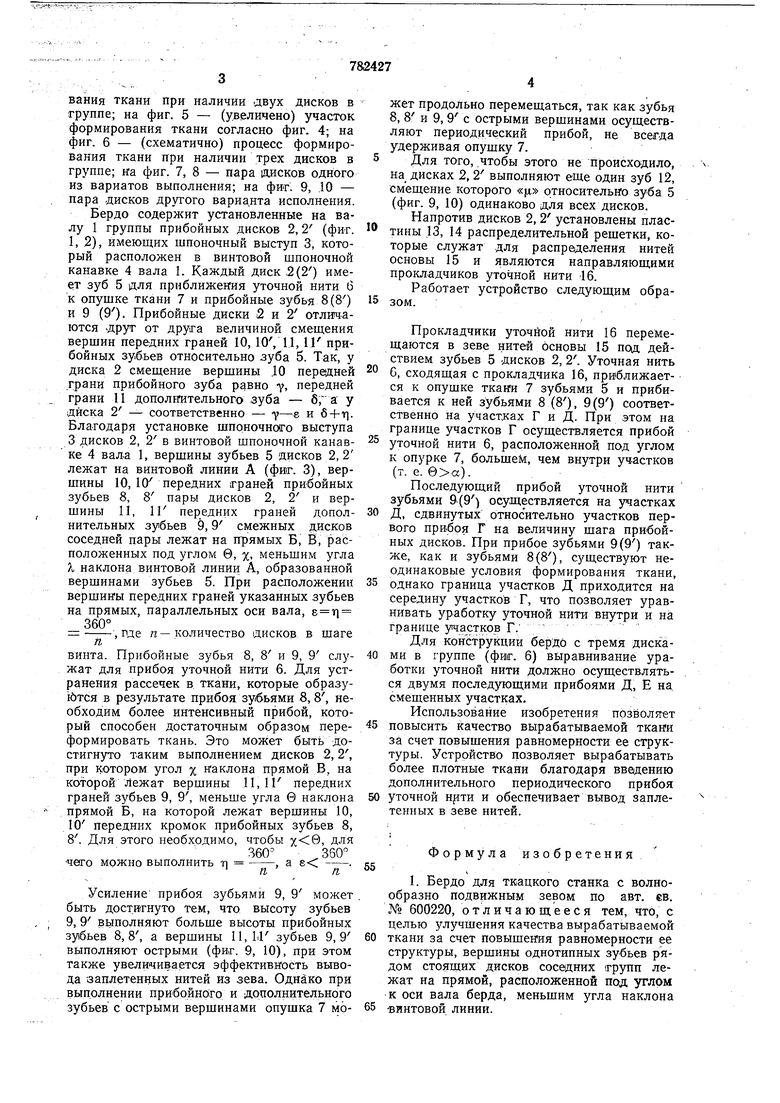
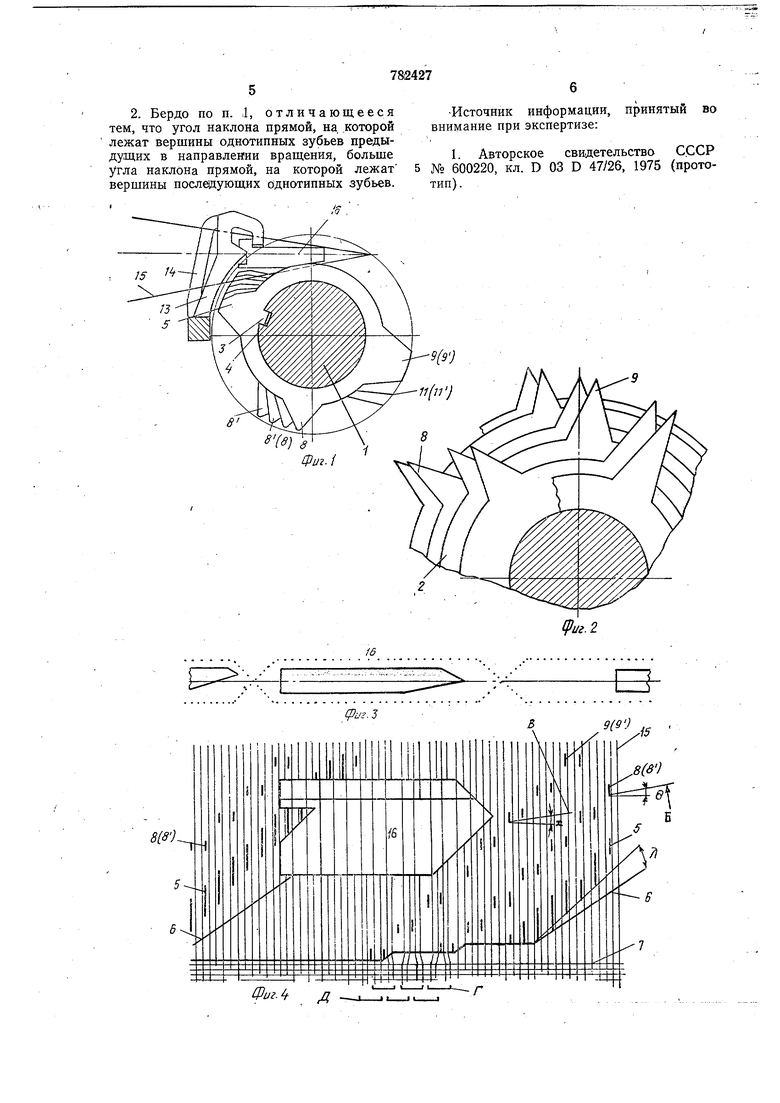
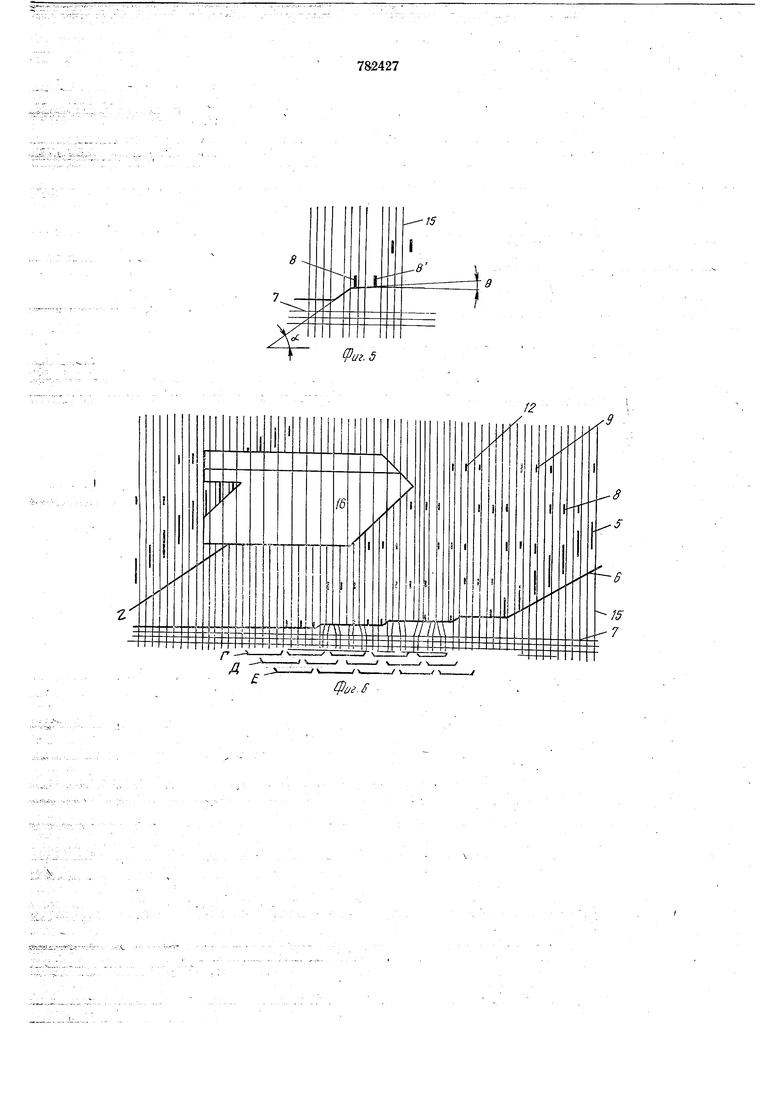
вания ткани при наличии двух дисков в группе; на фиг. 5 - (увеличено) участок формирования ткани согласно фиг. 4; на фиг. 6 - (схематично) процесс формирования ткани при наличии трех дисков в группе; ка фиг. 7, 8 - пара дисков одного из вариатов выполнения; на фиг. 9, .10 - пара дисков другого варианта исполнения. Бердо содержит установленные на валу 1 группы прибойных дисков 2,2 (фиг. I, 2), имеющих шпоночный выступ 3, который расположен в винтовой шпоночной канавке 4 вала I. Каждый диск ,2(2) имеет зуб 5 для приближения уточной нити 6 к опушке ткани 7 и прибойные зубья 8(8) и 9 (90- Прибойные диски 2 и 2 отлигчаются -друг от друга величиной смещения вершин передних граней 10, 10, 11, 11 прибойных зубьев относительно зуба 5. Так, у диска 2 смещение вершины .10 передней ,грани прибойного зуба равио 7. передней грани 11 допольгительного зуба - б, а у диска 2 - соответственно - 7- и б-Ьт. Благодаря установке шпоночного выступа 3 дисков 2, 2 в винтовой шпоночной канавке 4 вала 1, верщины зубьев 5 дисков 2, 2 лежат на винтовой линии А (фиг. 3), вершины 10, 10 передних граней прибойных зубьев 8, 8 пары дисков 2, 2 и вершины 11, 1Г передних граней дополнительных зубьев 9,9 смежных дисков соседней пары лежат на прямых Б, В, расположенных под углом 9, X меньшим угла v наклона винтовой линии А, образованной вершинами зубьев 5. При расположении вершины передних граней указанных зубьев на прямых, параллельных оси вала, к г
360°
, пде /г - количество дисков в шаге
п
винта. Прибойные зубья 8, 8 и 9, 9 служат для прибоя уточной нити 6. Для устранения рассечек в ткани, которые образуйтся в результате прибоя зубьями 8,8, необходим более интенсивный прибой, который способен достаточным образом переформировать ткань. Это может быть достигнуто таким выполнением дисков 2,2, при котором угол % н-аклона прямой В, на которой лежат вершины 11,11 передних граней зубьев 9, 9, меньше угла в наклона прямой Б, на которой лежат вершины 10, 10 передних кромок прибойных зубьев 8, 8. Для этого необходимо, чтобы Д360350
чего можно выполнить т -, а 8 п
п
Усиление прибоя зубьями 9, 9 может быть доститнуто тем, что высоту зубьев 9, 9 вьшолняют больше высоты прибойных зубьев 8,8, а вершины 11,11 зубьев 9,9 вьшолняют острыми (фи,г. 9, 10), при этом также увеличивается эффективность вывода заплетенных нитей из зева. Одна:ко при выполнении прибойного и дополнительного зубьев с острыми вершинами опушка 7 может продольно перемещаться, так как зубья 8, 8 и 9, 9 с острыми вершинами осуществляют периодический прибой, не всегда удерживая опушку 7.
Для того,, чтобы этого не происходило, на дисках 2, 2 вьшолняют еще один зуб 12, смещение которого «ц относительно зуба 5 (фиг. 9, 10) одинаково для всех дисков.
Напротив дисков 2, 2 установлены пластины 13, 14 распределительной решетки, которые служат для распределения нитей основы 15 и являются направляющими прокладчиков уточной нити 16.
Работает устройство следующим образом.
Прокладчики уточной нити 16 перемещаются в зеве нитей основы 15 под действием зубьев 5 дисков 2, 2. Уточная нить
G, сходящая с прокладчика 16, приближается к опущке ткани 7 зубьями 5 и прибивается к ней зубьями 8 (8), 9(9) соответственно на участках Г и Д. При этом на границе участков Г осуществляется прибой
уточной нити 6, расположенной под углом к опурке 7, большем, чем внутри участков (т. е. ).
Последующий прибой уточной нити зубьями 9(9) осуществляется на участках
Д, сдвинутых относительно участков первого прибоя Г на величину шага прибойных дисков. При прибое зубьями 9(9) также, как и зубьями 8(8), существуют неодинаковые условия формирования ткани,
однако граница участков Д приходится на середину участков Г, что позволяет уравнивать уработку уточной нити внутри и на
границе угчастков Г.
Для конструкции бердй с тремя дисками в группе (фиг. 6) выравнивание уработки уточной нити должно осуществляться двумя последующими прибоями Д, Е на смещенных участках.
Использование изобретения прзволггет
повысить качество вырабатываемой ткани за счет повышения равномерности ее структуры. Устройство позволяет вырабатывать более плотные ткани благодаря введению дополнительного периодического прибоя
уточной нрти и обеспечивает вывод заплетенных в зеве нитей.
Формула изобретения
I. Бердо для ткацкого станка с волнообразно подвижным зевом по авт. ев. оАГо 600220, отличающееся тем, что, с целью злучшения качества вырабатываемой
ткани за счет повышения равномерности ее структуры, вершины однотипных зубьев рядом стоящих дисков соседних групп лежат на прямой, расположенной под углом к оси вала берда, меньшим угла наклона
-винтовой линии. 2. Бердо по п. 1, отличающееся тем, что угол наклона прямой, на. .которой лежат вершины однотииных зубьев предыдущих в направлении вращения, больше угла наклона прямой, на которой лежат 5 вершины последующих однотипных зубьев. -Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 600220, кл. D 03 D 47/26, 1975 (прототип).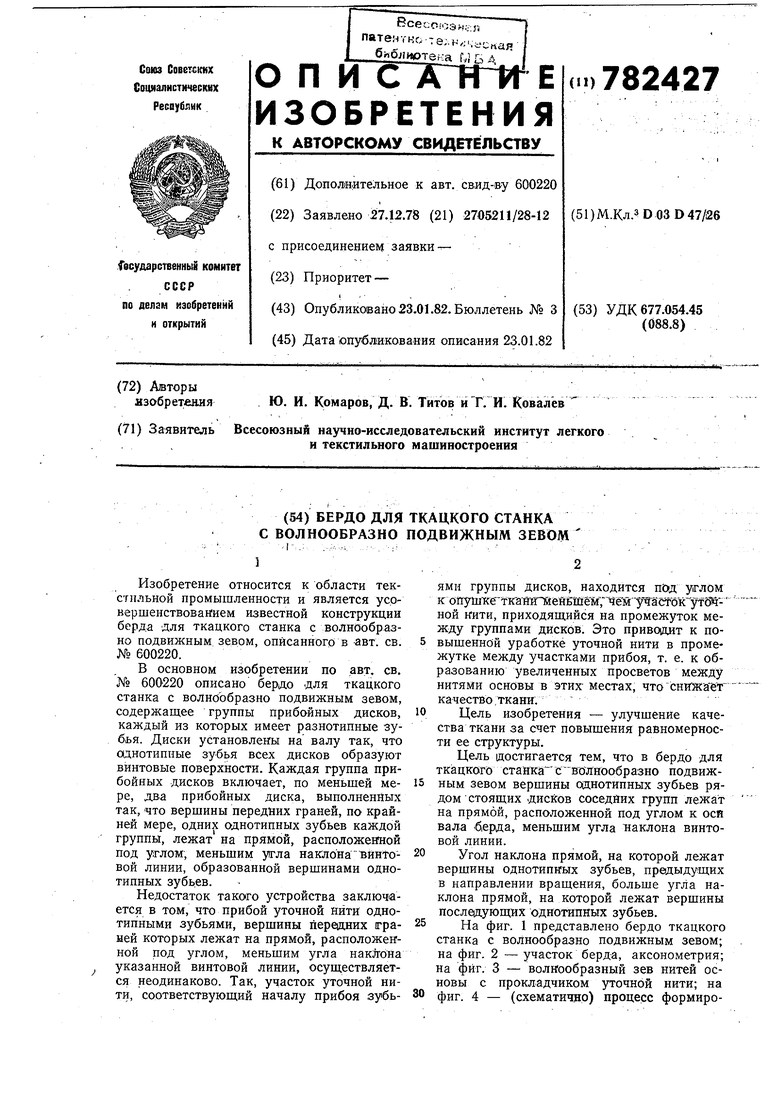
| название | год | авторы | номер документа |
|---|---|---|---|
| Ведро для ткацкого станка с волнообразно подвижным зевом | 1975 |
|
SU600220A1 |
| ТКАНЕФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТКАЦКИХ СТАНКОВ | 1973 |
|
SU390214A1 |
| Прокладчик уточной нити для ткацкого станка с волнообразно подвижным зевом | 1975 |
|
SU582345A1 |
| Способ формирования ткани на ткацком станке с волнообразно подвижным зевом | 1977 |
|
SU705815A1 |
| Способ ткачества | 1987 |
|
SU1423646A1 |
| Бедро для ткацкого станка с волнообразно подвижным зевом | 1975 |
|
SU553854A1 |
| Ткацкий станок с волнообразно подвижным зевом | 1982 |
|
SU1339172A1 |
| Прокладчик утка к многозевному ткацкому станку | 1973 |
|
SU472575A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНЫХ ТЕХНИЧЕСКИХ ТКАНЕЙ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1990 |
|
SU1697467A1 |
| Тканеформирующее устройство к бесчелночному ткацкому станку | 1968 |
|
SU250041A1 |

Фиг. д Г
-II-JI1
5
Риг.5
