(54) ТОРЦОВЫЙ ШЛИФОВАЛЬНЫЙ КРУГ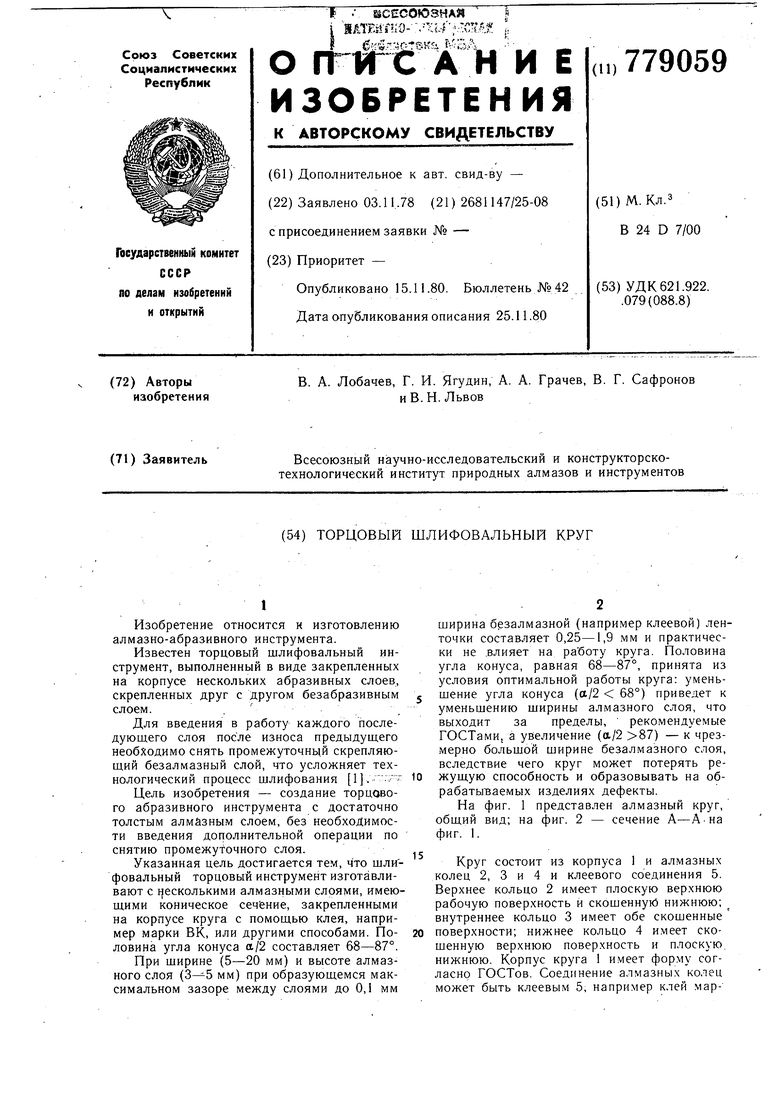
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2009866C1 |
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| Шлифовальный инструмент | 1976 |
|
SU631327A1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| Шлифовальный инструмент | 1990 |
|
SU1781022A1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
SU1760719A1 |
1
Изобретение относится к изготовлению алмазно-абразивного инструмента.
Известен торцовый шлифовальный инструмент, выполненный в виде закрепленных на корпусе нескольких абразивных слоев, скрепленных друг с другом безабразивным слоем.
Для введения в работу каждого последующего слоя после износа предыдущего необходимо снять промежуточный скрепляющий безалмазный слой, что усложняет технологический процесс шлифования 1.
Цель изобретения - создание торцового абразивного инструмента с достаточно толстым алмазным слоем, без необходимости введения дополнительной операции по снятию промежуточного слоя.
Указанная цель достигается тем, что шлифовальный торцовый инструмент изготавливают с 1|есколькими алмазными слоями, имеющими коническое сечение, закрепленными на корпусе круга с помощью клея, например марки ВК, или другими способами. Половина угла конуса а/2 составляет 68-87°.
При ширине (5-20 мм) и высоте алмазного слоя ( мм) при образующемся максимальном зазоре между слоями до 0,1 мм
ширина брзалмазной (например клеевой) ленточки составляет 0,25-1,9 мм и практически не .влияет на работу круга. Половина угла конуса, равная 68-87°, принята из условия оптимальной работы круга: уменьшение угла конуса (а/2 68°) приведет к уменьшению ширины алмазного слоя, что выходит за пределы, рекомендуемые ГОСТами, а ув;еличение (а/2 87) - к чрезмерно большой ширине безалмазного слоя, вследствие чего круг может потерять ре10 жущую способность и образовывать на обрабатываемых изделиях дефекты.
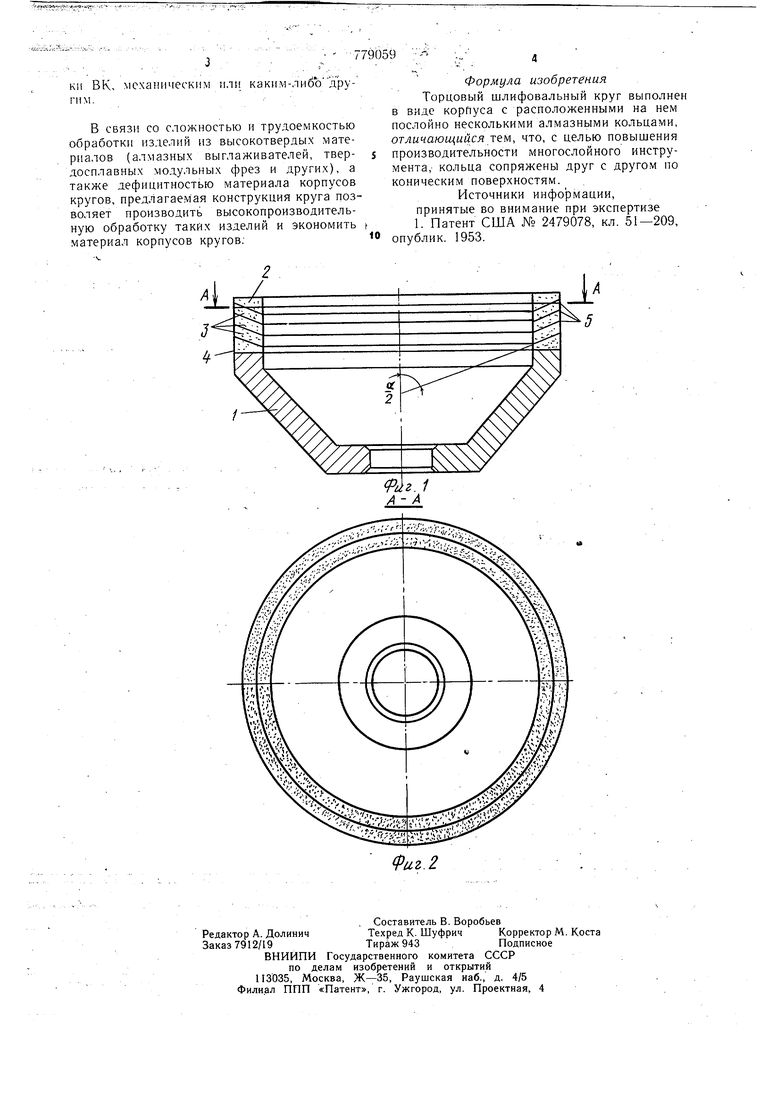
На фиг. 1 представлен алмазный круг, общий вид; на фиг. 2 - сечение А-А-на фиг. 1.
Круг состоит из корпуса 1 и алмазных колец 2, 3 и 4 и клеевого соединения 5. Верхнее кольцо 2 имеет плоскую верхнюю рабочую поверхность и скошеннукЗ нижнюю; внутреннее кольцо 3 имеет обе скошенные 20 поверхности; нижнее кольцо 4 имеет скошенную верхнюю поверхность и плоскую, нижнюю. Корпус круга 1 имеет форму согласно ГОСТов. Соединение алмазных колец может быть клеевым 5, например клей марKii ВК, механическим или каким-либЬ другим.. В связи со сложностью и трудоемкостью обработки изделий из высокотвердых материалов (алмазных выглаживателей, твердосплавных модульных фрез и других), а также дефицитностью материала корпусов кругов, предлагаемая конструкция круга позволяет производить высокопроизводительную обработку таких изделий и экономить материал корпусов кругов; Формула изобретения Торцовый шлифовальный круг выполнен в виде корпуса с расположенными на нем послойно несколькими алмазными кольцами, отличающийся тем, что, с целью повышения производительности многослойного инструмента,- кольца сопряжены друг с другом по коническим поверхностям. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2479078, кл. 51-209, опублик. 1953.
