Изобретение относится к сварке, в частности к способам монтажа патрубка в многослойном корпусе сосуда высокого давления, и может найти 11ри венение в различных отраслях про14Д2шенности при изготовлении атомных реакторов, реакторов химической промышленности и т.п. сооружений. Известен способ монтгика патрубка в многослойном сосуда высокого давления, при котсч ом после установки и приварки патрубка отверстии многослойной стенки емкости на участок, в котором расположен патрубок, устанавливают пояс из нескольких слоев металлических полос, щяедающий дополнительную прочность стенке емкости в зоне патрубка ij. Однако в этом способе сплошностеи чатый патрубок сваривается с многослойной стенкой и дополнительным поясом монолитным сварным taaoMt В результате в зоне перехода от миогос лойной стенки к сплошному патруб)су возникает резкий скачок жесткости. При сварке вследствие усадки шва воз никают дополнительные дефор мации, кроме ТОГО-, монолитный шов за щемляет многослойную стенку, имеющую меньшую жесткость. Все это приводит к низкой прочности зоны патрубка, особенно при циклической работе. Известен также способ монтажа патрубка в многослойном корпусе сосуда высокого давления, при котором в каждом слое корпуса выполняют отверстия, увеличивая их диаметры от слоя к слою, начиная с внутреннего, устанавливают патрубок и приваривают к внутреннему слою корпуса, поочередно надевают ца патрубок шайбу,, располагай их в соответствующем отверстии слоя корпуса, и выпрлияют сварку каждой из шайб с соответствующим слоем корпуса и с патрубком 2. При таком способе монтажа сохраняется сплошной июв, соединяю1ф й патрубок с многослойной стенкой, правда, он становится более узким. Однако скачок жесткости в зоне пег рекода от стеики к патрубку сохраняется, так как патрубок сплошностенчатый. Это приведет к низкой прочности эоны патрубка, особенно при циклической работе. Кроме того, патрубок и многослойная стенка в зоне патрубка не преднапрягается. Цель изобретения - повышение ка чества сварного соединения путем
увеличения прочности сварного шва в зоне патрубка.
Для этого патрубок изготавливгиот многослойным из отдельных цилиндрических элементов причем Кс1жлый последующий элемент выполняют с внутренним диаметром, меньшим внешнего диаметра предыдущего элемента, внутренний цилиндрический элемент приваривают к внутреннему слою корпуса, остальные цилиндрические элементы сваривают с соответствующими шайбами, нагревают их, затем последовательно устанавливают на внутренний элемент и друг на друга и приваривают к кромкам соответствующего отверстия слоя корпуса.
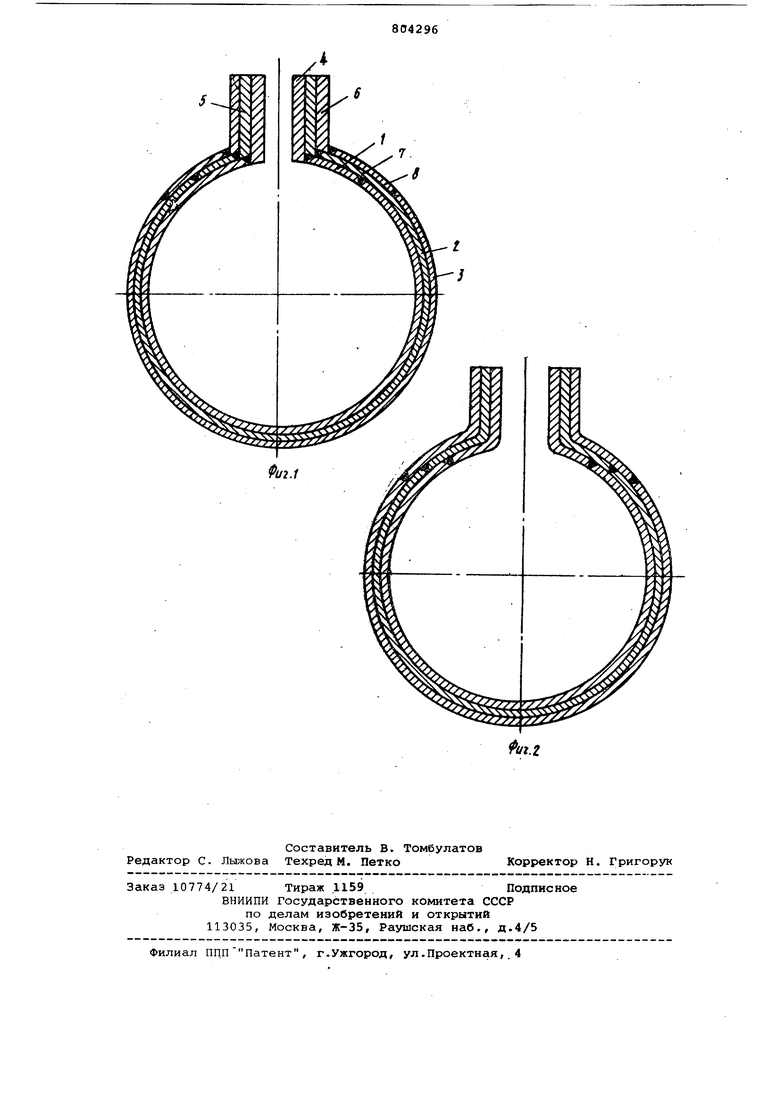
На фиг.1 представлена полученная предложенным способом конструкция, общий ВИД} на фиг.2 - вариант многослойного патрубка, у которого каждый слой выполнен заодно с шайбой (без сварных швов) и в горячем состоянии надет на предыдущий .
Технология способа состоит в следующем.
В первом, внутреннем, слое 1 корпуса сосуда высокого давления вырезают отверстие, соответствующее по диаметру первому слою патрубка. В последующих слоях 2 и 3 корпуса вырезают отверстия с последовательным увеличением диаметров. Затем в отверстие первого слоя корпуса устанавливают и приваривгиот цилиндрический элемент 4, являющийся первым слоем патрубка.
Отдельно изготавливают цилиндрические элементы 5 и 6, являкяциеся соответственно вторым и третьим слоем патрубка, и приваривают к ним шайбы 7 и 8, диаметры которых соответствуют отверстиям 2 и 3 корпуса сосуда. Внутренний диаметр элемента 5 на некоторую величину, обеспечивакяцую натяг, меньше наружного диаметра элемента 4, а внутренний диа- метр элемента 6 соответственно меньше наружного диаметра элемента 5.
Цилиндрический элемент 4 с приваренной шайбой 7 разогревают и в горячем состоянии надевают на первы слой патрубка. Шайбу 7 приваривают к кромке отверстия в слое 2 корпуса После остывания первый слой патрубка оказывается сжатым, а шайба 7 плотно прижатой к внутреннему слою корпуса.
Аналогичио монтируют цилиндрический элемент 5 с приваренной шайбой 8 и все остальные шайбы и слои патрубка в зависимости от количества слоев корпуса.
В результате получают сосуд высокого давления, обладающий повышенной прочностью и надежностью, так как многослойный патрубок приварен к стенке разнесенными швами. Кроме тог все слои патрубка оказываются благоприятно преднапряженными при горячей посадке слоев патрубка. Это позволяет еще больше повысить его прочность
Формула изобретения
Способ монтажа патрубка в много0 сло.йном корпусе сосуда высокого давления, при котором в каждом слое корпуса выполняют отверстия, увеличивая их диаметры от слоя к слою, начиная с внутреннего, устанавливают патруg бок и приваривают к внутреннему слою Корпуса, поочередно надевают на патрубок шайбы, располагая их в соответствующем отверстии слоя корпуса, и выполняют сварку каждой из шайб с соответствукицим слоем корпуса и патрубком, отличающийся тем, что, с целью повышения качества сварного соединения путем увеличения прочности сварного шва в зоне патрубка, патрубок изготавливают многослойным из отдельных цилиндрических элементов, причем каждый последующий элемент выполняют с внутренним диаметром, меньшим внешнего диаметра пред{4дуцего элемента, внутренний ци0 линдрйческий элемент приваривают к внутреннему слою корпуса, остальные цилиндрические элементы сваривают с соответствующими шайбами, нагревают их, затем последовательно устанавлйвгиот на внутренний элемент и друг на друга и приваривают к кромкам соответствующего отверстия слоя корпуса.
Истоо1ники информации, принятые во внимание при экспертизе
О 1. Патент Японии 41-20306, кл. 64 НО, опублик. 1966.
2. Патент Японии 444836, кл. 64 НО, опублик. 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ГАЗОЖИДКОСТНОЙ СМЕСИ ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2359734C2 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ОТВОДА К ДЕЙСТВУЮЩЕМУ ГАЗОПРОВОДУ | 2002 |
|
RU2236630C1 |
| Способ изготовления сверхнегабаритных многослойных корпусов сосудов высокого давления и труб | 1977 |
|
SU770623A1 |
| Способ изготовления многослойных сосудов высокого давления | 1976 |
|
SU670363A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| ПАЛЛЕТНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2705614C1 |
| ВКЛАДЫШ ДЛЯ ПАЛЛЕТНОГО КОНТЕЙНЕРА | 2016 |
|
RU2705990C1 |
| ПЛАСТМАССОВЫЙ ВНУТРЕННИЙ РЕЗЕРВУАР С ВКЛАДЫШЕМ | 2017 |
|
RU2733819C2 |