Известный метод лужения вручную, в частности, радиаторных трубок, -имеет ряд существен-ных недо-статков: низкую производительность труда, высокий нроцент брака, низ кое качество изделий, неудовлетворительные условия труда и большой перерасход олова-припоя.
Предлагаемый аппарат для лужения устраняет эти недостатки -путем механизации процесса л жения.
Отличительная особенность предлагаемого аппарата заключается в том, что в нем все процессы производятся непрерывно при помощи движущихся цепей, перемещающих детали через ваину с хлористым цинком и через ванну с расплавлен,ным припоем, покрытым слоем горячего масла с высокой температурой вспышки.
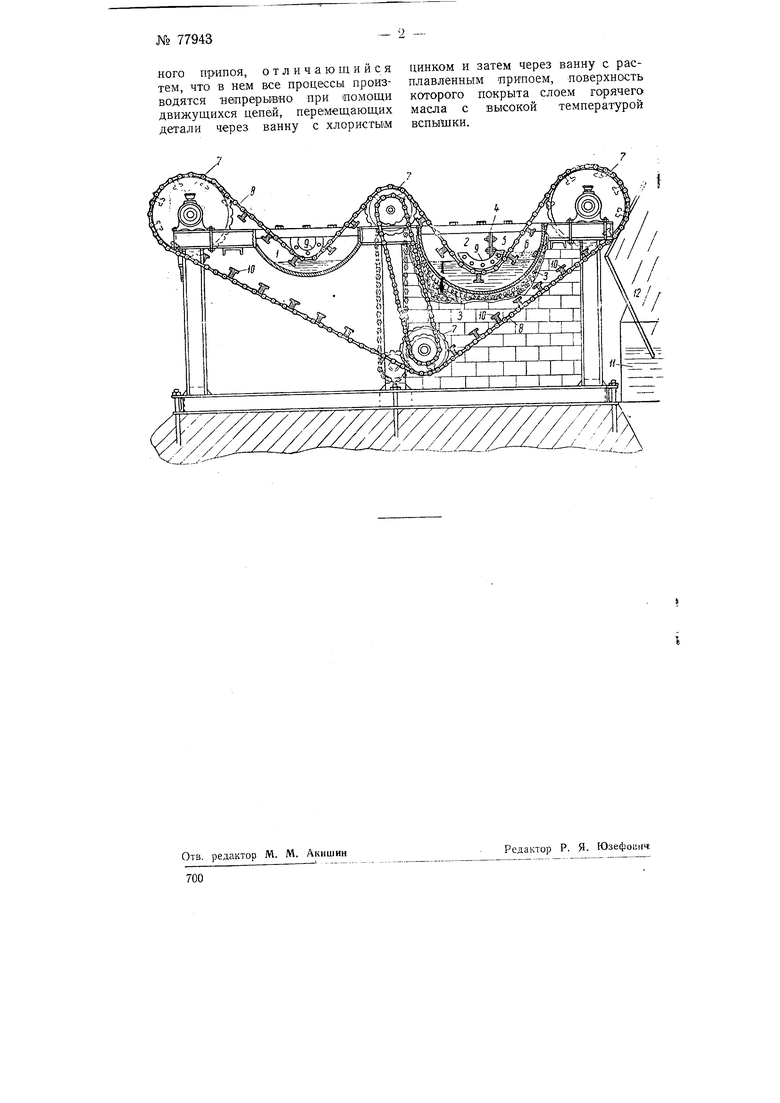
На чертеже -изображена принципиальная схема устройства аппарата для лужения.
На металлическом каркасе установлены ва-н«а J для флюса хлористого цинка и ванна 2 - для олова-припоя. Электронагреватель 3 под ванной 2 обеспечивает плавление олова-припоя при 220-230°С. В ванне 2 перегородка 4 отделяет ваину 5, «дном которой служит поверхность расплавленного припоя.
На расплавленный припой наливают слой гидрогенезированного масла 6, температура кипения которого выше 240°.
На четырех звездочках 7 установлена замкнртая цепь 8, проходящая в ваннах по ползункам 9. Цепь 8 имеет держатели-каретки JO, на которые укладывают детали для лужения. Детали после ванны 5 выпадают из держателей-кареток 10 в .щелочную ванну /У по лотку 12. Для предохранения от возгорания .масла в масляной ванне 5 установлен предохранитель из сплава, выключающий электронагреватель при температуре масла 240-250°, в зависимости от марки припоя и температуры вспышки масла.
Процесс лужения сводится к следующему. Радиаторные трубки закупоривают алюминиевыми пробка.ми-конуса.ми и укладывают конца-ми на правую и левую каретки. При движении цепи трубки проходят ванны и облуживаются. Избыток припоя снимается три прохождении цепи с трубками через слой масла.
Предмет изобретения
Аппарат для лужения путем покрытия деталей слоем расплавлен699кого пр-ипоя, отличающийся тем, что в нем все процессы производятся непрерывно при помощи движущихся цепей, перемещающих детали через ванну с хлористым цинком и затем через ванну с расплавленным припоем, поверхность которого покрыта слоем горячего масла с высокой температурой вспыШки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения кромки ленточного материала | 1937 |
|
SU52642A1 |
| Способ автоматического горячего лужения и устройство для осуществления способа | 1951 |
|
SU94709A1 |
| Машина для лужения радиаторных трубок | 1949 |
|
SU87599A1 |
| СПОСОБ УВЕЛИЧЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ИЗДЕЛИЙ АВИОНИКИ | 1995 |
|
RU2116172C1 |
| Агрегат для непрерывного производства рулонной электролитически луженой лакированной жести | 1950 |
|
SU93718A1 |
| Флюс для гомогенного освинцевания | 1961 |
|
SU141711A1 |
| Флюс для горячего нанесения покрытий | 1980 |
|
SU973663A1 |
| Способ горячего лужения или освинцования жести | 1932 |
|
SU31728A1 |
| Флюс для пайки и лужения медной проволоки | 2020 |
|
RU2741607C1 |
| Способ зачистки и лужения проводов с фторопластовой изоляцией | 1980 |
|
SU930464A1 |