клети следующих полос закрываются соответствующие ключи, на вход сумматора не поступают сигналы соответствующих дополнительных корректирующих воздействий.
Недостаток известного устройства заключается в следующем.
При входе в многониточную клеть второй заготовки вследствие ее упругой деформации площадь сечения полосы, прокатываемой по соседней нитке (уже находящейся во всех клетях многониточной группы),возрастает до 1,3-2%, а скорость валков уменьшается. Секундный расход металла на выходе данной клети сохраняется неизменным, но на входе в последующую уменьшается, поскольку участок первой полосы увеличенного сечения еще не вошел в последующую клеть, а скорость полосы на ее входе уменьшилась. Натяжение в полосе между данной и последующей клетями увеличивается, вызывая утяжку полосы на выходе последующей клети, а между данной и предыдущей клетями натяжение уменьшается, вызывая утолщение полосы на выходе предыдущей клети, натяжение уменьшается, вызывая утолшение полосы на входе предыдушей клети.
Таким образом, при заполнении группы каждой последующей заготовкой вследствие уменьшения скорости заполняемой металлом клети по ходу прокатки (относительно заполняемой металлом клети) создается повышенное натяжение в прокатываемых полосах и наблюдается их утяжка (до 0,7%), а против хода прокатки натяжение уменьшается и наблюдается утолщение прокатываемых полос (до 0,5%). При освобождении группы от одной из прокатываемых в ней полос, скорость разгружаемой клети увеличивается, натяжение в полосе между разгружаемой и последующей клетями уменьшается, а между разгружаемой и предыдущей увеличивается, из последующей клети полоса выходит утолщенной, а из предыдущей утянутой. Непостоянство натяжений в межклетевых промежутках многониточной группы при ее заполнении и освобождении, а также между многониточной и последующей группой клетей стана приводит к нестабильности размеров проката на входе в последующую однониточную группу и, следовательно, разнотолщинности готового профиля.
Целью устройства является повышение точности геометрических размеров проката на входе в однониточную группу клетей стана независимо от числа прокатываемых двухниточной группой полос и упрощения схемы регулирования.
Поставленная цель достигается тем, что предложенное устройство дополнительно содержит элемент чистого запаздывания, причем выход управляемого ключа соединен со входом элемента чистого запаздывания, выход которого соединен с входом каждой из систем автоматического регулирования скорости двигателей.
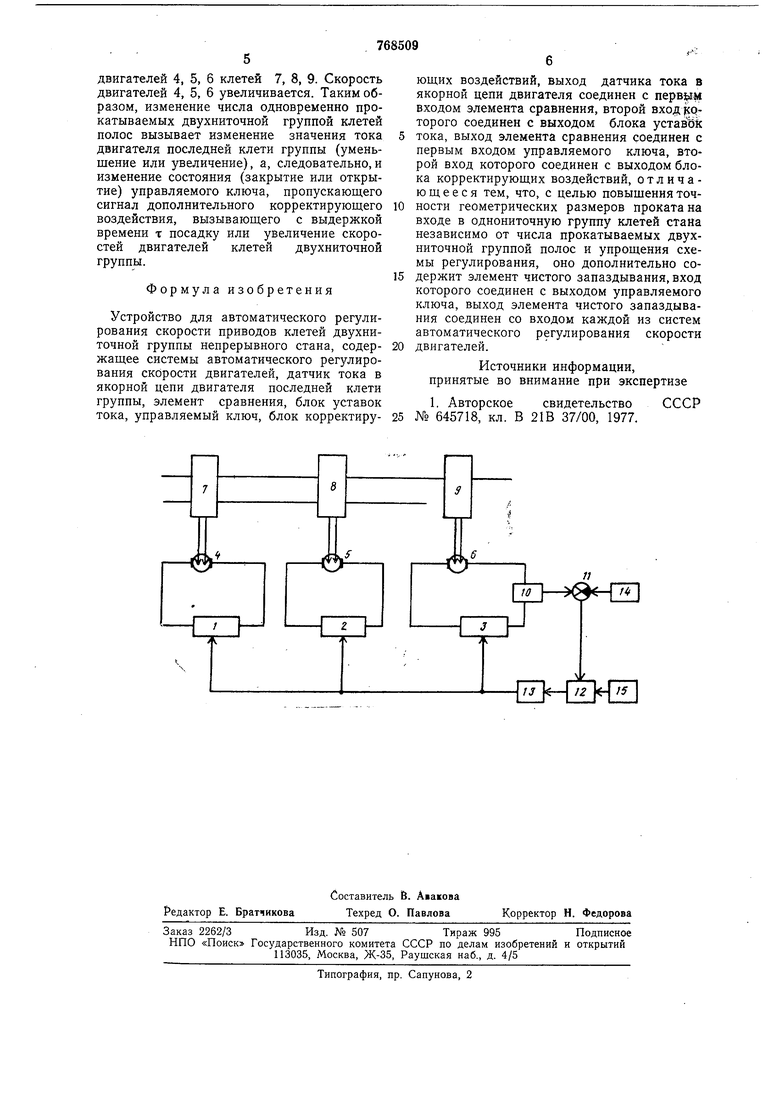
Блок-схема устройства представлена на чертеже.
Устройство состоит из систем 1, 2, 3 автоматического регулирования скорости двигателей 4, 5, 6 клетей 7, 8, 9 с датчиком 10 тока в якорной цепи двигателя последней клети, выход датчика 10 тока соединен с
первым входом элемента 11 сравнения, управляемый ключ 12, элемент 13 чистого запаздывания, блок 14 уставок тока, блок 15 корректирующих воздействий, второй вход элемента 11 сравнения соединен с выходом
блока 14 уставок тока, выход элемента 11 сравнения соединен с первым входом управляемого ключа 12, второй вход которого соединен с выходом блока 15 корректирующих воздействий, выход управляемого
ключа 12 соединен со входом элемента 12 чистого запаздывания, выход которого соединен со входом каждой из систем 1, 2, 3 автоматического регулирования скорости двигателей 4, 5, 6.
Устройство работает следующим образом.
При наличии одной полосы в двухниточной группе клетей 7, 8, 9 скорость и ток двигателей 4, 5, 6 достигает установившихся значений. При этом ток клети 9, регистрируемый датчиком 10 тока, меньше уставки тока блока 14 уставки тока, на выходе элемента 11 сравнения нет сигнала, открывающего ключ 12, он закрыт и дополнительное корректируюшее напряжение не поступает в системы 1, 2, 3 автоматического регулирования скорости двигателей 4, 5, 6. При входе второй полосы в клеть 9 ток клети 9 возрастает и становится большим
уставки тока блока 14 уставки тока, на выходе элемента 11 сравнения появляется сигнал, открывающий управляемый ключ 12 и на его выходе появляется сигнал дополнительного корректирующего воздействия блока 15 корректирующего воздействия, который с выдержкой времени т, равной времени прохождения полосой расстояния между двухниточной и однониточной (чистовой) группами, поступает в системы 1, 2, 3 автоматического регулирования скорости двигателей всех клетей двухниточной группы. Скорость двигателей 4, 5, 6 уменьшается на величину, определяемую уставкой дополнительного корректирующего напряжения.
При выходе из последней клети двухниточной группы 9 одной из прокатываемых в ней полос ток двигателя этой клети уменьшается и становится меньше уставки тока блока 14 уставки тока, управляемый ключ
12 закрывается и сигнал дополнительного корректирующего напряжения на его выходе исчезает. С выдержкой времени т исчезает сигнал дополнительного корректирующего напряжения на входах систем 1, 2, 3
автоматического регулирования скоростей
двигателей 4, 5, 6 клетей 7, 8, 9. Скорость двигателей 4, 5, 6 увеличивается. Таким образом, изменение числа одновременно прокатываемых двухниточной группой клетей полос вызывает изменение значения тока двигателя последней клети группы (уменьшение или увеличение), а, следовательно,и изменение состояния (закрытие или открытие) управляемого ключа, пропускающего сигнал дополнительного корректирующего воздействия, вызывающего с выдержкой времени т посадку или увеличение скоростей двигателей клетей двухниточной группы.
Формула изобретения
Устройство для автоматического регулирования скорости приводов клетей двухниточной группы непрерывного стана, содержащее системы автоматического регулирования скорости двигателей, датчик тока в якорной цепи двигателя последней клети группы, элемент сравнения, блок уставок тока, управляемый ключ, блок корректирующих воздействий, выход датчика тока в якорной цепи двигателя соединен с перврм входом элемента сравнения, второй вход |рторого соединен с выходом блока уставВй тока, выход элемента сравнения соединен с первым входом управляемого ключа, второй вход которого соединен с выходом блока корректирующих воздействий, отличающееся тем, что, с целью повыщения точности геометрических размеров проката на входе в однониточную группу клетей стана независимо от числа прокатываемых двухниточной группой полос и упрощения схемы регулирования, оно дополнительно содержит элемент чистого запаздывания, вход которого соединен с выходом управляемого ключа, выход элемента чистого запаздывания соединен со входом каждой из систем автоматического регулирования скорости
двигателей.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 645718, кл. В 21В 37/00, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана | 1978 |
|
SU778842A1 |
| Устройство для автоматического регулирования скорости двигателей клетей двухниточной группы непрерывного стана | 1988 |
|
SU1595601A1 |
| Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана | 1977 |
|
SU645718A1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Устройство регулирования толщины полосы на концах холоднокатаных рулонов | 1978 |
|
SU738709A1 |
