Изобретение относится к литейному производству, а именно к составам облицовочных смесей для изготовления форм при производстве алюминиевого ;ЛИТЬЯ. . Наивысшие значения механических свойств отливок из алюминиевых сплавов обеспечиваются при литье их в металлические формы(кокиль). При этом свойства образцов, вырезанных из отливок, близки по своим значениям к свойствам отдельно отлитых образцов или даже превосходя;т nxfll . Однако в металлических формах возможно получение годных отливок лишь из сплавов эвтектического типа, т.е. застывающих одновременно во всем объеме и имеющих узкий интервал кристаллизации. В таких отливках при литье в кокиль не возникают внутренние напряжения, приводящие к образованию горячих трещин. При литье в металлические формы алюминиевых сплавов, имеющих широкий -интервал кристаллизации, например сплавы Ал119, ВАЛ-10 и др., получени годных отливок затруднено из-за боль ших внутренних напряжений, возникающих при усадке отливок, что приводит почти к 100%-ному браку отливок по трещинам. Экономически целесообразно применение кокильного литья лишь в случае изготовления большого количества отливок. Поэтому, несмотря на увеличение применения специальных способов литья(литье в кокиль и пр.).обеспечивающих получение отливок повьшенной прочности, литье в песчаные формы находит еще до с-лх пор широкое применение, в частности при литье сплавов Ал119 и ВАл-10. При этом возникают трудности в получении годных отливок, в частности из-за замедлениой скороети кристаллизации в отливках образуется усадочная пористость, в результате чего резко снижгиотся их механические свойства и возможно возникновение горйчих трейшн. Для борьбы с усадочной пористостью применяют металлические холодильники, изготовленные из чугуна, стали или алюминия. .Однако применение холодильников обуславливает резкий перепад температур по зонам отливки и зачастую приводит к образованию горячих трещин под холодильниками или между ними.
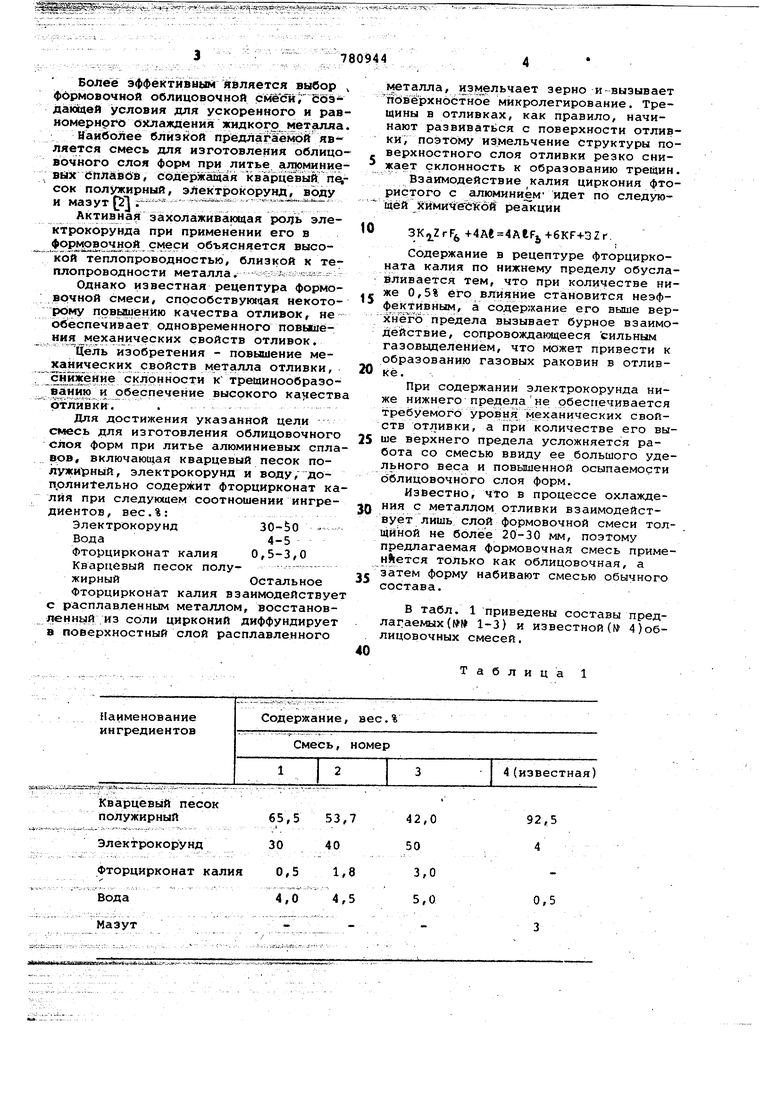
780944 Более эффективным Является выбор формовочной облицовочной смёбиГ оэ дающей условия для ускоренного и рав номерного охлаждения жидкого металла Наиболее близкой пр.ёдлагЖёмрЙяв Ляется смесь для изготовления облицо вочного слоя форм при литье а;поминие 3ttx ёПЛАтввв, содержащая Кварцевый п4 сок полужирный, электроКорунд, воду и мазут (У| --- «- -- - --Активная захолаживающая роль электрокорунда при применении его в фор в очлой смеси объясняется высокой теплопроводностью, близкой к теплопроводности металла. Однако известная рецептура формовочной смеси, способствующая некоторому повышению качества отливок, не обеспечивает одновременного повышения механических свойств отливок. Цель изобретения - повышение механических свойств металла отливки, «сн ижение склонности к трещинообразованию и обеспечение высокого качеств отливки. . - Для достижения указанной цели смесь для изготовления облицовочного слоя форм при литье алюминиевых спла вов, включающая кварцевый песок полужирный, электрокорунд и воду, доп.олниТельно содержит фторцирконат ка лия при следующем соотношении ингредиентов, вес.%: Электрокорунд 30-ёО . Вода4-5 Фторцирконат калия 0,5-3,0 Кварцевый песок полу- .,--, жирныйОстальное Фторцирконат калия взаимодействуе с расплавленным металлом, восстановленный из соли цирконий диффундирует а поверхностный слой расплавленного Металла, и змельчает зерно и-вызывает йовёрхностное микролегирование. Трещины в отливках, как правило, начинают развиваться с поверхности отливки, поэтому измельчение структуры поверхностного слоя отливки резко снижает склонность к образованию трещин. Взаимодействие калия циркония фториртого с алюминием идет по следующей сймичееКсоЙ реакции ,,+6KF+3Zr. Содержание в рецептуре фторцирконата калия по нижнему пределу обуславливается тем, что при количестве ниже 0,5% его влияние становится неэффе кдивным, а содержание его выше верхнё гб предела вызывает бурное взаимодействие, сопровождающееся сильным газовыделёНием, что может привести к образованию газовых раковин в отливКё. При содержании электрокорунда ниже нижнего предела не обеспечивается требуемого уровня механических свойств отливки, а при количестве его выше верхнего предела усложняется работа со смесью ввиду ее большого удельного веса и повышенной осыпаемости облицовочного слоя форм. Известно, что в процессе охлаждения с металлом отливки взаимодействует лишь слой формовочной смеси толщиной не более 20-30 мм, поэтому предлагаемая формовочная смесь применЛется только как облицовочная, а затем форму набивают смесью обычного состава. В табл. 1 приведены составы предлагаемых( 1-3) и известной(№ 4)облицовочных смесей. Таблица 1
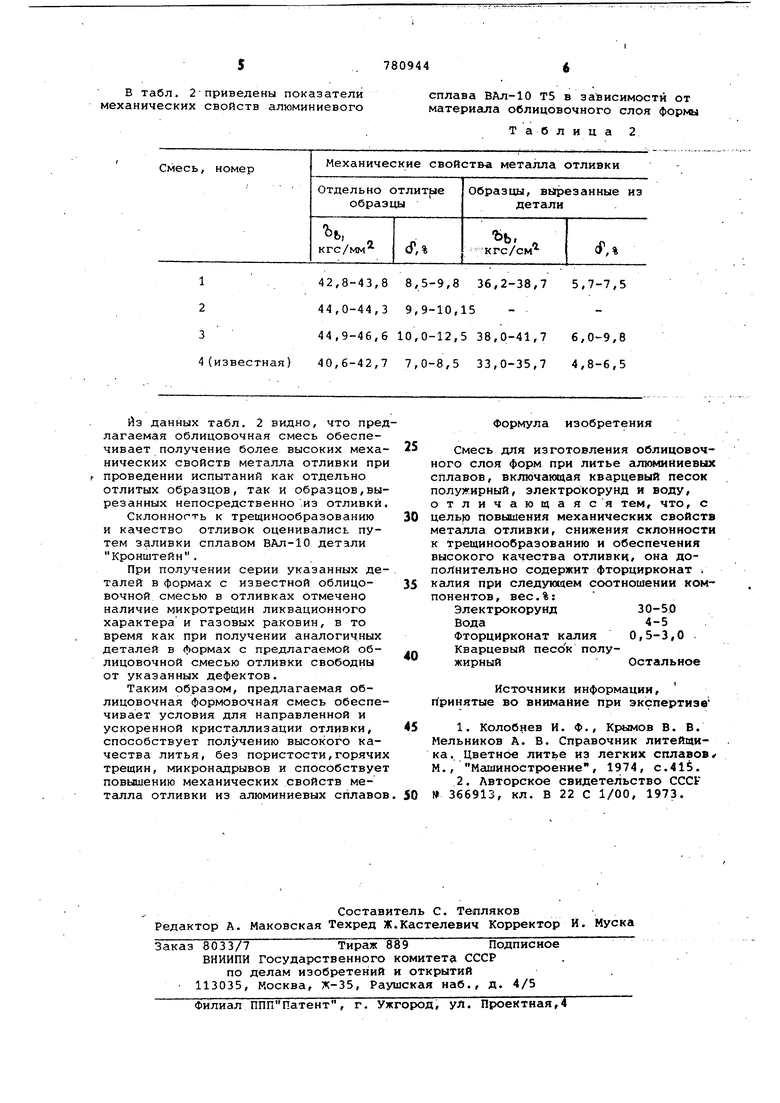
В табл, 2 приведены показатели механических свойств алюминиевого
сплава ВАл-10 Т5 в зависимости от материсша облицовочного слоя формы
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ СМЕСЬ | 1973 |
|
SU366913A1 |
| Облицовочная смесь для литейных форм | 1979 |
|
SU772671A1 |
| Смесь для изготовления литейных форм и стержней | 1977 |
|
SU730444A1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2000 |
|
RU2188733C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Флюс для обработки литейных алюминиевых сплавов | 1982 |
|
SU1049556A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Формовочная смесь для литья магниевых сплавов | 1990 |
|
SU1828418A3 |
| Способ изготовления литейных форм по легкоплавким моделям | 1980 |
|
SU891203A1 |
| Способ литья под регулируемым газовым давлением в разовые формы | 1982 |
|
SU1061910A1 |
42,8-43,8 8,5-9,8 36,2-38,75,7-7,5 44,0-44,3 9,9-10,15
44,9-46,6 10,0-12,5 38,0-41,76,0-9,8
40,6-42,7 7,0-8,5 33,0-35,74,8-6,5
Из данных табл. 2 видно, что предлагаемая облицовочная смесь обеспечивает получение более высоких механических свойств металла отливки при проведении испытаний как отдельно отлитых образцов, так и образцов,вырезанных непосредственно .из отливки.
Склонность к трещинообразованию и качество отливок оценивались путем заливки сплавом ВАл-10 детали Кронштейн.
При получении серии указанных деталей в формах с известной облицовочной смесью в отливках отмечено наличие микротрещин ликвационного характера и газовых раковин, в то время как при получении аналогичных деталей в формах с предлагаемой облицовочной смесью отливки свободны от указанных дефектов.
Таким образом, предлагаемая облицовочная формовочная смесь обеспечивает условия для направленной и ускоренной кристаллизации отливки, способствует получению высокого качества литья, без пористости,горячих трещин, микронадрывов и способствует повышению механических свойств металла отливки из алюминиевых сплавов
Формула изобретения
Смесь для изготовления облицовочного слоя форм при литье алюминиевых сплавов, включакхцая кварцевый песок полужирный, электрокорунд и воду, отличающаяся тем, что, с целью повышения механических свойств металла отливки, снижения склонности к трещинообразоваиию и обеспечения высокого качества отливкк, она дополнительно содержит фторциркоиат . калия при следующем соотношении компонентов, вес.%:
Электрокорунд 30-50 Вода4-5
Фторцирконат калия 0,5-3,0 Кварцевый песок полужирныйОстальное
Источники информации, принятые во внимание при экспертизе
