щих воздействий, а выходы управляемых ключей каждой нитки соединены с входами сумматора корректирующих воздействий,
вЫход Которого соединен с первым входом Системы автоматического регулирования скорости, а в якорную цепь двигателя включен датчик тока.
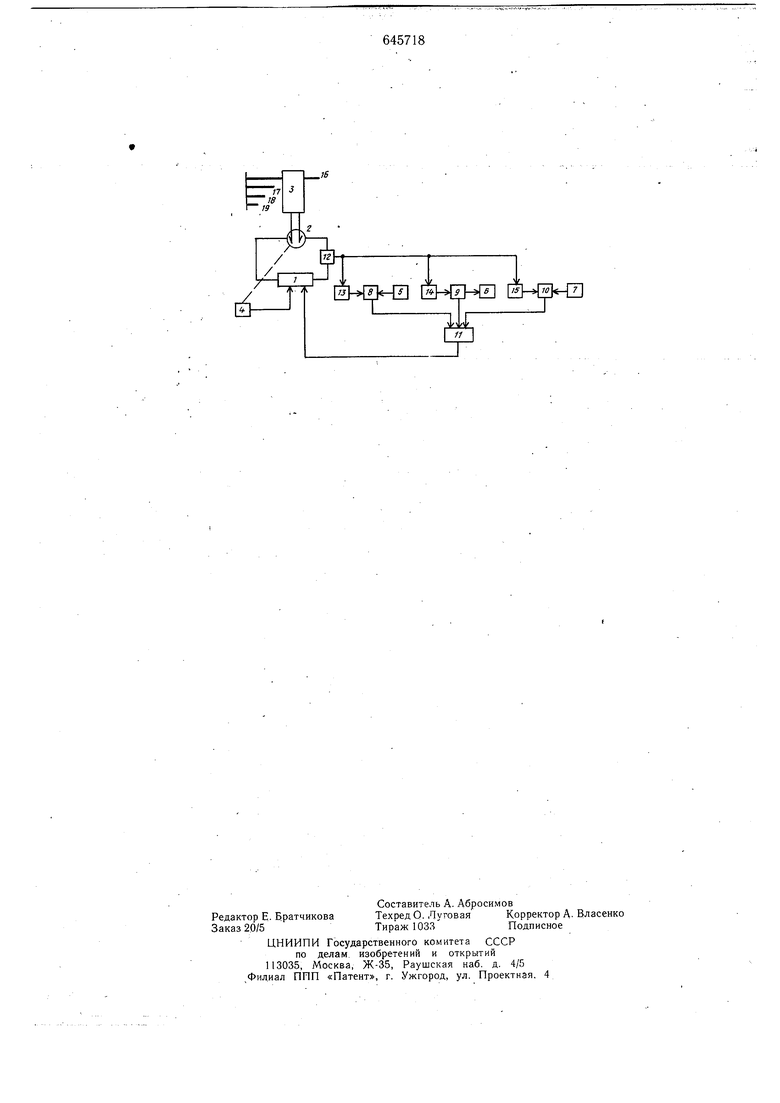
На чертеже показана блок-схема устройства.
Устройство состоит из системы 1 автоматического регулирования скорости двигателя 2 клети 3 с датчиком скорости 4 в цепи обратной связи по скорости, источников корректирующих воздействий 5-7, которые через управляемые ключи 8-10 и сумматор 11 подключены ко входу системы автоматического регулирования скорости, датчика 12 тока в якорной цепи двигателя, выход которого через блоки уставок управляемых ключей 13-15 подключен к их управляющим входам.
Устройство работает следующим образом.
При наличии проката 16 в одном из калибров клети. 3 скорость со и ток I двигателя 2 достигают установившихся значений уставок тока управляемых ключей-1, Iva , I.,j. Ключи 8-10 закрыты и сигналы дополнительных корректирующих воздействия на их выходах отсутствуют. Скорость двигателя поддерживается постоянной по цепи обратной связи по скорости. При входе в клеть 3
второй заготовки 17 ток1 возрастает и становится больщим уставки тока 1у„нс меньше I-,, Ьз. Ключ 8 открывается и на его выходе
пшвляется сигнал дополнительного корректирующего напряжения UR блока 5, поступающий через сумматор 11 в систему автоматического регулирования скорости двигателя умеНЁщается на величину, определяемую уставкой дополнительного корректирующего напряжения UKJ. При входе в клеть 3 третьей заготовки 18 ток I возрастает и становится больщим уставки тока Ьа. Открывается ключ 9, пропуская в сумматор 11 сигнал дополнительного корректирующего напряжения UK, суммирующийся с сигналом. UKJH вызывающий уменьшение скорости двигателя 2 наВеличину,соответствующую значению UtCi При входе в клеть 3 четвертой заготовки 19 ток вновь возрастает и становится большим .уставки тока Ijj, ключ 10 бткрывается и на его выходе появляется сигг Нал дополнительного корректирующего воздействия UKJ блока 7, суммирующийся с сигналами UK, Ока в сумматоре 11 и вызывающий умёньщёнйёскбр бсти двигателя, определяемое уставкой Дополнительного корректирующего напряжения UKJ. При выходе из клети 3 одной из прокатываемых в ней
заготовок ток уменьшается и становится меньшим уставки тока ly, ключ 10 закрывается, снимая сигнал дополнительного корректирующего напряжения U, на входе сумматора 11, скорость двигателя-увеличивается и поддерживается постоянной по цепи обратной связи по скорости до тех пор, пока в клети 3 не изменится число одновременно прокатываемых полос. Так, при выходе из клети 3 следующей заготовки, например 17, ток уменьшается и становится меньшим уставки тока 1,2, ключ 9 закрывается и сигнал дополнительного корректирующего напряжения на его выходе исчезает. Скорость двигателя увеличивается и поддерживается постоянной по цепи обратной связи по скорости. Таким образом, изменение числа одновременно прокатываемых данной клетью полос вызывает изменение значения тока двигателя (уменьщение или увеличение), а, следовательно, и изменение состояния (закрытие и открытие) соответствующих ключей, пропускающих в сумматор сигналы соответствующих корректирующих воздействий, вызывающих посадку или увеличение скорости двигателей клети.
Формула изобретения
Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана, включающее привод и систему регулирования его скорости с датчиком скорости в цепи обратной связи по скорости, отличающееся тем, что, с целью .повышения точности геометрических размеров проката независимо от числа одновременно прокатываемых данной клетью полос, оно дополнительно содержит источник корректирующих воздействий, управляемый ключ, блок установок для каждой нитки, сумматор корректирующих воздействий и датчик тока, причем выход датчика тока соединен с входом блока уставок для каждой нитки, выход которого соединен с первым входом управляемого ключа, а второй вход его соединен с источником корректирующих воздействий, а выходы управляемых ключей каждой нитки соединены с входами сумматора корректирующих воздействий, выход которЬго соединен с первым входом системы автоматического регулирования скорости, а в якорнуюцепь двигателя включен датчик тока.
Источники информации, принятые во внимание при экспертизе
1. Файнберг Ю. М. Автоматизация непрерывных станов горячей прокатки, «Me- таллургиздат, 1969, с. 91.
.JS
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана | 1978 |
|
SU778842A1 |
| Устройство для автоматического регулирования скорости приводов клетей двухниточной группы непрерывного стана | 1978 |
|
SU768509A1 |
| Устройство для автоматического регулирования скорости двигателей клетей двухниточной группы непрерывного стана | 1988 |
|
SU1595601A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки | 2015 |
|
RU2620424C2 |
| Устройство для регулирования толщины при прокатке концов полос | 1983 |
|
SU1135512A2 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |
| Способ автоматического управления процессом прокатки в черновой группе клетей непрерывного прокатного стана | 2022 |
|
RU2787290C1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |