(54) ЛИТЕЙНАЯ ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ термоупрочнения лемеха плуга | 2018 |
|
RU2684129C1 |
| Способ получения износостойких структур в режущей кромке лемеха плуга | 2018 |
|
RU2677326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Способ получения отбеленных износостойких отливок | 2017 |
|
RU2649190C1 |
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| Способ получения отбеленного чугуна в отливках | 1989 |
|
SU1624042A1 |
| Кокиль для изготовления чугунных отливок с выступами | 1985 |
|
SU1409407A1 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
Изобретение относится к области литейного производства в частности к литейным формам для получения серого чугуна. Известна литейная форма, содержаща две полуформы, верхняя из которых имеет полость для прибыли и стержень установленный в нижней полуформе с внутренней полостью, расположенной соосно с полостью для прибыли, а в полости стержня установлена трубка, проходящая через полость для прибыли и сообщающая полость стержня с атмосферой i , Недостатком известной формы является то, что рабочие поверхности фраг ментов формы соединены между собой под острым углом, что приводит к кромочному отбелу чугуна, заливаемого в форму и соответственно усложнению механической обработки литья. Известна также форма, содержащая верхнюю и нижнюю полуформы с разъемами, плоскости которых совпадают с рабочими поверхностями формы ||2Д . Недостатком известной формы является то, что рабочие поверхности фра ментов формы образуют острые углы, в результате чего при отливке изделий из серого чугуна острые кромки их отбеливаются, твердость их резко увели чивается, что приводит к затруденению при механической обработке. Целью предлагаемого изобретения является устранение отбела на кромках припуска отливок и улучшение их качества. Поставленная цель достигается тем, что поверхности разъемов смещены от : рабочих поверхностей формы на расстояние 0,05-0,5 высоты полости формы, а радиус сопряжения рабочих поверхностей составляет 0,05-0,5 высоты полости формы. Смещение поверхностей разъема от рабочих поверхностей фирмы на расстояние 0,05-0,5 и сопряжение рабочих поверхностей друг с другом радиусом 0,05-0,5 толщины полости формы объясняется наилучшими условиями получения отливок с заданной структурой чугуна на кромках их припуска и устранения кромочного отбела. Уменьшение смещения поверхностей разъема от рабочих поверхностей формы на расстояние менее 0,05 толциры полости формы и уменьшения радиуса сопряжения рабочих поверхностей ме- , нее О,05 толщины полости формы приведет к образованию острых кромок
и орртввтотввнно Ьбраэованию отвела ия, а увеличение смбадвлйя пбаврхнбстей разъема от рабочих поверхностей Фop па расстояние более 0,5 и увеличения радиуса сопряжения.рабочих поверхностей более 0,5 толщи ш йголотзтй формы приведет к образованию острых кромок на противоположной рабо-чей поверхности и образованию отбела
их.-:.. . . ;: . . „ , .. ..
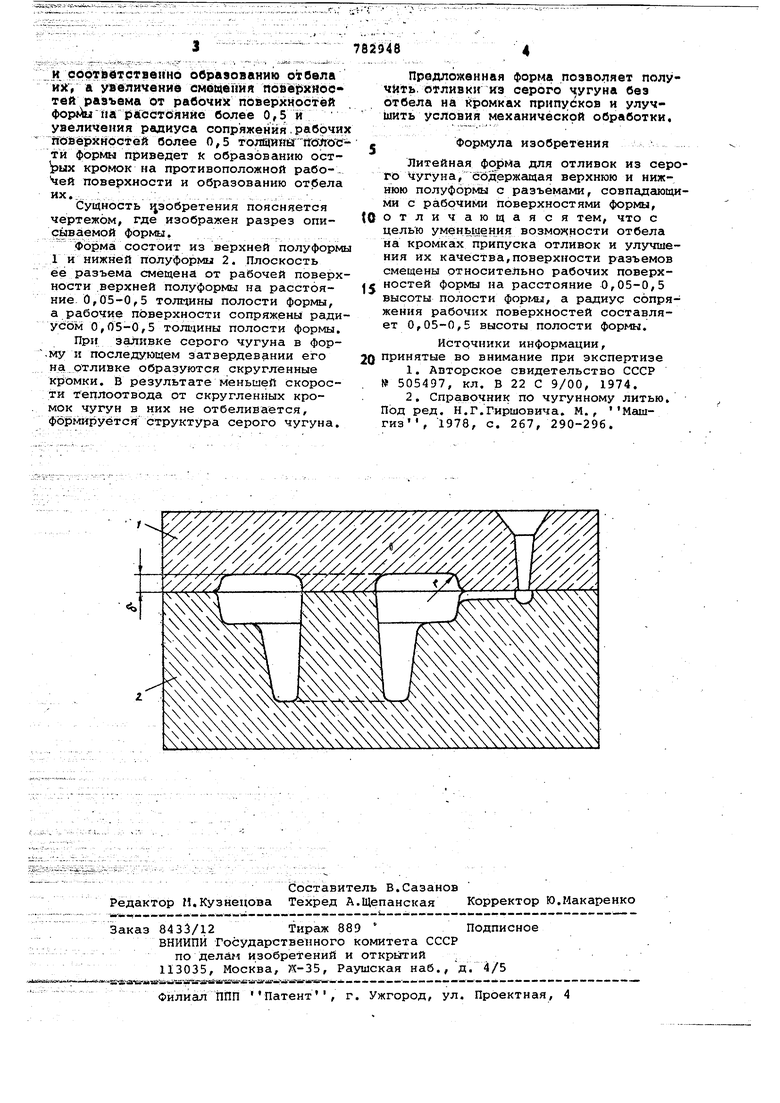
Сущность 1 эобретения поясняется чертежом, где изображен разрез описываемой форки.
форма состоит из верхней полуформы 1 и нижней полуформы 2. Плоскость ее разъема смещена от рабочей поверхности .верхней полуформы на расстояние. 0,05-0,5 толщины полости формы, а рабочие поверхности сопряжены радиусом 0,05-0,5 тол1чины полости формы.
При заЛивке серого чугуна в фор-му и последующем затвердеванни его на отливке образуются скругленные кромки. В результате меньшей скорости тепЛоотвода от скругленных кромок чугун в них не отбеливается, формируется структура серого чугуна.
Предложенная форма позволяет получить отливки из серого угуна без отбела на кромках припуйков и улучшить условия механической обработки,
е Формула изобретения
Литейная форма для отливок из серого чугуна, содержгицая верхнюю и нижнюю полуформы с разъемами, совпадаиощими с рабочими поверхностями формы,
О отличающая с я тем, что с целью уменьшения возможности отбела на кромках припуска отливок и улучшения их качества,поверхности разъемов смещены относительно рабочих поверхf ностей формы на расстояние 0,05-0,5 высоты полости форг/м, а радиус сопряжения рабочих поверхностей составляет 0,05-0,5 высоты полости формы.
Источники информации, 0 принятые во внимание при экспертизе
