Изобретение относится к обработке металлов давлением, в частности, может быть использовано в машиностроении при изготовлении сварных многослойных соединительных деталей трубопроводов больших условных проходов и высоких давлений.
Известен способ изготовления тройников материала.
Способ осуществляется следующим образом. Из листового проката вырезают заготовки требуемых размеров. Гибкой листовой заготовки и пробивкой отверстия в специальном штампе получают верхнюю половину тройника. Затем в другом штампе выдавливанием с двухсторонним подпором осуществляют формирование горловины, а также отбортовку и чеканку фасок. Далее гнут другую листовую заготовку для нижней половины тройника. После штамповки обеих половин тройника производят разделку кромок с последующей сборкой и сваркой.
Недостатком известного способа является разнотолщинность стенок по периметру и по длине продольных кромок, получаемая при формировании горловины выдавливанием с двусторонним подпором вследствие неравномерного распределения металла. При этом толщина нижней части тройника, формируемая гибкой, практически не изменяется. Такая конструкция тройника после сборки и сварки обладает неравнопрочностью его элементов и повышенным уровнем концентрации напряжений в опасных зонах.
Кроме того, изготовить этим способом тройники в многослойном исполнении, позволяющем значительно повысить их прочностные характеристики и надежность, невозможно, так как малая толщина слоев приводит к потере устойчивого равновесия многослойной заготовки.
Цель изобретения - повышение качества тройников.
Цель достигается тем, что перед гибкой в одном из элементов тройника вытягивают выпучину, а формование горловины осуществляют путем расточки и отбортовки отверстия в выпучине, при этом в качестве заготовки элемента тройника берут заготовку квадратной формы с соотношением стороны квадрата к диаметру горловины  = 2-2,5.
= 2-2,5.
Предлагаемый способ осуществляют следующим образом.
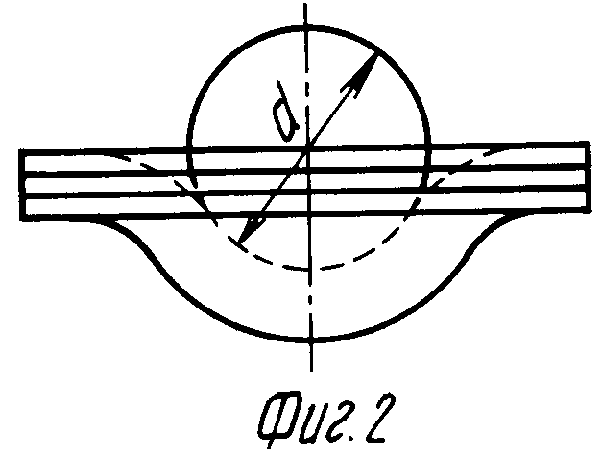
Размечают, вырезают и группируют в пакеты (в случае многослойного исполнения) листовые заготовки для двух половин тройника, (фиг. 1-2), нагревают заготовку верхней половины до 1050-1150оС, устанавливают ее в штамп и формируют методом вытяжки в центральной зоне заготовки выпучину заданного диаметра d.
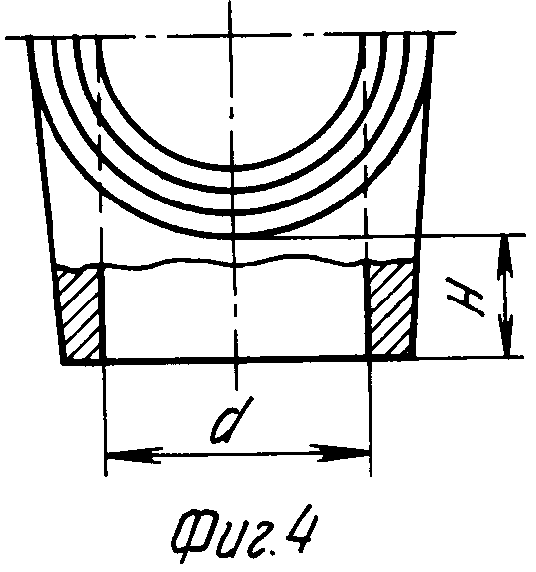
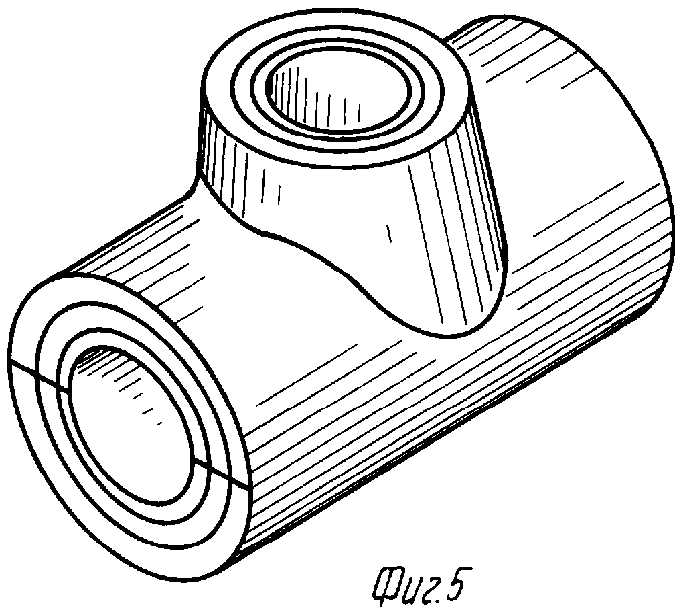
При этом заготовку выбирают квадратной формы со стороной квадрата l = 2-2,5. После повторного нагрева заготовки в штампе выполняют гибку по радиусу кривизны (фиг. 3), а в охлажденной штамповке растачивают отверстие и вновь нагретую до 1050-1150оС заготовку устанавливают в штампе и отбортовывают горловину (фиг. 4-5). Далее нагревают заготовки второй половины тройника до температуры 1000-1100оС и производят гибку по радиусу кривизны. В отштампованных обеих половинах тройника производят разделку кромок с последующей сборкой и сваркой продольным швом. (56) Информационный листок ЦИНТХИМНЕФТЕМАШ, серия ХМ-9 N 11, 1969, с. 23-29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ изготовления тройников | 1974 |
|
SU637176A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ штамповки тройников и крестовин | 1979 |
|
SU782915A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |