1
Изобретение относи.тся к промьдаленности строительства и стройматериалов, в частности к производству стеклоиэДелий, и может быть использовано в радиоэлектронике,5
Известен способ беэвакуумной калибровки стеклянной трубки путем . осаживания разогретого до пластического состояния стекла на металлическую оправку 11J, Способ характе- Ю ризуется простотой процесса калибров-, ки.
Недостатки этого способа - брльшая вероятность прилипания стекла к оправке вследствие высокой темпе- 15 ратуры нагрева и его растрескивания при охлаждении и непрямол инейность стеклянных трубок Малого диаметра и большой длины, , .
Наиболее близким к предлагаемому 20 является способ получ ния стеклянной трубки с точными геометрическими размерами внутренней поверхности методом вакуумной калибровки на металлической оправке. Калибровка 25 происходив: в результате нагрева стеклянной трубки до пластического состояния и плотного прижатия стекла к расположенной внутри трубки оправке под действием перепада давлений
на стенках трубки: вакуум внутри трубки, атмосферное давление .снаружи.
Достигаемая в производственных условиях точность срс тавляет микроны на миллиметр поперечного сечения 2 ..
Недостатком способа является невозможность получения прямолинейных стеклянных трубок малого сечения и большой длины вследствие коробления Металлической оправки при нагреве, кроме того непрямолинейность трубки полностью.не устраняется |Ша обус 1Ьвлена воэникновением неодинаковых напряжений в стенке трубки вдоль ее образующей из-за разной толщинности стенки и зависит от усилия натяга оправки, скорости нагрева и геометрических размеров трубки, Процесс недостаточно производителен, требует при малых сечениях трубки использования металлических оправок одноразового применения, и для его осуществления необходимы точные станки вакуумной калибровки с устройствами регулируемого натяжения оправки для калибровКИ, .- - - ;
Цель йзоб ретемия - повышение качества стеклянной трубки и повышение
произБОдительности процесса изготов-ления.
Цель достигается тем, что в способе изготовления стеклянной трубки, включающем калибровку по внутреннему диаметру на оправке, после калибровки оправку извлекают, в трубку вводят с зазором упругий стержень и производят термообработку трубки состержнем в вертикальном положении при температуре, на 10-40 с превышающей температуру начала размягЧеТГйя стекла, причем в качестве материала для изготовления стержня испольэуют алюмооксидную керамику. Выпрямление происходит за счет вязкопластйческого течения размягченного стекла под действием упругого стержня.
Алюмооксидмая керамика типа А-995 сохраняет высокую прочность и упругость вплоть до температуры ЮОО-с, в то время как все металлы значительно ухудшают свои прочность, упругость формоустойчивость при нагревании, В предлагаемом способе не требуется натяжение стержня и нет необходимости создавать перепад давлений на стенку трубки, как при вакуумной калибровке стеклянных трубок. Стрела прогиба выЬрЯмленной этим способом стеклянной трубки должна быть равной стреле прогиба стержня, вводимого в трубку.. Экспериментальная .проверка показывает, что если трубка имеет прогиб больший, чем у стержня, то это свидетельствует о том, что режим прямления не оптимален: малы температура или время термообработки.
Оптимальный оежим процессатермообработки подбирают экспериментально
в зависимости от марки стекла и геометричности размеров трубки. В случае высоких температур нагрева и большого времени выдержки происходит уменьшение внутреннего диаметра трубки под действием сил поверхностного натяжения, и удаление стержня из трубки после термообработкй :значитёЛьно усложняется. Термообработку производит при Вертикальном положении трубки со стержнем во избежание нарушения внутреннего и наружного диа метров трубки - появления эллйпсности под действием веса трубки,
Способ применяют при изготовлении точных стеклян1шх трубок малого сечения с внутренним диаметром от 0,7 до 4 мм и длиной.до 300 мм. При большем диаметре не реализуются упругие свойства стержня, при большей длине и меньшем диаметре значительно усложняется изготовление стержня и возрастает опасность, его поломки при введении в,трубку. С увеличением (в известных пределах) стрелы прогиба стеклянной трубки эффективность ее прямления возрастает. Однако при
большой непрямолинейности ч rij:)ii наличии в трубке изломов возрастает опасность механической поломки стержня...
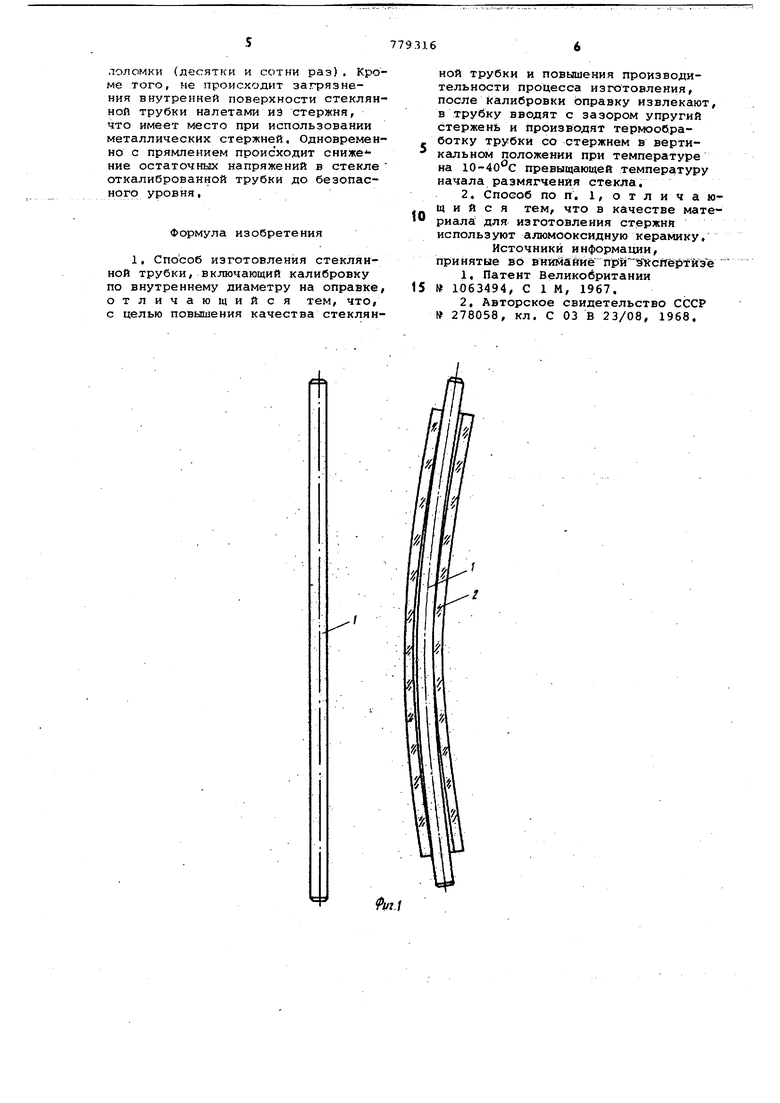
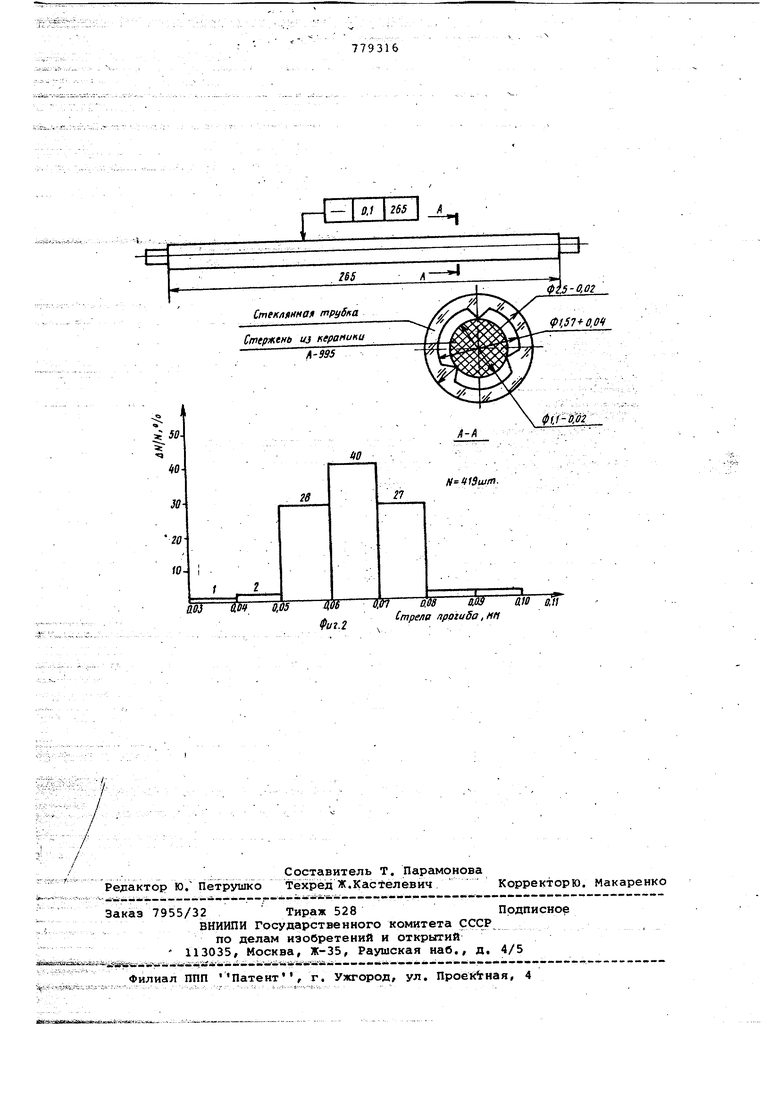
На фиг. 1 схематически изображен стержень с трубкой; на фиг. 2 - опыные показатели изготовления трубок.
Способ осуществляется следующим образом. -.
Изготавливают, шлифованные стержни 1 из керамики А-995 с диаметром на 0,02-0,03 мм, меньшим внутреннего диаметра калиброванной стеклянной трубки, длиной на 10-20 мм большей длины трубки и с минимально возможной Стрелой прогиба. После осаживания стекла на оправку (калибровки трубки) извлекают оправку и в трубку 2 вводят керамический стержень 1 так, чтобы он выступал с обоих концов трубки. Трубки 2 с введенными в них стержнями 1 устанавливают в вертикальном положении в штативе, штатив помещают в вертикальную печь отжига. Нагревают печь в среде воздуха или азота до температуры, на 10-40с превышающей температуру начала размягчения стекла, и производят выдержку при этой температуре в течение времени, зависящего от массы выпрлг-1ляемых трубок, обычно в течениэ 20-30 мин. Затем печь охлаждают со скоростью 150-2ОО с/ч до комнатной температуры во избежание возникновения напряжений в стекле.
Вынимают штативиз печи, снимают трубки и извлекают из них стержни. Признаком прямолинейности трубки является выпадение из нее стержня под действием его собственного веса. Па фиг. 2 приведено экспериментально полученное распределение калиброванных трубок сложного профиля изготовленных из стекла марки С37-2 с температурой размягчения бОО-с, по стреле прогиба после прямления по предлагаемому способу. До прямления трубки имеют стрелу прогиба в пределах от 0,3 до 2 мм. Стержни из керамики А-995, использованные для прямления трубки, имеют стрелу прогиба 0,06-0,10 мм. Прямление производят при нагреве до 630°С, выдержке при этой температуре в течение 25-30 мин и охлаждении со скорость 200°С/ч до комнатной температуры.
Как видно из фиг. 2, большинство выпрямленных трубокимеют стрелу прогиба в пределах, от 0,05 до 0,10 мм.
Способ может быть эффективно использован в серийном производстве Он имеет высокую пр.оизводительность так как предполагает одновременное прямление большого количества трубок. Стержни для прямления можно использовать многократно до их .
лоломки (десятки и сотни раз), Кроме того, не происходит загрязнения внутренней поверхности стеклянной трубки налетами ИЗ стержня, что имеет место при использовании металлических стержней. Одновременно с прямлением происходит снижв ние остаточных напряжений в стекле откалиброванной трубки до безопасного уровня.
Формула изобретения
1, Способ изготовления стеклянной трубки, включающий калибровку по внутреннему диаметру на оправке, отличающийся тем, что, с целью повышения качества стеклянной трубки и повышения производительности процесса изготовления, после калибровки оправку извлекают, в трубку вводят с зазором упругий стержень и производят термообработку трубки со стержнем в вертикёшьном положении при температуре на 10-40с превышающей температуру начала размягчения стекла,
2. Способ по п. 1, отличающийся тем, что в качестве материала для изготовления стержни используют алюмооксидную керамику.
Источники информации, принятые so Внййаййё прй йГй:сг1ертйзё
1,Патент Великобритании
5 № 1063494, С 1 М, 1967,
2,Авторское свидетельство СССР №278058, кл. С 03 В 23/08, 1968,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной калибровки стекляннойТРубКи | 1975 |
|
SU833587A1 |
| Способ калибрования стеклянных трубчатых оболочек | 1985 |
|
SU1316981A1 |
| Устройство для изгибания стеклянных трубок | 1982 |
|
SU1054311A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАСТРУБА СТЕКЛЯННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2745785C1 |
| Способ изготовления проницаемого элемента | 1990 |
|
SU1772643A1 |
| Способ резки стеклянных трубок | 1980 |
|
SU966048A1 |
| Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов | 2018 |
|
RU2676296C1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| ФОТОННО-КРИСТАЛЛИЧЕСКОЕ ХАЛЬКОГЕНИДНОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2552590C1 |
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
rti
Й/гГ
Стеклянная трубка
С( из керапи и А-995
50
ч
40 X
20 100,05
Фиг.2
(1-Ш
йН йТГ Стрела npgiuSa, нп
