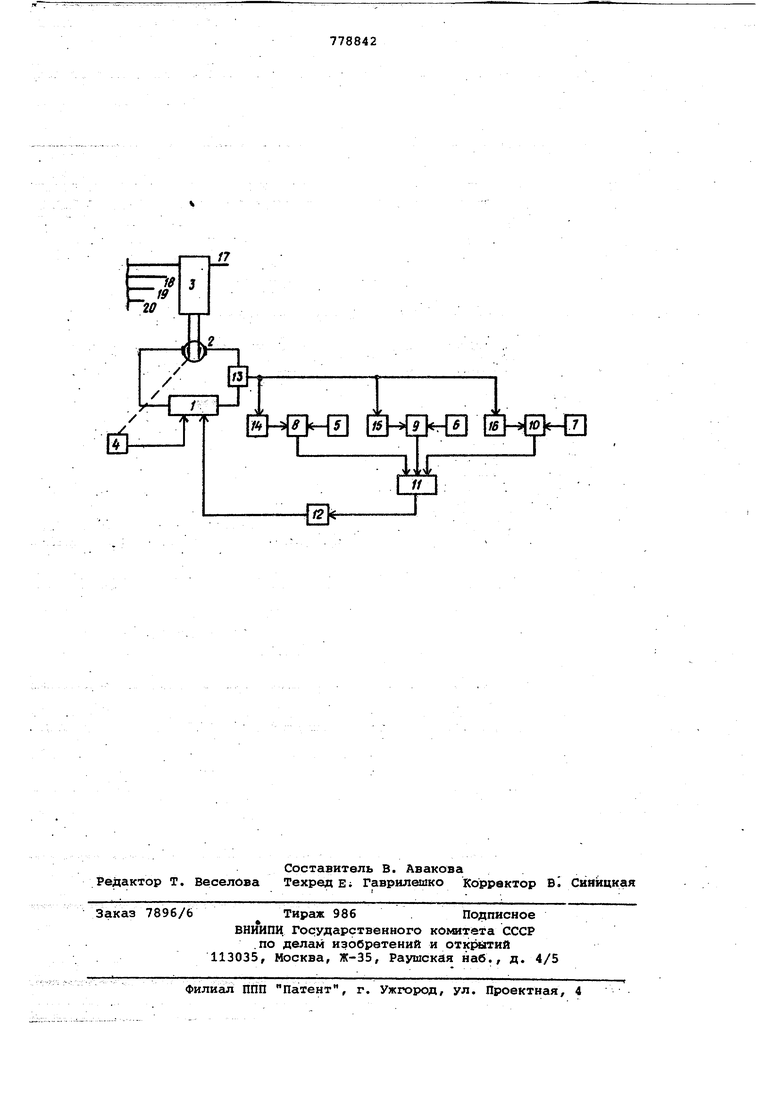
37 6Тк5«вается третий ключ, в сумматор поступает сигнал третьего корректирующего напряжения и скорость двигателя вновь уменьшается. При выходе из клети одной из прокатываемых в ней полос ток двигателя уменьшается и становится меньшим третьей уставки тока, сигнал третьего дополнительного корректирующего напряжения не про хсдит в сумматор и скорость двигателя увеличивается. При выходе из клет следукицих полос закрываются соотввтствуквдие ключи, на вход сумматора не поступают сигналы соответствующих дополнительных корректирующих воздей ствий и скорость двигателя вновь уве личивается I. Недостаток устройства заключается в том, что при входе в многониточную клеть второй заготовки вследствие ее упругой дефор мациц плсададь сечения полосы, прркать1ваемой по соседней нитке (уже находящейся во всех клетя мнргониточной группы), возрастает до 1,3-2%, а скорость вращения валков уменьшается. Секундный расход металла на Шх:Ьдё данной клети сохраняет ся неизме 1ным, но на входе в последу ющую уменьшается, поскольку участок первой полосы увеличе нного сечения ёщёг не вошёл в последующую клеть, а скбрость полосы на ее входе уменьшилаеь. Натяжение в полосе между данной и последующей клетями увеййчйвается, вызывая утяжку полосы на выходе последующей клети, а между данной и предьэдущей клетями натяжение умень шается, вызывая утолщение полосы на выходе предьадущей клети. Таким образом, при заполнении группы каждой последующей заготовкой вследствие уменьшения скорости заполняемой ме галлом клети по ходу прокатки (от-, нрсительнр заполняемой юталлом клети) создаётся повышенное натяжение . в прркатыйаёквдх полосах и наблюдается их утяжка (до 0,7%), а против хода прокатки натяжение уменьшается и наблюдается утолщение прокатываемых йолос (до 0,5%). При осЕобождении. группа от одной из прокатываелвлх з Ней полос/ ско юсть разгружаём6й кле ти увеличивается, натяжение в полосе между разгружаемой и преследующей дле тями уме Решается, а между разгружаемой и предыдущей увеличивается, из последуклцей лёти полоса выходит уто щенной, а из предыдущей утянутой. Не пострйнство натяжений в межклетевых П1 омёжУтках многонйточной группы кле тей при ее заполнении и освобождени приврдит.к нестабйльйости размеров проката на входе в последующие клети и, следовательно, разнотолщинности готового профили по длине. Цель изобретение - повышение точности геометрических размеров прока та ййёходё в послёДУЩую клеть нёза висимо от числа прокатываемых данной клетью Полос. Цель достигается тем, что устройство дополнительнр снабжено элементом чистого запаздывания, причем, вход элемента чистого запаздывания соединен с выходом сумматора корректирующих Воздействий, а выход элемента чистого запаздывания соединен со вторым входом системы автоматического регулирования скорости. На чертеже показана блок-схема устройства. Устройство состоит из системы 1 автоматичёс кого регулирования скорости двигателя 2, клети 3- с датчиком 4 Скорости в цепи обратной связи по скорости, источников 5, б и 7 корректирующих воздействий управляёкых ключей 8, 9 и 10, сумматора 11 корректирующих воздействий элемента 12 чистого запаздывания, датчика 13 тока в якорной цепи двигателя блоков 14, 15 и 16 уставок управляемых ключе, заготовок 17-20, причем выход датчика 13 тока в якорной цепи двигателя соединен со входом каждрго из блоков 14, 15 и 16 уставок управляемых ключей, выход каждого из блоков 14, 15 и 16 уставок управляемых ключей соединен с первым входом каждого из управляеMfcjx ключей 8, 9 и 10, вторые входы которых соединены с выходом каждого из источников 5, 6 и 7 корректирующих воздействий, выход каждого из упрЬвляекг 1Х ключей 8, 9 h 10 соединен с одним из входов сумматора 11 корректирующих воздействий, выход датчика 4 скорости в цепи обратной связи по скорости соединен с первым входом системы 1 автоматического регулирования скорости, второй вход которой соединен с выходом элемента 12 чистого запаздывания , вход которого соединен с выходом сумматора 11 корректирующих воздействий. Устройство работает следующим образом. При наличии заготовки 17 в одном из кгшибров клети 3 скорость и ток двигателя 2достигают установившихся значений. При этом ток О, регистрируемый датчиком 13 тока не превьяпает значений тока управляемых ключей J,. . Ключи 8, 9 и 10 закрыты. УЬ сигнгшы дополнительных корректирующих воздействий на их выходах отсутствуют. Скорость двигателя поддерживается постоянной по цепи обратной связи по скорости. При входе в клеть 3 второй заготрвки 18 ток J возраста: ет и становится большим уставки тока Ja, , но меньше Jy , Jyj . Ключ 8 открывается и на его выходе появляется сигнал дополнительного кйрректирующего напряжения Уц источника 5 корректирующего .воздействия, поступающий через сумматор 11 и элемент 12 чистого запаздываний в систему 1 автоматаческого регулирования скорости двйга теля. С эьщержкой времени СГ скорость двигателя уменьшается на величину, определяемую уставкойдополнительного корректирукяцего напряжения Vj . При входе в клеть 3 третьей заготовки 19 ток J возрастает и становится большим уставки тока Jy . Открываетс ключ 9, пропуская в сумматор 11 сигнал дополнительного корректирующего напряжения , с выдержкой времени вызывающий.уменьшение скорости двига теля 2 на величину, соответствукядую значению При входе в клеть 3 четвертой заготовки 20 ток вновь воз растает и становится большим уставки ключ 10 открывается и на тока J его выходе появляется сигнал дополнительного корректирующего воздейст-. ВИЯ, с вьадержкой времени t, вызываювшй улюныиение скорости двигателя, определяемое устсшкой дополнительного корректирукяцего напряжения V,,, . При выходе из клети 3 одной из прока тываемых полос ток уменьшается ц ста новится меньшим уставки тока Jy, , ключ 10 закрывается, снимая сигнал дополнительного корректиру юадего напряжения со входа сумматора 11, с вы держкой времени t , определяемой параметрами 12 чистого запаздывания, скорость д игателя увеличивается и поддерживается постоянной в цепи обратной связи по скорости до тех пор, пока в клети 3 не изменится число одновременно прокатываемых полос. При шаходе из клети 3 следующей заготовки, например 18., ток вновь уменьшится и станет меньше уставки тока Jyn , ключ 9 закроется и сигнал дополнительного корректируквдего напр жения на его выходе исчезнет. По истечении времени t скорость двигателя увеличится и будет поддерживаться по стоянной в цепи обратной связи по скорости. Таким образом, изменение числа одновременно прокатываеьлвс дан ной клетью полос вызывает изменение значения тока двигателя (уменьшейие или увеличение), а следовательно, и изменение состояния (закрытие или от крытие) соответствующих ключей про| УскающЮ в сумматор .сигналы соответствующих корректирующих воздейстЪий, вызывакидих с вьадержкой времени посадку или увеличение скорости двигателя клети. . Годовой экономический эффект от использования предложенного изобретения на непрерывном мелкосортном ста-. не составит 45 тыс.руб. Формула изобретения Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана, содержащее привод и систему автоматического регулирования его скорости с датчиком скорости в цепи Обратной связи по скорости, источники корректирукщих воздействий, управляе1иле ключи, блоки уставок, управляекых ключей для каждой нитки, сумматор корректирующих воздействий и датчик тока в якорной цепи двигателя, причем, выход датчика тока в якорной цепи двигателя соединен со йходом каждого из блоков уставок управляемых ключей, выход каждого из блоков уставок управлйемых ключей соединен с первым входом кё1ждого из управляе-мых ключей,, вторые входы котор ос соединены с выходом каждого из источников корректйрукадих воздействий, выход каждого из управлйёких ключей соединен с одним из входов сумматора корректирующих воздействий , выход датчика скорости, в цепи обратной связи по скорости соединен с первым входом системы автоматического регулирования скорости, отличающееся теМг что, с целью повышения точности геометрических размеров проката на входе в последующую клеть независимо от числа одновременно прокатываемых данной клетью полос, оно дополнительно содержит элемент чистого запаздалвания, вход которого соединен с выходом сумматора корректируквдих воздействий, а выход элемента чистого запаздывания соединен со вторым входом систекм автоматического регулирювания скорости. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 645718, кл. В 21 В 37/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования скорости приводов клетей двухниточной группы непрерывного стана | 1978 |
|
SU768509A1 |
| Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана | 1977 |
|
SU645718A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки | 2015 |
|
RU2620424C2 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Система автоматического управления поштучным редуцированием с натяжением на многоклетевом стане с индивидуальным электроприводом | 1985 |
|
SU1297959A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство для измерения межклетевого натяжения проката | 1985 |
|
SU1247114A1 |