1
рого блока интегрирования, первый выход четвертого блока умножения соединен с вторым входом пятого сумматора, а второй выход - с вторым входом четвертого сумматора, третий вход которого соединен с выходом четвертого блока усиления, выход пятого сумматора соединен с вторым входом шестого сумматора, а выход первого сумматора соединен с входом первого блока интегрирования, выход последнего соединен с вторым входом первого блока умножения, а выход первого блока умножения соединен с вторым входом второго сумматора, второй вы- .ход третьего блока усиления соединен с первым входом третьего ключа, второй вход которого соединен с первым выходом датчика наличия металла в последующей клети, второй вход седьмого сумматора соединен с выходом первого задатчика константы, выход блока деления соединен с первым входом четвертого ключа, второй вход которого соединен с вторым выходом датчика наличия металла в последующей клети, выход четвертого ключа соединен с первым входом восьмого сумматора, второй ход которого соединен, с вторым выходом четвертого блока интегрирования, а выход восьмого сумматора соединен с вторым входом третьего блока умножения, выход девятого сумматора соединен с входом шестого блока усиления, выход же последнего соединен с первым входом ключа, второй вход которого соединен с третьим выходом датчика наличия металла в данной клети, а вы- ход - с входом пятого блока интег- -рирования, первый выход которого соединен с первым входом десятого сумматора, а второй выход пятого блока интегрирования соединен с вторым входом девятого сумматора, первый выход датчика положения нажимных винтов соединен с первым входом двенадцатого сумматора, второй вход шестого ключа соединен с четвертым выходом датчика наличия металла в данной клети, выход шестого ключа соединен с входом шестого блока интегрирования, первый выход которого соединен с первым входом тринадцатого сумматора, а второй выход - с вторым входом двенадцатого сумматора, второй вход тринадцатого сумматора соединен с вторым выходом датчика положения нажимных винтов, отличающее4
я тем, что, с целью-повышения точости измерения межклетев-ого натяже - ия проката, в него введены три суматора, три блока умножения, два ильтра, блок запаздывания, второй задатчик константы и второй, элемент НЕ, причем выход датчика тока якоря электродвигателя соединен с первым ходом первого фильтра, выход которого соединен с первым входом первого сумматора, второй вход первого фильтра соединен с третьим вькодом датчика скорости вращения вала, четвертый выход которого соединен с третьим входом блока запаздывания данной клети, четвертый вход которого соединен с пятым выходом датчика скорости последующей клети, пятый выход датчика скорости данной клети соединен с четвертым вводом блока запаздывания предыдущей клети, шестой выход датчика скорости данной клети соединен с вторым входом второго фильтра, первьй - вход которого соединен с выходом датчика давления металла на валки, первый выход второго фильтра соединен с входом четвертого блока усиления, второй выход второго фильтра соединен с первым входом третьего блока умножения, третий вькод второго фильтра соединен с первым входом девятого сумматора, четвертый выход второго фильтра соединен с вторым входом десятого сумматора, пятьй выход второго фильтра соединен с пятым входом блока запаздьшания, выход две- надпдтого сумматора соединен с входом пятого блока усиления, выход которого, соединен с первым входам шестого ключа, третий выход датчика наличия металла в последующей клети соединен с входом второго элемента НЕ, выход которого соединен с первым входом блока запаздьшания, второй вход которого соединен с вторым выхо.- дом одиннадцатого сумматора, шестой вход блока запаздывания соединен с первым выходом шестнадцатого сумматора, второй выход которого соединен с первьм входом четырнадцатого сумматора, первый вход шестнадцатого сумматора соединен с третьим выходом шестого блока интегрирования, второй вход последнего соединен с четвертым выходом первого элемента НЕ, третий выход которого соединен с вторым входом пятого блока интегрирования, третий выход которого соединен с первым входом седьмого блока умножения, выход последнего соединен с вторым входом шестнадцатого сумматора, второй вход седьмого блока умножения соединен с вторым выходом второго задатчика константы, первый выход которого соединен с первьм входом шестого блока умножения, второй вход которого соединен с выходом десятого сумматора, выход шестого блока умножения соединен с первым входом одиннадцатого сумматора, .второй вход которого соединен с выходом тринадцатого сумматора , первьй выход одиннадцатого сумматора соединен с первым входом пятнадцатого сумматора, второй вход которого соединен с первым выходом блока запаздывания предыдущей клети; выход пятнадцатого сумматора соеди1
Изобретение относится к контрольным и регулирующим устройствам прокатных станов, реагирующим на изме-. нение натяжения проката, например, в станах горячей прокатки, и может быть использовано в черной металлургии, в прокатном производстве.
Цель изобретения - повьштение точности измерения межклетевого напряжения проката,
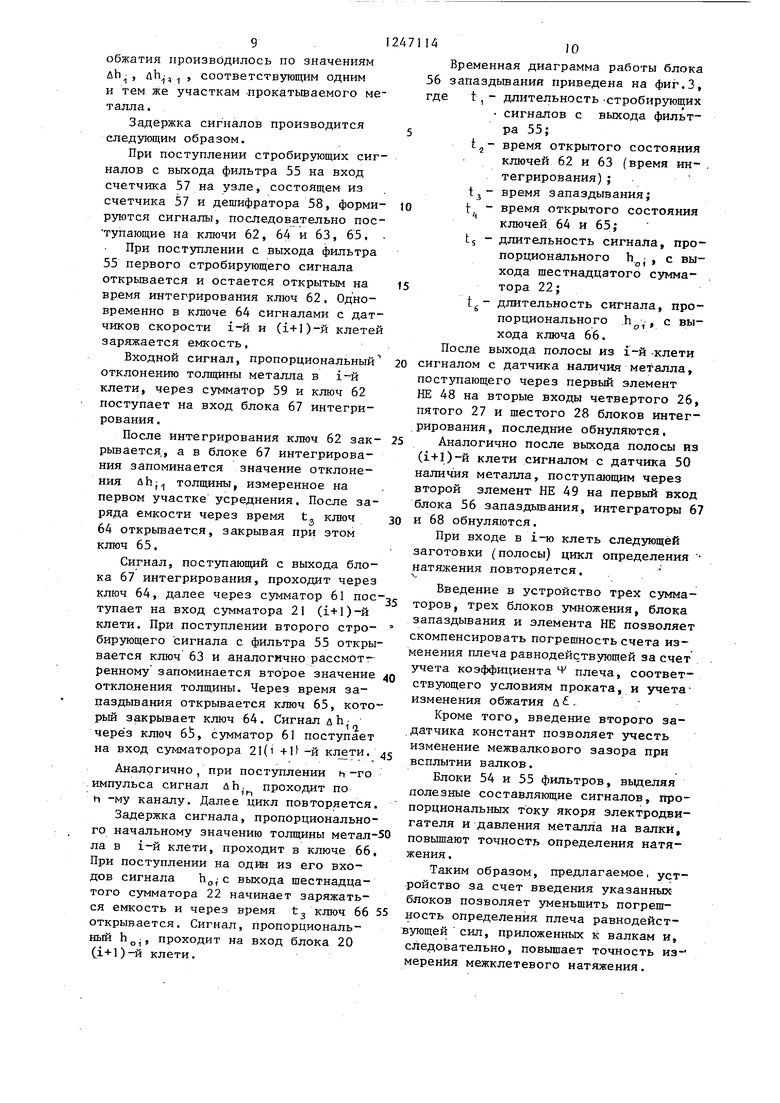
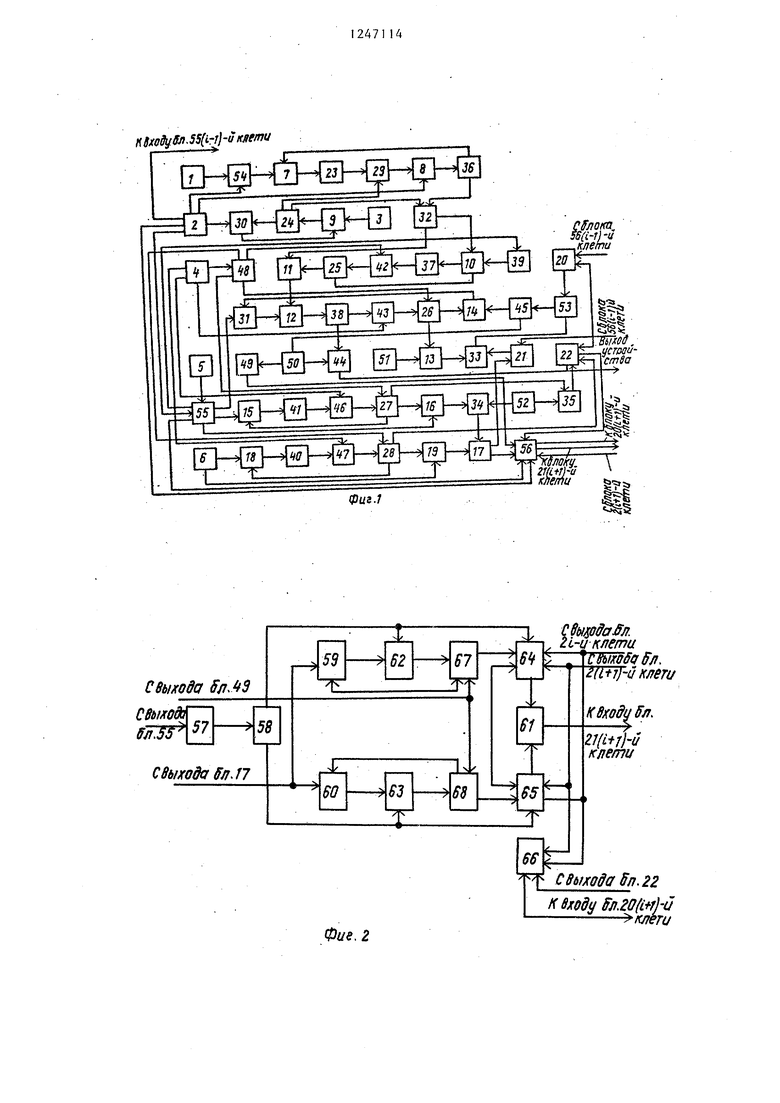
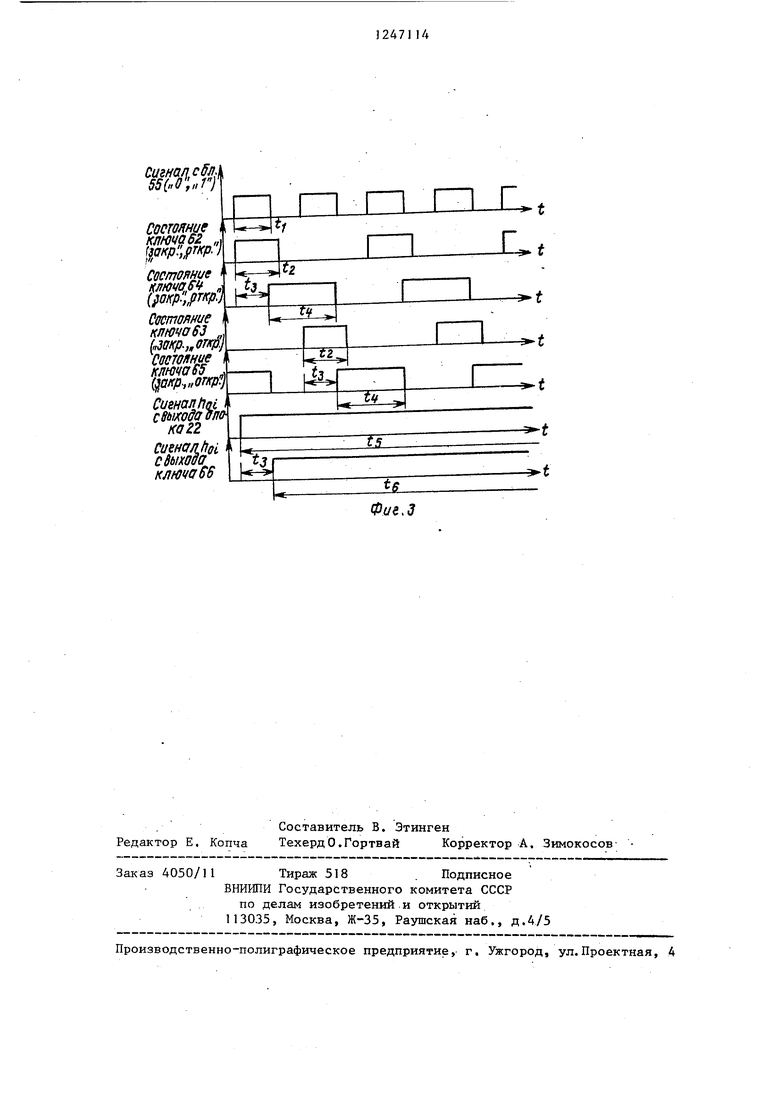
На фиг.1 изображена блок-схема устройства; на фиг. 2 и 3 - блок- схема внутренней структуры блока запаздывания и временная диаграмма его работы соответственно.
Устройство для измерения межклетевого напряжения проката .срдержит в данной клети датчик 1 тока якоря :электродвигателя, датчик 2 скорости вращения вала, датчик 3 ЭДС, датчик 4 наличия металла, датчик 5 давления металла,на валки, датчик 6 положения нажимных винтов, шестнадцать сумматоров 7-22, шесть блоков 23 - 28 интегрирования, семь блоков 29 - 35 умножения, шесть блоков 36 - 41 усиления, щесть ключей 42 - 47, два элемента НЕ 48 и 49, датчик 50 наличия металла в последующей клети, два задатчика 51 и 52 константы, блок 53
нен с первым входом пятого блока умножения, в то ро-й вход которого соединен с первым выходом четвертого блока интегрирования, выход пятого блока умножения соединен с первым вхо дом блока деления, второй вход которого соединен с выходом четырнадцатого сумматора, второй вход которого соединен с вторым выходом блока запаздывания предыдущей клети, первый выход блока запаздывания данной клети соединен с вторым входом пят- надцатого сумматора последующей кле- ти, а второй выход блока запаздывания соединен с вторым входом четырнадцатого сумматора последующей клети, выход третьего ключа является выходом устройства.
деления, два фильтра 54 и 55, блок 56 запаздьгеания.
В качестве блоков 54 и 55 фильтров могут быть использованы известные с типовые перестроиваемые фильтры.
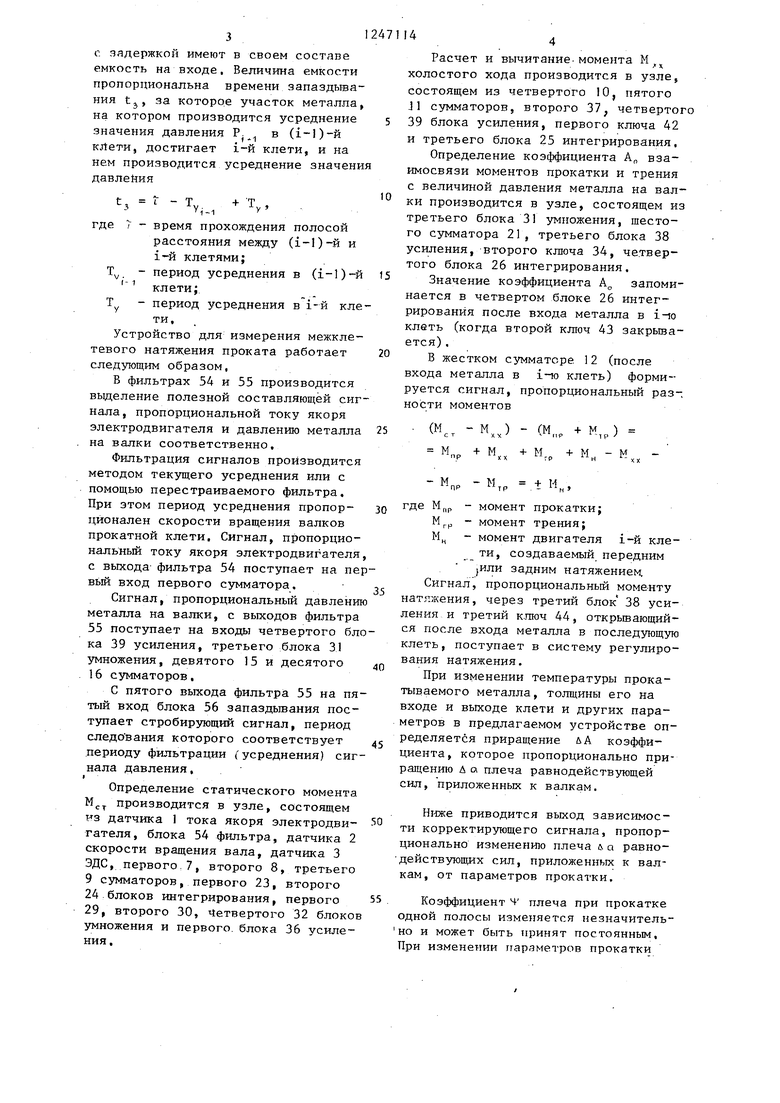
Один из вариантов блок-схемы блока 56 запаздывания приведен на фиг.2.
Блок 56 запаздывания состоит из счетчика 57, дешифратора 58, суммато- O ров 59-61, ключей 62 - 66 с задержкой, интеграторов 67-68.
На сумматорах 59 и 60, ключах 62 и 63 и интеграторах 67 и 68 реализуются (в качестве примера) Два запомина- 5 нщих устройства (для запоминания отклонения uh; толщины). Количество запоминающих устройств определяется шагом усреднения в фильтре 55 сигнала давления металла на валки и рас - 0 стоянием между клетями. В общем слу- , чае количество запоминающих устройств может быть равно ь .
Предлагаемое устройство для измерения межклетевого напряжения может 5 быть реализовано например, на стандартных элементах комплекса технических средств для локальных информационно-управляющих систем.
В качестве счетчика 57 и дешифра- 0 ора 58 так же могут быть использованы типовые элементы. Ключи 62-66
31
о задержкой имеют в своем составе емкость на входе. Величина емкости пропорциональна времени запаздывания tj, за которое участок металла, на котором производится усреднение значения давления Р. в (1-1)-й клети, достигает i-й клети, и на нем производится усреднение значения давлейия
t3 - Т + Т , 1-1
где 7 - время прохождения полосой расстояния между (1-1)-й и i-й клетями; Ту - период усреднения в (i-l)-й
клети;
Т - период усреднения в i-й клети,
Устройство для измерения межклетевого натяжения проката работает следующим образом,
В фильтрах 54 и 55 производится вьщеление полезной составляющей сигнала, пропорциональной току якоря электродвигателя и давлению металла на валки соответственно.
Фильтрация сигналов производится методом текущего усреднения или с помощью перестраиваемого фильтра. При этом период усреднения пропор- ционален скорости вращения валков прокатной клети. Сигнал, пропорциональный току якоря электродвигателя с выхода фильтра 54 поступает на пе вьй вход первого сумматора,
Сигнал, пропорциональный давлени металла на валки, с выходов фильтра 55 поступает на входы четвертого блка 39 усиления, третьего блока 31 умножения, девятого 15 и десятого 16 сумматоров,
С пятого выхода фильтра 55 на пятый вход блока 56 запаздывания поступает стробирующий сигнал, период следо вания которого соответствует периоду фильтрации (усреднения) сигнала давления, I
Определение статического момента М производится в узле, состоящем нз датчика 1 тока якоря электродви- гателя, блока 54 фильтра, датчика 2 скорости вращения вала, датчика 3 ЭДС, первого:7, второго 8, третьего 9 сумматоров, первого 23, второго 24 блоков интегрирования, первого 29, второго 30, Четвертого 32 блоко умножения и первого, блока 36 усиления.
Расчет и вычитание, момента М, холостого хода производится в узле, состоящем из четвертого 10, пятого J1 сумматоров, второго 37, четвертог 39 блока усиления, первого ключа 42 и третьего блока 25 интегрирования,
Определение коэффициента А„ взаимосвязи моментов прокатки и трения с величиной давления металла на валки производится в узле, состоящем из третьего блока 31 умножения, шестого сзт-шатора 21, третьего блока 38 усиления, второго ключа 34, четвертого блока 26 интегрирования.
Значение коэффициента А запоминается в четвертом блоке 26 интегрирования после входа металла в i-io клеть (когда второй ключ 43 закрывается) .
В жестком сумматоре 12 (после входа металла в i-ю клеть) формируется сигнал, пропорциональный разности моментов
(MC. - MXX) - М,„ + М„)
м„, + м,, + м,, + м, - м -
- М -Л + ц
np ЧР - n
где МНР - момент прокатки; - момент трения; М - момент двигателя i-й клети, создаваемый передним Jили задним натяжением. Сигнал, пропорциональный моменту натяжения, через третий блок 38 усиления и третий ключ 44, открьшающий- ся после входа металла в последующую клеть, поступает в систему регулирования натяжения.
При изменении температуры прокатываемого металла, толщины его на входе и выходе клети и других параметров в предлагаемом устройстве определяется приращение бА коэффициента, которое пропорционально приращению Д а плеча равнодействующей сил, приложенных к валкам.
Ниже приводится выход зависимости корректирующего сигнала, пропорционально изменению плеча и а равно- действующих сил, приложенных к валкам, от параметров прокатки.
Коэффициент Ч плеча при прокатке одной полосы измегшется незначитель- но и может быть принят постоянным. При изменении параметров прокатки
5 1247
плечо Q равнодействующей сил, действующих на валки, равно
Q--a AQ-M- fR 7
Яде
где . Е
- начальное значение абсолютного обжатияJ л - приращение обжатияj о - плечо равнодействущей сил; R - радиус рабочих валков, Используя правила приближенных вычислений, получим
а.
д е
да 2
Приращение коэффициента А„, пропорционального приращению да плеча при изменении параметров прокатки,
()д
4А-2 Л о
26,
где постоянный коэффициент.
Для четырехвалкового стана с приводными валками
f
т
.
0„
где Dp и DO - диаметры валков; d - диаметр цапф,- f - коэффициент трения в
подщипниках валков; i - передаточное число от
двигателя к валкам; П - коэффициент полезного действия передали от делителя к валкам. Зависимость, определяющая приращение плеча равнодействующей сил, приложенных к валкам, при изменении параметров прокатки, реализуется в устрейсТВе.
После входа полосы в контролируемую (i-ю) клеть с третьего и четвертого выходов фильтра 55 на первый вход девятого сумматора 15 и на вто- рой вход десятого сумматора 16 соот- ветственно поступает сигнал, пропорциональный дaвлeнIiю металла на валки. Одновременно с первого и второго выходов датчика 6 положения нажимных винтов той же клети на первый вход двенадцатого сумматора 18 и на второй вход тринадцатого сумматора 19 соответственно поступают сигналы, пропорциональные положению нажимных винтов,
В узле, состоящем из десятого сумматора 15, шестого блока 41 усиления, пятого ключа 46, пятого блока 27 интегрирования и .десятого сумматора 16,
10
5
5
0
146
запоминается начальное значение давления Р металла на валки и опредео
ляется отклонение давления дР. от начального значения.
Аналогично в узле, состоящем из двенадцатого сумматора 18, пятого блока 40 усиления, шестого ключа 47, щестого блока 28 интегрирования тринадцатого сумматора 19, запоминается начальное значение положения S нажимных винтов и определяется -отклонение А S положения от начального значения,
С третьего выхода пятого блока 27 интегрирования сигнал, пропорциональ - ньй давлению Р , поступает на первый вход седьмого блока 35 умножения на второй вход которого с выхода вто- рого задатчика 52 констант поступает сигнал, пропорциональный коэффициенту сортамента. Коэффициент К. определяет модуль жесткости М„
клети и величину всплытия валков при прокатке с ускорением. Сигнал, пропорциональный произведению 01 ci поступает на второй вход шестнадцатого сумматора 22, где склат дЫвается с сигналом 8„ , пропорцио-, нальным начальному положению нажим- .ных винтов, поступающим с третьего выхода шестого блока 28 интегрирования
Ьс Р.,
. - Soa
Сигнал, пропорциональный начальному значению толщины д h металла в i-й клети, с первого и второго выходов шестнадцатого сумматора 22 поступает соответственно на шестой . вход блока 56 запаздывания и первый вход четырнадцатого сумматор а 20, На второй вход четырнадцатого сумматора 20 с выхода блока 56 запаздывания предьщущей клети поступает сигнал, пропорциональный начальному значению толшины дЬ,-., металла в (1-1)-й клети (значения ДЬ,,, и дЬ оп реде- ляются для одних и тех же участков металла, где произйодится фильтрация сигнала давления), В шестнадцатом сумматоре 20 определяется начальное значение обжатия в i-й клети ,
4i-, - boiСигнал, соответствующий начальному значению обжатия f с выхода четырнадцатого бдока 20 суммирования
712
поступает на второй вход блока 53 деления.
С выхода десятого сумматора 16 сигнал, пропорциональный отклонению др. давления металла на валки от на- чального значения, поступает на второй вход шестого блока 34 з множения, на второй вход которого с выхода второго задатчика 52 констант . поступает сигнал, пропорциональный коэффици- енту сортамента . Сигнал, пропорциональный произведению йР К , поступает на первьй вход одиннадцатого 17 сумматора, где складывается с сигналом dS., пропорциональным от- клонению положения нажимных винтов от начального значения, поступающим с выхода тринадцатого сумматора 19, т.е.
ДЬ. ЛР
Ket - S,
Сигнал, пропорциональный отклонению dh толщины металла в i-й клети, с первого и второго выходов одиннадцатого сумматора 17 поступает со- ответственно на вход пятнадцатого сумматора 21 и второй вход блока 56 запаздывания. На второй вход пятнадцатого сумматора 21 с выхода блока 56 запаздывания рредыду- щей клети поступает сигнал, пропорциональный отклонению uh;. толщи- )Ш полосы в (1-1)-й клети. В пятнадцатом сумматоре 21 определяется отклонение обжатия п i-й .клети от начального значён ия о т.е.
, ЛТ1; - ДН..
Сигнал, соответствующий отклонению б„ обжатия, с выхода пятнадцатого сумматора 21 постз ает на первый вход пятого блока 33 умножения, на второй вход которого с выхода седьмого сумматора 13 поступает сигнал, пропорциональный разности К , где к - постоянньй коэффициент, за даваемьй из задатчика 51 констант.
Значение разности А - К определяется в седьмом сумматоре 13.
В пятом блоке 33 умножения опре- деляется произведение разности А на отклонение д обжатия.
Сигнал, пропорциональный произ- ведению (Ар.- к ) , с выхода пятого блока 33 умножения поступает на первый вход блока 53 деления (коэффициент деления устанавливает- .ся равным 2), где делится на сигнал
148
соответствующий начальному значению обжатия.
Сигнал, пропорциональный частному
(АО - i6 A
2f
и А
соответствует приращению плеча
1 Д Q (а Q Н ЛА).
С выхода блока 53 деления сигнал, соответствующий А А , через ключ 45, управляемый датчиком наличия металла в (1+1)-й клети, поступает на первый вход восьмого сумматора 14, на второй вход которого с второго выхода четвертого блока 26 интегрирования поступает сигнал, пропорциональный начальному значению коэффициента А,,,
Таким образом, при изменении параметров прокатки с учетом описанных недостатков в предлагаемом устройстве определяется приращение плеча равнодействующей сил, приложенных к валкам. Сигнал, соответствующий сумме (Ад +дА), с выхода восьмого сумматора 14 поступает на вход третьего блока 31 умножения, где умножается на сигнал, пропорциональный давлению металла на валки. Далее в шестом сумматоре J2 формируется сигнал, пропорциональный разности моментов
Мег . -М,,.
±Мн ..
где Mj - момент двигателя р.-й клети, создаваемый передним натяжением,
который усиливается третьим блоком 38 усиления и через открытьй третий ключ 44 поступает в систему регулирования натяжения (коэффициент усиления блока 38 устанавливается пропорционально радиусу рабочих валков) .
В блоке 56 запаздывания производится задержка сигналов, пропорци- ональ 1х начальному значению h толщины металла в i-й клети и отклонению uh толщины и поступающих в аналогичное Устройство (i+)-й клети
Задержка сигнала U дЬ, производится для того, чтобы в (i+l)-m клеть указанньй сигнал поступал после выхода предьздущей заготовки (полосы) .
3-адержка сигнала U &h производится для того, чтобы в (i+l)-й клети определение отклонения
обжатия произвсэдилось по значениям uh,j , dh,-, , соответствующим одним и тем же участкам .прокатьюаемого металла.
Задержка сигналов производится следующим образом.
При поступлении стробирующих сигналов с выхода фильтра 55 на вход счетчика 57 на узле, состоящем из счетчика 57 и дешифратора 58, форми- руются сигналы, последовательно пос- тупающие на ключи 62, 64 и 63, 65,
При поступлении с выхода фильтра 55 первого стробирующего сигнала открьшается и остается открытым на время интегрирования ключ 62, Одновременно в ключе 64 сигналами с датчиков скорости i-й и (1+1)-й клетей заряжается емкость.
Входной сигнал, пропорциональный отклонению толщины металла в i-й клети, через сумматор 59 и ключ 62 поступает на вход блока 67 интегрирования.
После интегрирования ключ 62 зак- рывается,, а в блоке 67 интегрирования запоминается значение отклонения лЬ.; толщины измеренное на первом участке усреднения. После заряда емкости через время tj ключ 64 открывается, закрывая при этом ключ 65.
Сигнал, поступающий с выхода блока 67 интегрирования, проходит через ключ 64, далее через сумматор 61 пос тупает на вход сумматора 21 (1+1)-й клети. При поступлении второго стро- бирующего сигнала с фильтра 55 открывается ключ 63 и аналогично рассмотренному запоминается второе значение отклонения толщины. Через время запаздывания открывается ключ 65, кото рьй закрывает ключ 64. Сигнал дЬ- через ключ б5, сумматор 61 поступает на вход сумматорора 21(i -и клети.
Аналогично , при поступлении h-го импульса сигнал йЬ- проходит по
h -му каналу. Далее цикл повторяется
Задержка сигнала, пропорционального начальному значению толщины металла в i-й клети, проходит в ключе 66 При поступлении на один из его входов сигнала h,-с выхода шестнадцатого сумматора 22 начинает заряжаться емкость и через время t ключ 66 открывается. Сигнал, пропорциональный , проходит на вход блока 20
С1+1)-й клети.
1
14)0
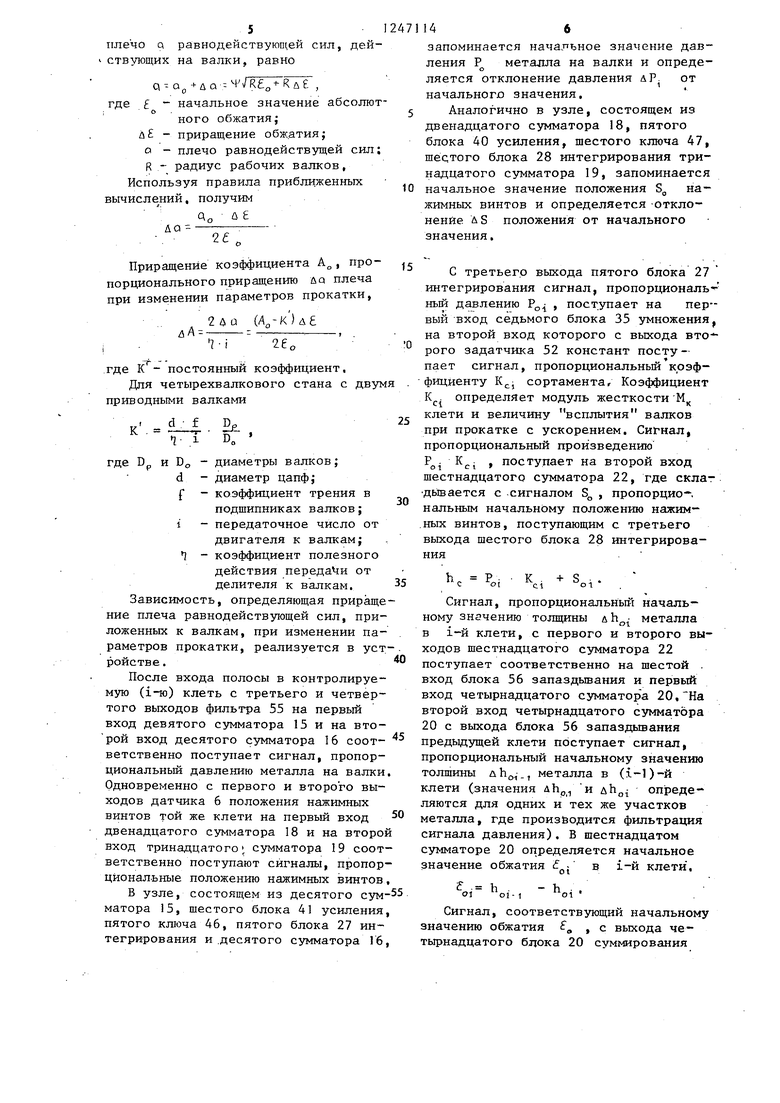
Временная диаграмма работы блока 56 запаздьшания приведена на фиг.З, где t, - длительность стробирующих сигналов с выхода фильтра 55;
tj- время открытого состояния ключей 62 и 63 (время ин- тегрирования); время запаздывания; t - время открытого состояния
ключей 64 и 65;
t; - длительность сигнала, пропорционального h.i , с выхода шестнадцатого сумматора 22;
tj- длительность сигнала, пропорционального , с выхода ключа 66.
После выхода полосы из i-й -клети сигналом с датчика наличия металла, поступающего через первьй элемент НЕ 48 на вторые входы четвертого 26, пятого 27 и шестого 28 блоков интег- рирования, последние обнуляются,
Аналогично после выхода полосы из (i+)-й клети сигналом с датчика 50 наличия металла, поступающим через второй элемент НЕ 49 на первый вход блока 56 запаздьтания, интеграторы 6 и 68 обнуляются.
При входе в i-ю клеть следующей заготовки (полосы) цикл определения натяжения повторяется.
X..
Введение в устройство трех сумматоров, трех блоков умножения, блока запаздывания и элемента НЕ позволяет скомпенсировать погрешность счета изменения плеча равнодействующей за счет учета коэффициента плеча, соответствующего условиям проката, и учета- изменения обжатия д .
Кроме того, введение второго за- .датчика констант позволяет учесть изменение межвалкового зазора при всплытии валков.
Блоки 54 и 55 фильтров, вьщеляя полезные составляющие сигналов, пропорциональных току якоря электродвигателя и давления металла на валки, повышают точность определения натяжения .
Таким образом, предлагаемое, устройство за счет введения указанных блоков позволяет уменьшить погрешность определения плеча равнодействующей сил, приложенных к валкам и, следовательно, повышает точность измерения межклетевого натяжения.
KSj((rdySn,5S(irJ}- Memu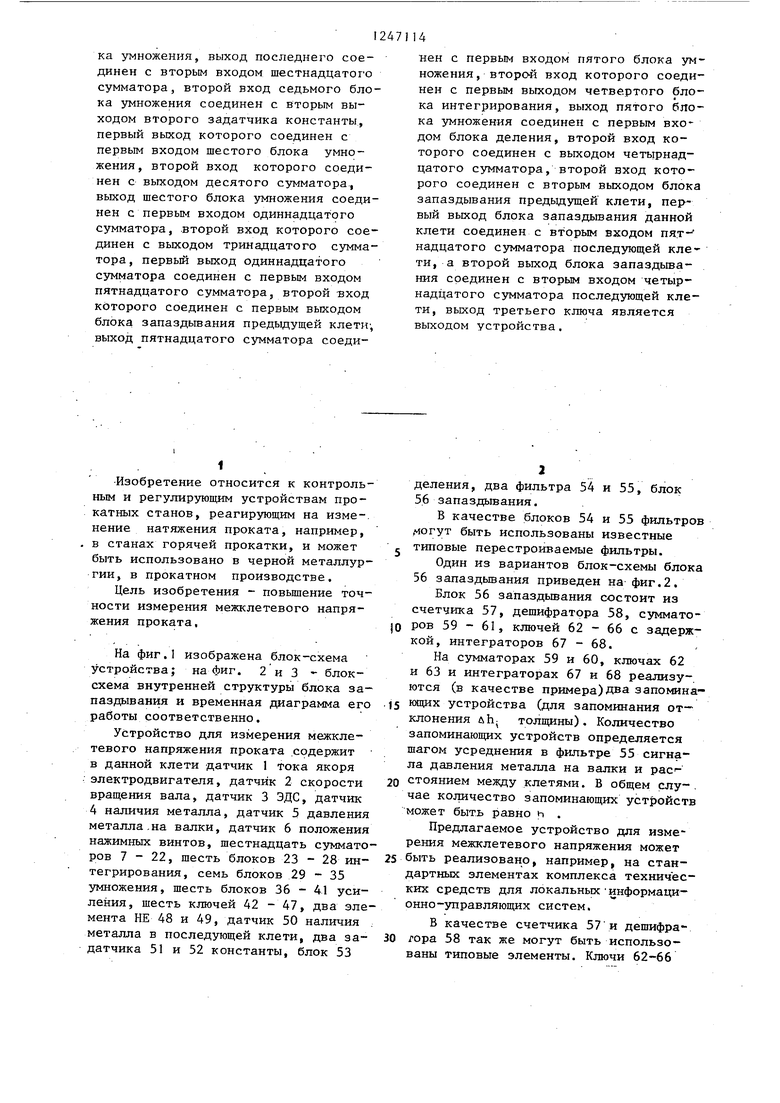
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения межклетевых натяжений проката | 1983 |
|
SU1101310A2 |
| Устройство для измерения межклетевых натяжений проката | 1982 |
|
SU1039600A1 |
| Способ стабилизации толщины листа на реверсивном стане | 1990 |
|
SU1719121A1 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| Устройство для регулирования толщины при прокатке концов полос | 1983 |
|
SU1135512A2 |
| Система автоматического регулирования толщины покрытия жести | 1987 |
|
SU1437417A2 |
| Система автоматического регулирования толщины покрытия жести | 1985 |
|
SU1341618A1 |
| Адаптивная система регулирования нелинейного объекта,например,шахтной печи | 1985 |
|
SU1297008A1 |
| Устройство для регулирования скорости реверсивного прокатного стана с вертикальными и горизонтальными валками | 1980 |
|
SU956082A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
С Выхода 5лМ
Сбыходо ff7J3J
С Вывода fffJ7
Cffi f ffcrffj7. 2.L-U кпети
cWxSSij fl, ( клети
К8).
ZliL-tJl-U клети
С Выхода Gn. 22
Фие.2
Обходу Sj},)-a клети
Сигнал с5Л; S5(,ff,,r)
7:
-)F ,
li
Ji.
JL
«Е-
.
Г,
-э-t
г
t
5
Ё.
Фиг.З
| Wa hnelt Н | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| Устройство для измерения межклетевых натяжений проката | 1983 |
|
SU1101310A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
