(54) СПОСОБ ШТАМПОВКИ ТРОЙНИКОВ И КРЕСТОВИН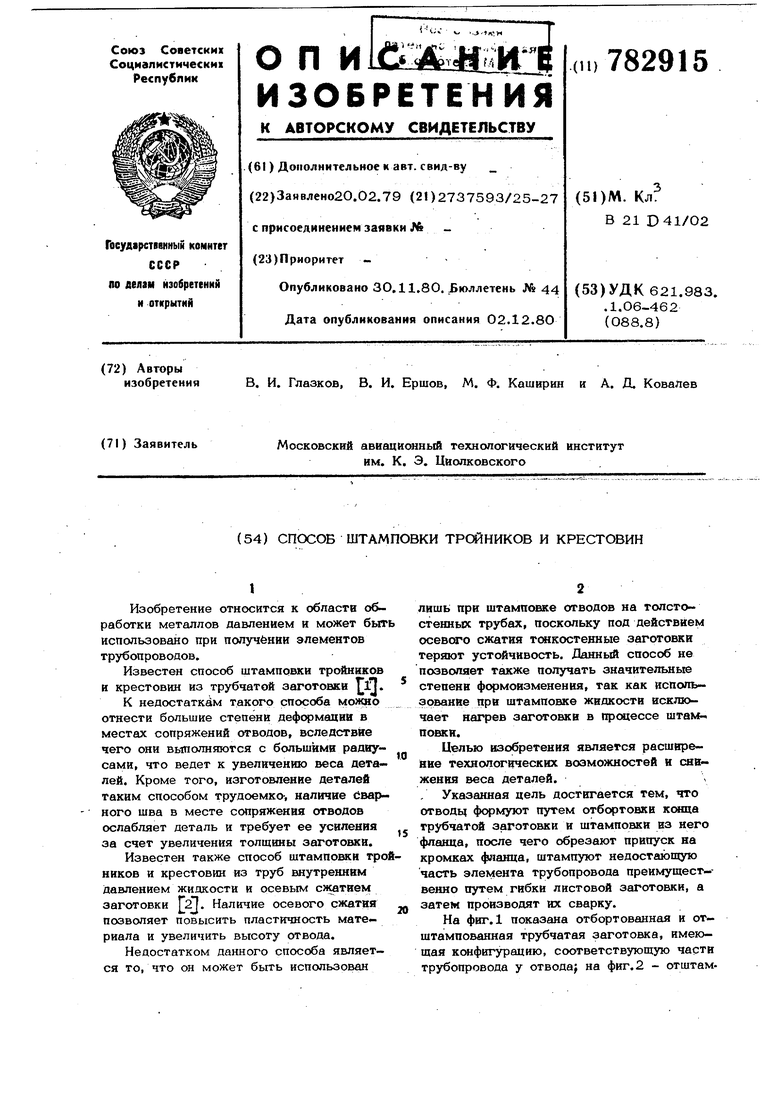
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2009 |
|
RU2438823C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ | 2014 |
|
RU2598064C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ | 1977 |
|
SU719013A1 |
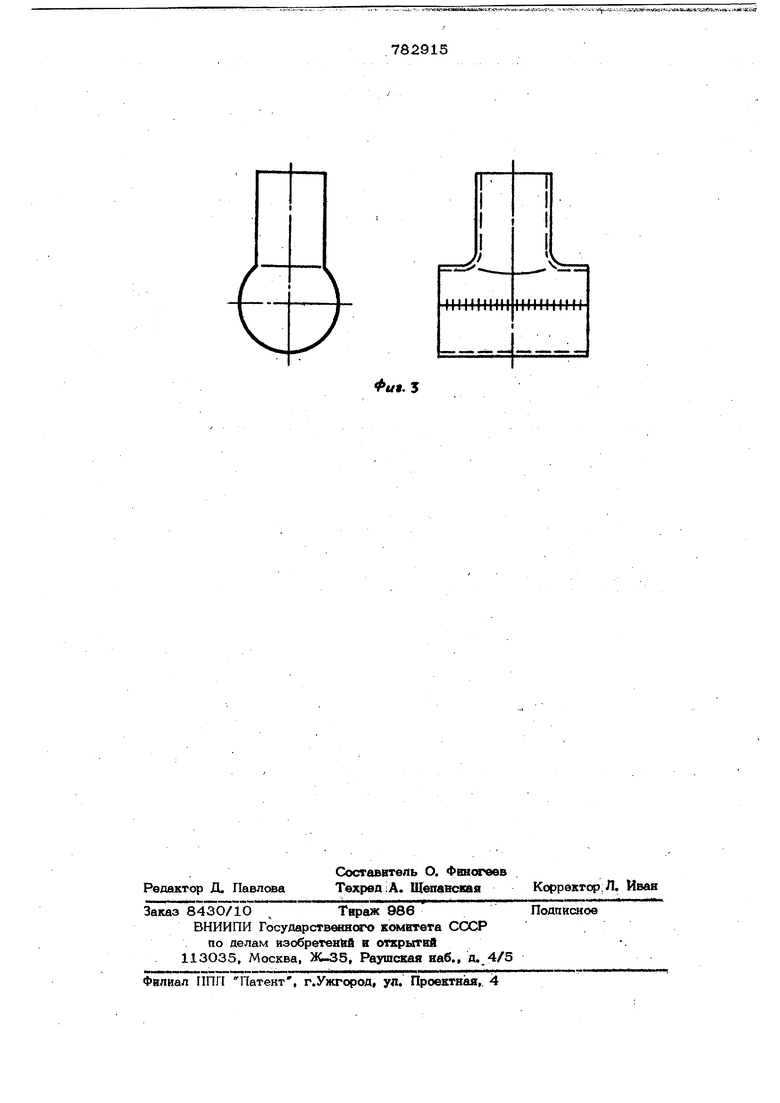
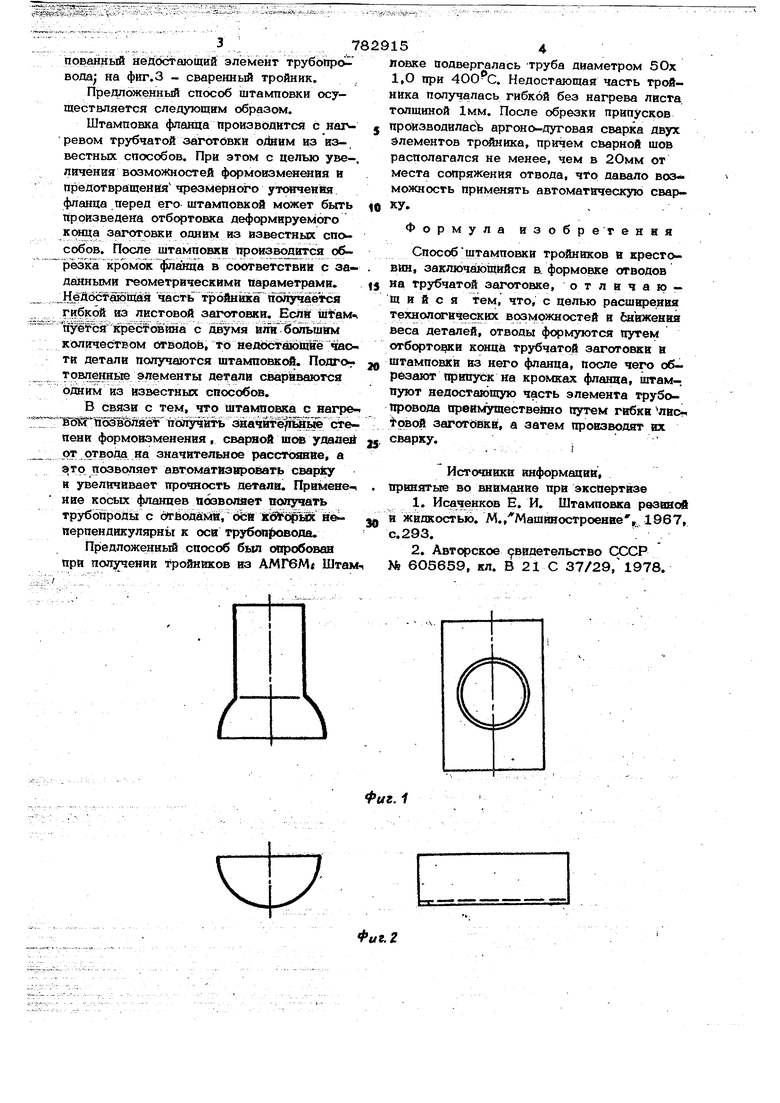
Изобретение относится к области обработки металлов давлением и может быт использовано при получении элементов трубопроводов. Известен способ штамповки тройников и крестовин из трубчатой заготовки . К недостаткам такого способа можно отнести большие степени деформации в местах сопряжений отводов, вследствие чего они выполняются с большими радиусами, что ведет к увеличению веса деталей. Кроме того, изготовление деталей таким способом трудоемко-, наличие Сварного шва в месте сопряжения отводов ослабляет деталь и требует ее усиления за счет увеличения толщины заготовки. Известен также способ штамповки тро ников и крестовин из труб внутренним Давлением жидкости и осевым сжатием заготовки 21. Наличие осевого сжатия позволяет повысить пластичность материала и увеличить высоту отвода. Недостатком данного способа является то, что он может быть использован ЛИШЬ при штамповке отводов на толстостенных трубах, поскольку под действием осевсяо сжатия тсикостенные заготовки теряют устойчивость. Данный способ не позволяет также получать значительные степени фс моизменения, так как испольэрвание при штамповке жидкости искл}очает нагрев заготовки в прсщессе повки. Целью изобретения является расширение технологических возможностей и снижения веса деталей. , Указанная цель достигается тем, что отводы формуют путем отбортовки кетща трубчатой заготовки и штамповки из него фланца, после чего обрезают припуск на кромках фланца, штампуют недостающую часть элемента трубопровода преимущест-венно путем гибки листовой заготовки, а затем производят их сварку. На фиг.1 показана отбортованная и отштампованная трубчатая заготовка, имеющая конфигурацию, соответствующую части трубопровода у отвода; на фиг. 2 - отштампованный нбдостающий элемент трубогфоь вода на фиг.З - сваренный тройник.
Предложенный способ штамповки осуществляется следующим образом.
Штамповка фланца производится с нагревом трубчатой заготовки оДйим из известных способов. При этом с целью уве-. личения возможностей формоизменения и Предотвращенйя чрезмерного утончения фланца перед его штамповкой может быть Произведена отбортовка дефчэмируемого к(ща заготовки одним из известных способов. После штамповки производится обрезка кромок ( в соответствии с заданными геометрическими параметрами.. „Недостающая часть тройника получается гибкой из листовой заготоюси. Если штаМп йрестовйна с шумя нл1йГ большим количестЕбм отйодой, то недос ающнсв части детали получаются штамповке. Подго-TpBJTeHHfcie элементы детали свариваются одним из известных способов.
В связи с тем, что штамповка с нагреW&T cSmMffi ntiity fcin, Ша пени формоизменения, сварной шов удааей от отвода на значительное расстояние, а а то позволяет автоматизвровать сварку и увеличивает прочность детали. Примене-, ние косых фланцев абзволяе т получать трубсйройы с о 6сШкй| 5Сйя:1 р«к неперпендикулярны к оси тру6оп| вода.
Предложенный способ был ооробован при получении тройников из АМГ6М« Штам
иовке подвергалась труба диаметром 5Ох 1,О при 400 С. Недостающая часть тройника получа;лась гибкой без нагрева листа, толщиной 1мм. После обрезки припусков производилась аргоно-дуговая сварка двух элементов трсйника, причем сЬарной шов располагался не менее, чем в 20мм от места сопряжения отвода, 4to давало воз« можность применять автоматическую сварку.
Формула изобр е т е н и я
Способштамповки тройников и крестовин, заключс(ющийся в. формовке отводов на трубчатой заготовке, отличающийся тем, что, с целью расширения технологических возможностей и Ьаажеияя веса деталей, отводы формуются путем отбортощи конца трубчатой заготовки и штамповки из него фланца, после чего обрезают припуск на кромках фланца, штам-. пуют недостающую элемента трубопровода првймушестве1шо путем гибки лисФовой заготовки, а затем производят их сварку.:
Источники информации, принятые во внимание при экспертизе
782915
.г
