(54) СПОСОБ ;ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГОСФЕРИЧЕСКОГО СОСУДА ВЫСОКОГО ДАВЛЕНИЯ Изобретение относится к способам изготовления многослойных сосудов вы сокого, давления, например для атомных реакторов, реакторов химической прО1 влцтенности или для хране НИН жидкостей и газов. Известен способ изготовления многослойного сферического сосуда высокого давления путем монтажа многослойной металлической оболочки, пове которой устанавливают решетку из арматурных металлических элементов меридионального и кольцевого направлений с пределом упругости, превышаюи им предел yпpyгoqти оболочки, лриче меридиональные элементы решетки закрепляют на куполах, которые размеща ют на пЪлюсах сферы, после чего в со суде создают давление, при котором оболочка переходит в пластическую ст дию, а напряжения в решетке не превьшают предела упругости. После сня тия давления полярные купола и решет ка, к которым она крепится демонти руются, в полюсах растачиваются отверстия под сплошностенчатые патрубки, Которые затем привариваются ко всем или нескольким внутренним слоям ГТ Однако увеличение прочности многослойного сосуда, полученного таким способом, происходит только за счет наклепа металла слоев и уменьшения зазора между ними. Сосуд оказывается металлоемким, так как каждый слой выполняется сплошньвм и не пред напрягается. Металл патрубка оказывается ненаклонным. Кроме того, в зоне соединения многослойной стенки и сплошностенчатого патрубка, в силу их различной жесткости, при эксплуатации сосуда возникает высокая концентрация напряжений, которые могут быть оп-ределяюцими при оценке надежности сосуда, особенно при его щиклической работе. Цепь изобретения - повыц ение прочности сосуда и уменьшение его металлоемкости. - Поставленная цель достигается за счет того, что металлическую оболочку нэгютавливают с патрубками, на которых закрепляют меридиональные элементы решетки, после снятия давления на полученном полуфабрикате монтируют следующую оболочку с- naTpiy6KOM и аргматурной решеткой, пространство между оболочкг1ми заполняют несжимаеквлм материгиюм, преимущественно жидкоетью, и создают в сосуде давление, обеспечивающее пластическую деформацию наружной оболочки. Каждый последующий слой патрубка выполняют с внутренним дигинетром, меньшим наружного диаметра патрубка предьщущего слоя, а перед насадкой «X нагревают. Для равномерногораспределения напряжений в слоях сосуда арматурные элементы наружной решетки смещают относительно арматурных элементов внутренней решетки.
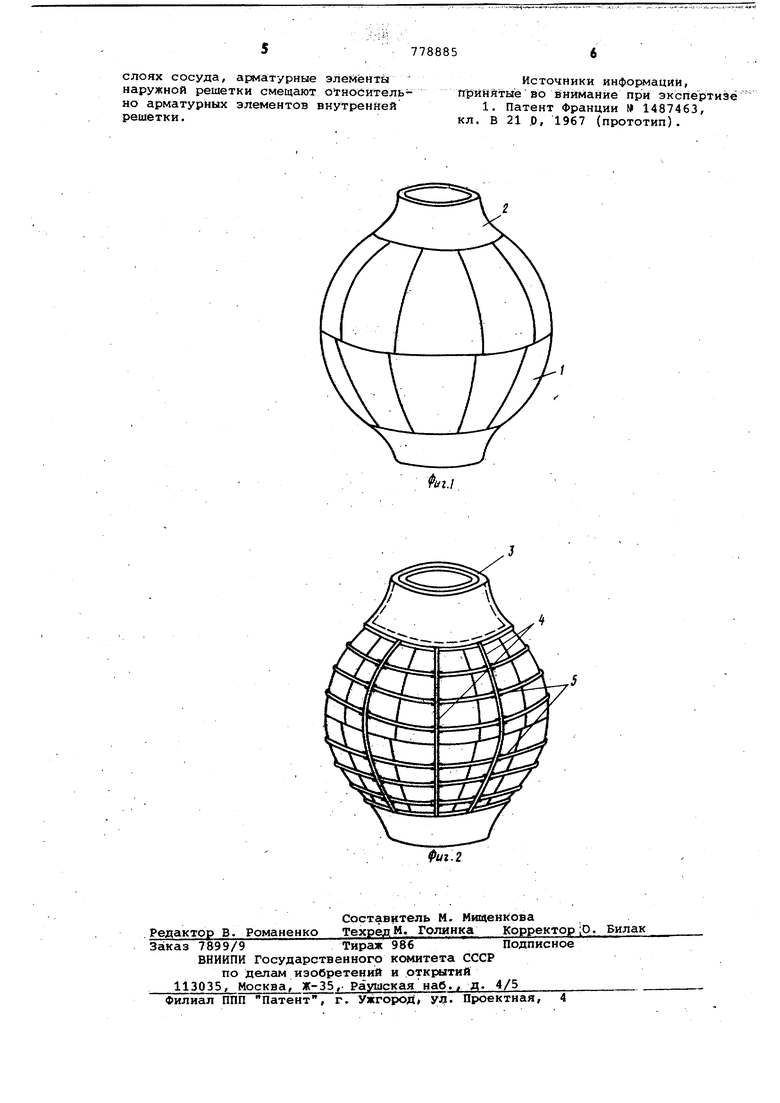
На фиг4 1 показана первая стадия изготовления сосуда (сборка внутреннего слоя (оболочки) сосуда); на фиг. 2 - вторая стадия (установка решетки по внутренней оболочке сосуда).,,..,,„„.,,,,„ , , ,.,,,.
Первоначально на монтажной площадке собирают внутреннюю сплошную оболочку 1 из углеродистой стали и соединяют ее с патрубками 2, располагаемыми на полосах сферы. Отдельно изготавливают патрубки 3 второго слоя из высокопрочной стали с внутренним диаметром, меньшим наружного диаметра патрубка оболочки, и в нагретом состоянии с натягом надевают на патрубки 2 внутренней оболочки. Затем к патрубкам второго слоя крепятся и натягиваются по меридианам с помощью натяжного устройства изогнутые по- форме внутренней оболочки арматурные элементы 4, например круглого сечения, из высокопрочной стали,а к ним привариваются армирующие элементы 5 кольцевого направления.
Дгшее в сосуде создают опрессовочное давление, при котором оболочка (первый слой) пластически формируется, а второй, армирующий, слой (решетка) формируется в зоне упругости После СНЯТИЯ давления в оболочке возникает благоприятное распределение остаточных напряжений
Затем монтируют третий слой (вторую сплошную металлическую оболочку, аналогичную внутренней оболочке 1) из углеродистой стали, поверх которой располагают четвертый слой (решетку, аналогичную второму слою). поеш т атяжё ияя арМйЕ УЙЩИХ эиёшнтов четвертого слоя прюстранство между оболочками (первым и третьим слоем) заполняют несжимаемыми материалами, мап) ЖйдйосТШ,й К сШ5 кладывается давление, при котором вторая оболочка переходит в пластическую стадию, а обе решетки оста- ются в упругой. После снятия давления обе оболочки остаются благоприятно преднапряженными.
Монтаж оболочек и решеток продолжают до получения необходимой толщины стенки сосуда.
Соединив все слои дренажными,, отверстиями, по изменению давлений в межслойной Жйдкоетй судят о герметичности первой внутренней оболочки. При помощи этих же отверстий следят за давлением в жидкости между каждой парой близлежащих оболочек и контролируют их состояние.
f Изготовленный предлагаемым способом сосуд высокого давления обладает повышенной прочностью, так как все его сплошные слои оказываютсй благоприятно преднапряженньми, а металл,
Q из которого они изготавливаются, на- . клепанным, часть слоев заменена высокопрочной решеткой. Все слои,многослойных патрубков также преднапряжены, так как их нащевают друг на друга с натягом, в зоне крепления оболочек
5 к патрубкам нет скачка жесткостей, благодаря чему при работе возникает более равномерное распределение напряжений в этой зоне и повышается несущая способность и надежность сосуда.
0 Кроме того, имеет место снижение металлоемкости конструкции, поскольку часть слоев заменена высокопрочными армирук&1ими элементами, а каждый сплошной слой прёднапрягается, что
5 дает воэможность изготовить его меньшей толщины.
Формула изобретения
1.Способ изготовления многослойного сферического сосуда высокого
0 давления, при котором монтируют внутренюю металлическую оболочку, уста-iнавливают на нее решетку из арматурных металлических элементов меридионального и кольцевого направлений с
5 пределом упругости, превышающим предел упругости оболочки, и создают в сосуде давление, обеспечивакицее пластическую деформацию оболочки, и напряжение в решетке, не превышакяцее предел упругости, отличаюv щ и и с я тем, что, с целью повышения надежности и прочности сосуда и уменыаения его металлоемкости, металлическую оболочку изготавливают с патрубками, на которых закрепляют
5 меридиональные элементы решетки, после снятия давление на полученном полуфабрикате монтируют следующую оболочку с патрубком и арматурной решеткой, пространство между оболочками
0 заполняют несжимаемым материалом, преимущественно жидкостью, и создают в сосуде давление, обеспечивающее пластическую деформацию наружной оболочки.
2.Способ по п. 1, о т л и ч а ющ и и С я тем, что патрубки выполняют многослойными с соединением слоев последовательно с оболочками и решетками, причем каждый последующий слой выполняют с внутренним диаметром, меньшим наружного диаметра патруСка предыдущего слоя, а перед насадкой слои патрубков нагревают.
3. Способ по п. 1,.о т л и ч а ю,щ ни с я тем, что, с целью равномерного распределения напряжений в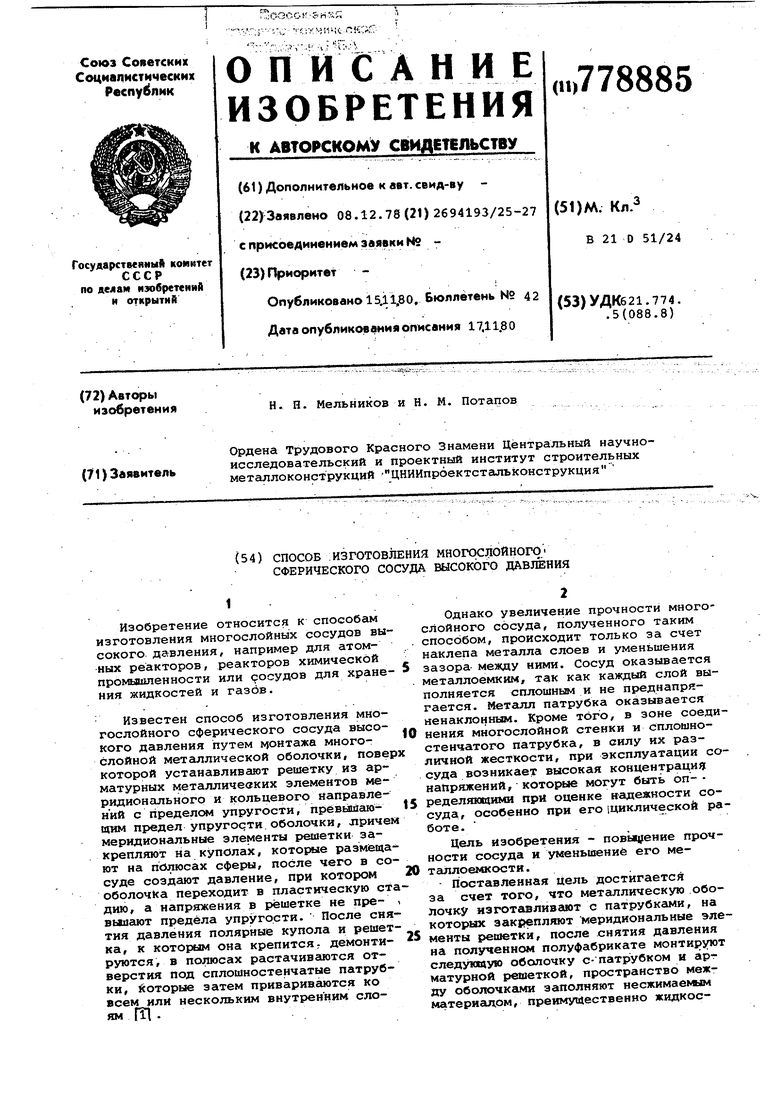
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлокомпозитный баллон высокого давления с горловинами большого диаметра | 2020 |
|
RU2754572C1 |
| Способ монтажа патрубка в многослой-HOM КОРпуСЕ СОСудА ВыСОКОгО дАВлЕНия | 1979 |
|
SU804296A1 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
| МЕТАЛЛО-КОМПОЗИТНЫЙ БАЛЛОН ДАВЛЕНИЯ | 2010 |
|
RU2439425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРЯЖЕННО-АРМИРОВАННОГО КУПОЛЬНОГО ПЕРЕКРЫТИЯ | 1999 |
|
RU2160345C2 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2020 |
|
RU2757315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| ЗАЩИТНАЯ ОБОЛОЧКА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ | 2011 |
|
RU2528654C2 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| ТРУБОБЕТОННАЯ СВАЯ С УСИЛЕННЫМ ОСНОВАНИЕМ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2011 |
|
RU2492294C1 |