Изобретение относится к литейному производству, в частности к получению отливок с вертикальным разъемом методом безопочной формовки на автоматической линии.
Известен способ литья чугунных заготовок, включающий изготовление безопочных литейных форм с гнездами на передних и стояками на задних вертикальных поверхностях разъема, установку песчаных стержней с точными открытыми полостями, аналогичными конфигурации отливок, в гнезда на передних поверхностях форм, сборку форм на конвейере с частичным перекрытием открытых полостей стержня, заливку форм расплавленным чугуном, охлаждение, выбивание формовочной смеси и удаление чугунных заготовок.
Недостатком известного способа является низкая производительность процесса, невозможность получения отливок с регламентируемой структурой.
Известен способ (прототип) получения отливок из чугуна с вертикальной линией разъема на автоматической линии, включающий изготовление безопочных литейных полуформ, установку песчаных стержней в вауумный стержнеукладчик, сборку форм, заливку их расплавленным чугуном, охлаждение, выбивку формовочной смеси и удаление заготовок.
Способ предполагает использование разовых песчаных стержней, которые исключают возможность получения отливок с регламентируемой структурой и трудоемким в изготовлении. При использовании массивных стержней снижается надежность их крепления в вакуумном укладчике.
Заявляемое изобретение направлено на расширение технологических возможностей процесса получения отливок.
Предлагаемый способ получения отливок из чугуна включает изготовление безопочных литейных полуформ, установку формообразующих элементов в укладчик, сборку форм, заливку их расплавленным чугуном с образованием полостей заготовки и одновременным отбеливанием структуры посредством ферромагнитных формообразующих элементов, охлаждение, выбивку формовочной смеси и удаление заготовок. Отличие предлагаемого способа от известного заключается в том, что образование как внутренних полостей, так и конфигурации отливки (наружных полостей) осуществляют одновременно с отбеливанием структуры посредством ферромагнитных формообразующих элементов, простановку которых в полуформы производят из электромагнитного укладчика.
Ферромагнитные формообразующие элементы, предназначенные прежде всего для образования полостей отливок, являются в то же время фактором, влияющим на структуру металла. Интенсифицируя процесс отвода теплоты перегрева и затвердевания участка отливки, соприкасающегося с формообразующей частью элемента, они способствуют образованию увеличенного отбеленного слоя отливки, повышению твердости, уменьшению толщины переходной зоны и измельчению перлита. Одним из многих параметров, определяющих степень интенсификации процесса, а следовательно, и его результат, является теплофизическая характеристика материала формообразующего элемента, а также его размеры и конфигурация. Ферромагнитные формообразующие элементы применяются многократно и воспроизводятся на автоматической линии, предназначенной для осуществления предложенного способа. Крепление их на электромагнитной плите укладчика позволяет использовать для получения дифференцированных по структуре и твердости полостей отливок увеличенные по габаритам формообразущие элементы.
Предложенный способ позволяет расширить номенклатуру получаемых на линии отливок по геометрическим и структурным параметрам, стабилизировать, а также регулировать глубину отбела отливок, что способствует снижению брака отливок по твердости. Процесс приобретает технологическую гибкость.
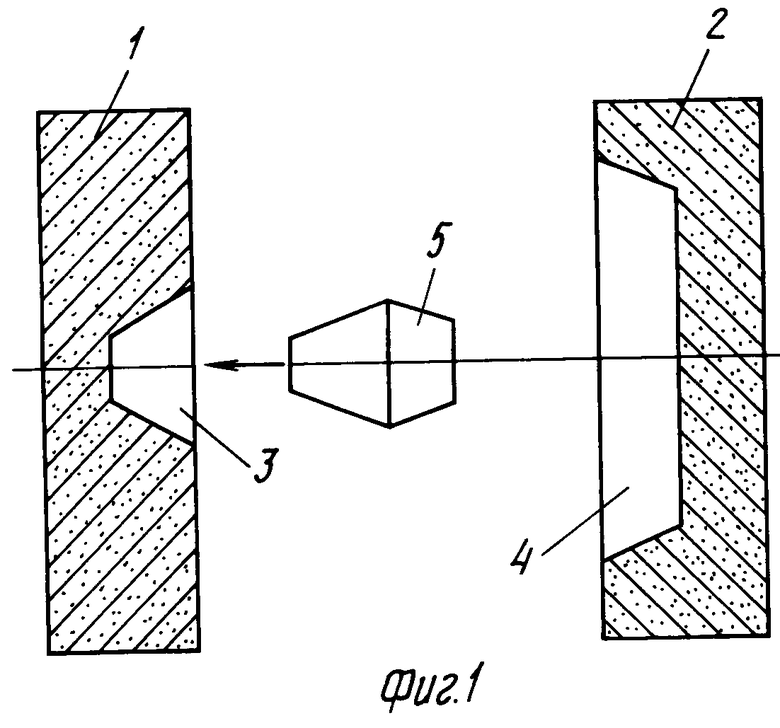
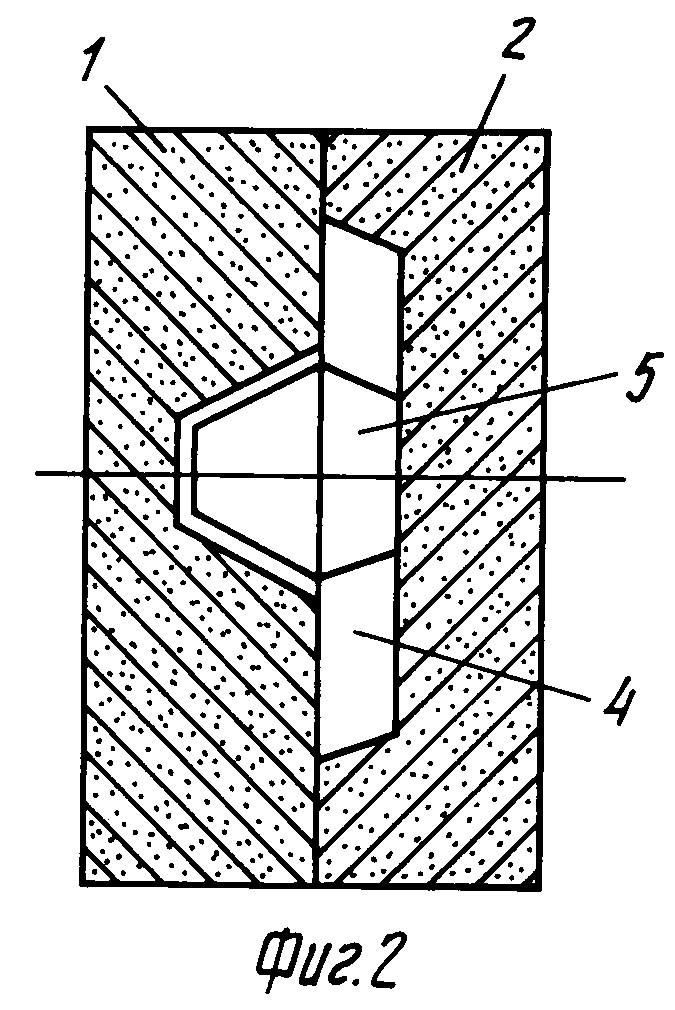
На фиг.1 показана схема сборки формы для получения отливки с вертикальной линией разъема; на фиг.2 - форма в собранном виде (поперечный разрез).
Отливку изделий из чугуна методом безопочной формовки на автоматической линии осуществляют следующим образом.
На конвейере автоматической формовочной линии готовят земляные литейные полуформы 1 и 2 (отпечатки прессовой и откидной плит) с полостями 3 и 4 соответственно на передней и задней поверхностях разъема формы. Ферромагнитный элемент 5, имеющий формообразующую и знаковую части, устанавливают формообразующей частью в гнездо электромагнитной плиты укладчика, при помощи которого знаковая часть элемента вводится в полость 3 отпечатка прессовой плиты. При соприкосновении магнитной плиты с поверхностью разъема полуформы 1 магниты отключаются. Укладчик с магнитной плитой отводят от полуформы 1, при этом ферромагнитный элемент, удерживаясь за счет сил сухого трения, возникающего между поверхностями полости 3 полуформы 1 и знаковой части элемента, остается в полуферме. Сборку формы производят совмещением передней и задней поверхностей разъема полуформы 1 и 2, после чего осуществляют заливку формы жидким чугуном.
Способ опробован при изготовлении отливок "коромысло клапана" для двигателя автомобиля "Москвич-412" на автоматической формовочной линии "Дизаматик". Материал отливки - специальный серый чугун. Полуформы изготавливались из песчано-глинистой смеси. В гнезда магнитной плиты укладчика устанавливались чугунные формообразующие элементы в количестве четырех штук. При контакте жидкого металла с формообразующими элементами кристаллизация проходила по заданному режиму, определяемому склонностью чугуна к отбелу, массой формообразующего элемента, температурой заливки, дозой модификатора. Отливка имела дифференцированную структуру по "пяте" на глубине до 8 мм с твердостью рабочего слоя не мене 49,5 HRC, а основного материала 200-269 НВ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Линия для изготовления отливок в безопочных формах с вертикальным разъемом | 1989 |
|
SU1708511A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Литейная форма (варианты) | 2022 |
|
RU2803629C1 |
Использование: получение отливок с дифференцируемой структурой внутренних и наружных поверхностей методом безопочной формовки на автоматической линии. Сущность изобретения: способ включает изготовление безопочных литейных полуформ, простановку ферромагнитных формообразующих элементов из электромагнитного укладчика в полуформы, сборку форм, заливку их расплавленным чугуном, охлаждение, выбивку формовочной смеси и удаление заготовок. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ, включающий изготовление безопочных литейных полуформ, простановку стержней из укладчика в полуформы, сборку форм, заливку их расплавленным чугуном, охлаждение, выбивку формовочной смеси и удаление отливок, отличающийся тем, что стержни изготавливают из ферромагнитного материала, а их простановку в полуформы осуществляют из электромагнитного укладчика.
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
