V
ю
4
30
Изобретение относится к литейному производству, в частности к литью в металлические формы.
Цель изобретения - повышение ка- чества отливки за счет выравнивания скоростей охлаждения.
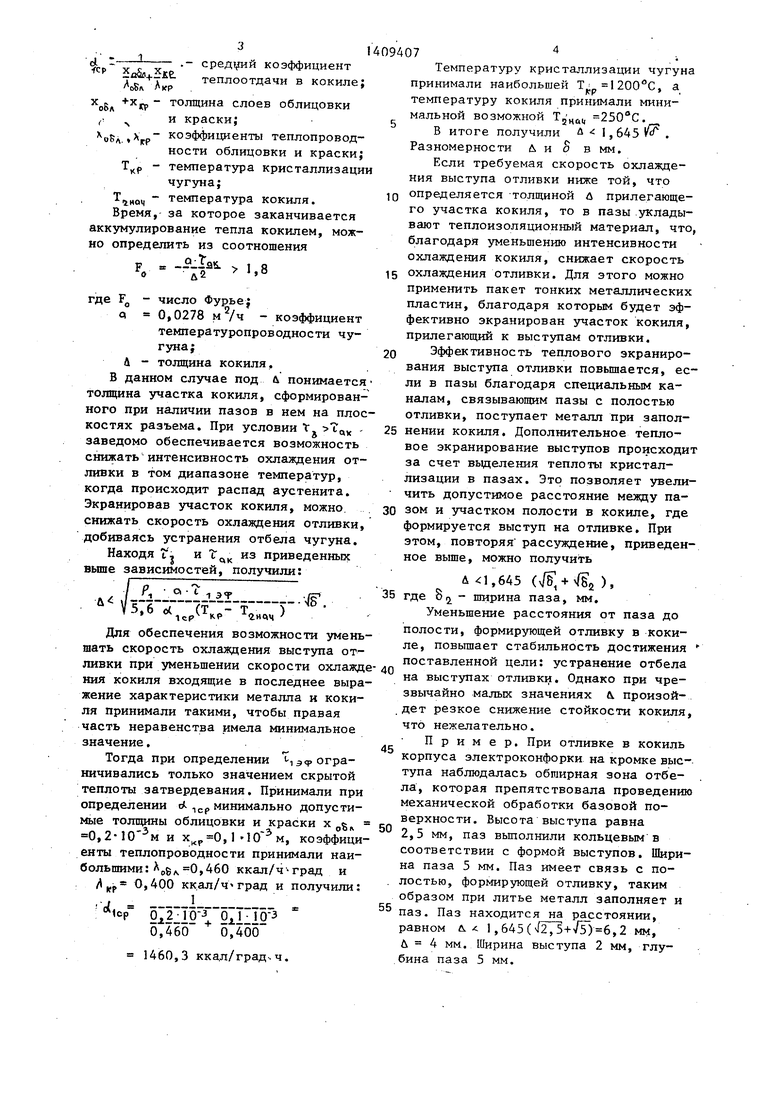
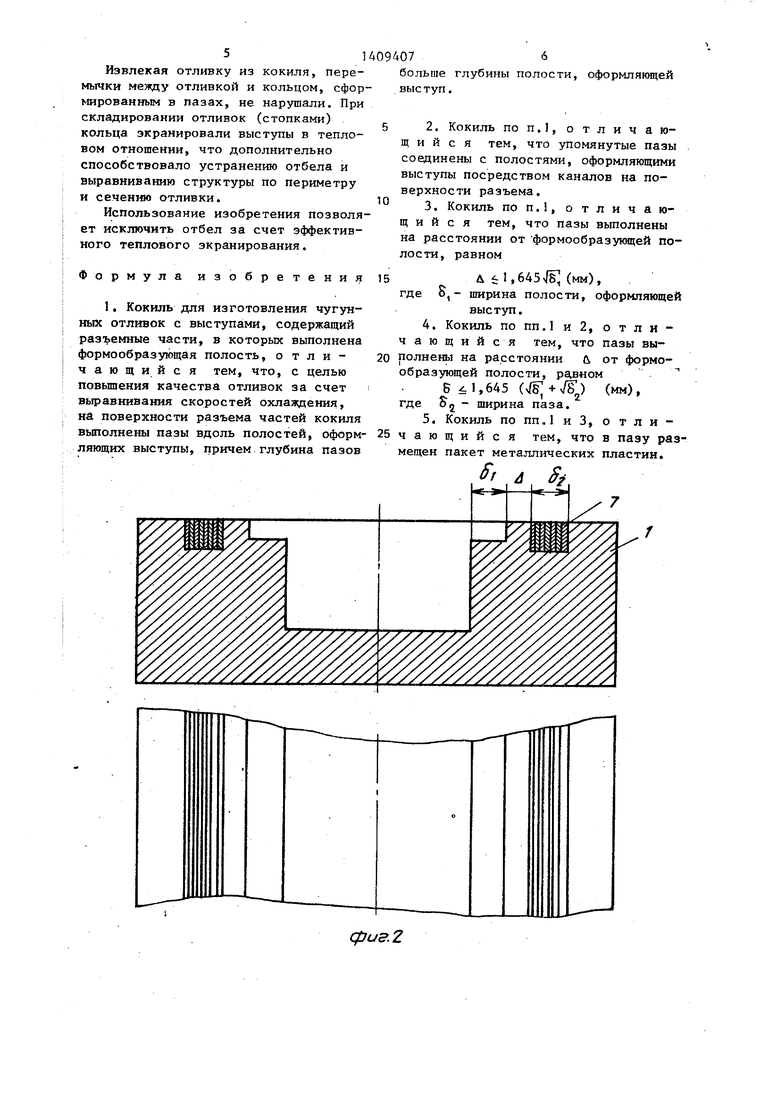
На фиг.1 схематически изображен кокиль; на фиг.2 - одна из полуформ кокиля с пазами на плоскости разъема, ю заполненными пакетом металлических пластин, разрез; на фиг.З - кокиль для отливки корпусов электроконфорок с пазами, заполненными металлом при литье, разрез; на фиг.4 - разрез А-А 15 на фиг.З.
Кокиль содержит формообразующие части 1-3, в которых выполнена рабочая- полость 4. На поверхности разъема каждой из формообразующей частей 20 выполнены пазы 5 для теплового зкра- нирования, расположенные вдоль полостей, формирующих выступы отливки на расстоянии ,645 v/бГ (мм), где 6|- ширина полости, оформляющей 25 выступ, причем глубина пазов И больше глубины полости , оформляющей выступ.
В том случае, когда малое расстояние между полостями и пазами, оп- ределенное по приведенному выше выражению, является источником низкой стойкости кокиля, требуемое снижение скорости охлаждения отливки можно достичь и при увеличенном расстоянии 35 между пазами и полостями, формирующи- ми выступы на отливке, связав пазы каналами 6 с рабочей полостью. В этом случае пазы будут заполняться жидким металлом; , который, затверде- 40 вая там, будет снижать теплоотвод от уступов отливки, что позволяет увеличить указанное расстояние до й 1.645 (f8; ) (мм), гдеЙ - ширина паза, мм.45
Заполнение паза металлом усиливает эффект снижения интенсивности ох- лалдения слитка и позволяет увеличить расстояние между пазом и полостью для формирования отливки. гл
Для усиления эффекта экранирования пазы заполняют пакетом металлических пластин 7, плоскости которых размеще ны перпендикулярно поверхности разъема фop ooбpaзyющиx частей ко- 55 киля.
Заполнение пазов теплоизолирующим материалом эффективно снижает скорость охлаждения системы выступ - при
лежащий участок кокиля. Благодаря этому оказьшается возможным в еще большей степени снижать скорость охлаждения отливки и более надежно предотвращать отбел чугунных отливок.
Пазы вдоль полостей, формирующих выступы на отливке, уменьшают эффективную толщину кокиля на этих участках отливки. Число Фурье для этих участков
Q t
0 л
где а 0,0276 м /ч - коэффициент
температуропроводности; & - расстояние от полости до
паза; ч - время охлазкдения отливки в
кокиле.
Если FO 1,8, то аккумулирующая способность кокиля на этих участках исчерпана и появляется возможность управлять интенсивностью охлаждения отливки и, в частности, уменьшать скорость ее охлаждения для предотвращения отбела.
Если время, за которое исчерпывается аккумулирующая способность кокиля, меньше продолжительности затвердевания выступа на отливке г .Л.8л ок а
X t
3J
то эффективность снятия отбела возрастает, так как при этом интенсивность охлаждения выступов отливки определяется интенсивностью охла;кде- ния участка кокиля в окрестности вые тупа на отливке, которая снижена при температурах превращения аустенита.
Кокиль работает следующим образом
После заполнения полости кокиля металлом затвердевание участков отливки в пределах выступов происходит в условиях малых значений числа Био:
dS
А
циент теплоотдачи; Д - коэффициент теплопроводности металла, б - толщина выступа отливки.
В этих условиях время затвердевания выстзша на отливке можно определить по формуле
S
... нач р 7,2-10 кг/м - плотность
жидкого чугуна;
L+C йТ+с & Т - эффективная
теплота затвердевания;
Bi
0,1, где d- коэффи .
где
о ICPV- -Kp-J. (inu /
.-./.. 4
ЭФ
Средний коэффициент теплоотдачи в кокиле;
толщина слоев облицовки и краски;
коэффициенты теплопроводности облицовки и краски; температура кристаллизации чугуна;
температура кокиля. за которое заканчивается вание тепла кокилем, можить из соотношения
-P-las.
u2
1,8
где Рд - число Фурье;
Q 0,0278 м /ч - коэффициент температуропроводности чугуна;
Л - толщина кокиля, В данном случае под Л понимается толщина участка кокиля, сформированного при наличии пазов в нем на плоскостях разъема. При условии t . заведомо обеспечивается возможность снижать интенсивность охлаждения отливки в том диапазоне температур, когда происходит распад аустенита. Экранировав участок кокиля, можно снижать скорость охлаждения отливки, добиваясь устранения отбела чугуна.
Находя
J
Qif ИЗ Приведенных
ьше зависимостей, получили: Л
/ /TifVsTeT j
1 эт
fT - Т )
icp КР 2ноч
.
Для обеспечения возможности уменьшать скорость охлаждения выступа отливки при уменьшении скорости охлажде НИН кокиля входящие в последнее выражение характеристики металла и кокиля принимали такими, чтобы правая часть неравенства имела минимальное значение.
Тогда при определении ограничивались только значением скрытой теплоты затвердевания. Принимали при определении с. минимально допустимые толщины облицовки и краски х
-3
0,2-10 м и ,1
.
ко эффици
енты теплопроводности принимали наибольшими: (,,460 ккал/Ч Град и
f- 0,400 кк.ал/ч град и получили:
., 1
: icp о22 Тд о Т То з
0,460 0,400 1460,3 ккал/град-ч.
0
Температуру кристаллизации чугуна принимали наибольшей Т 1200 С, а температуру кокиля принимали минимальной возможной Tj mj 250 С.
В итоге получили л 1,645 Vo . Разномерности л и о в мм.
Если требуемая скорость охлаждения выступа отливки ниже той, что
Q определяется -толщиной д прилегающего участка кокиля, то в пазы .укладывают теплоизоляционный материал, что, благодаря уменьшению интенсивности охлаждения кокиля, снижает скорость
5 охлаждения отливки. Для этого можно применить пакет тонких металлических пластин, благодаря которым будет эффективно экранирован участок кокиля, прилегающий к выступам отливки.
Эффективность теплового экранирования выстзта отливки повьш«ается, если в пазы благодаря специальным каналам, связывающим пазы с полостью отливки, поступает металл при запол5 нении кокиля. Дополнительное тепловое экранирование выступов происходит за счет вьщеления теплоты кристаллизации в пазах. Это позволяет увеличить допустимое расстояние между па0 зом и участком полости в кокиле, где формируется выступ на отливке. При этом, повторяя рассуждение, приведенное выше, можно получить
Д 1,645 (х/В , + /82 ), 5 где Вг - ширина паза, мм.
Уменьшение расстояния от паза до полости, формирующей отливку в кокиле, повьшает стабильность достижения поставленной цели: устранение отбела на выступах отливк. Однако при чрезвычайно малых значениях Л произойдет резкое снижение стойкости кокиля, что нежелательно.
Пример. При отливке в кокиль корпуса электроконфорки на кромке выступа наблюдалась обширная зона отбела, которая препятствовала проведению механической обработки базовой поверхности. Высота выступа равна 2,5 мм, цаз вьшолнили кольцевым в соответствии с формой выступов. Ширина паза 5 мм. Паз имеет связь с полостью, формирующей отливку, таким образом при литье металл заполняет и паз. Паз находится на расстоянии, равном л 1,645(2,5+ /5)6,2 мм, U 4 мм. Ширина выступа 2 мм, глубина паза 5 мм.
5
0
5
51
Извлекая отливку из кокиля, перемычки мезвду отливкой и кольцом, сформированным в пазах, не нарушали. При складировании отливок (стопками) кольца экранировали выступы в тепловом отношении, что дополнительно способствовало устранению отбела и выравниванию структуры по периметру и сечению отливки.
Использование изобретения позволяет исключить отбел за счет эффективного теплового экранирования.
Формула изобретения 15
1. Кокиль для изготовления чугунных отливок с выступами, содержащий разъемные части, в которых выполнена формообразующая полость, отличающийся тем, что, с целью повьшения качества отливок за счет вьфавнивания скоростей охлаждения, на поверхности разъема частей кокиля выполнены пазы вдоль полостей, оформляющих выступы, причем глубина пазов
10
15
094076
больше глубины полости, оформляющей выступ.
5 2. Кокиль по п., отличающийся тем, что упомянутые пазы соединены с полостями, оформляющими выступы посредством каналов на поверхности разъема,
3.Кокиль ПОП.1, отличающийся тем, что пазы выполнены на расстоянии от формообразующей полости, равном
д l,645x/S (мм),
где S,- ширина полости, оформляющей выступ.
4.Кокиль по пп.1и2, отличающийся тем, что пазы вы20 полнень на расстоянии Л от формообразующей полости, радном
В 1,645 (.Щ+) (мм), где 2 - ширина паза.
5.Кокиль по пп„1 и 3, о т л и - 25 чающийся тем, что в пазу размещен пакет металлических пластин.
f А
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ОТЛИВКИ ПРОБ | 1972 |
|
SU419304A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| КОКИЛЬ | 2015 |
|
RU2620231C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| Способ получения неотбеленных чугунных отливок | 1982 |
|
SU1052322A1 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| Кокиль для литья технологических проб из чугуна | 1982 |
|
SU1016054A1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Сборный кокиль | 1984 |
|
SU1212693A1 |
Изобретение относится к области литейного производства, в частности к литью в металлические формы. Цель изобретения - повьшение качества отливки за счет выравнивания скоростей охлаждения. Кокиль содержит формооб- разующие части 1-3, в которых выполнена рабочая полость 4. На поверхности разъема каждой формообразующей части вьшолнены пазы 5 для теплового экранирования, расположенные вдоль полостей, формирующих выступы отливки, на расстоянии и 1, (мм), где 8 - ширина полости, оформляющей выступ. Для усиления эффекта экранирования пазы 5 заполняют пакетом металлических пластин, плоскости которых размещены перпендикулярно поверхности разъема формообразующих частей кокиля. После заполнения полости кокиля металлом происходит затвердевание отливки. Экранировав участки кокиля, прилегающие к выступам, снижают скорость охлаждения отливки, добиваясь устранения отбела чугуна. 4 з.а.ф-лы, 4 ил., i сл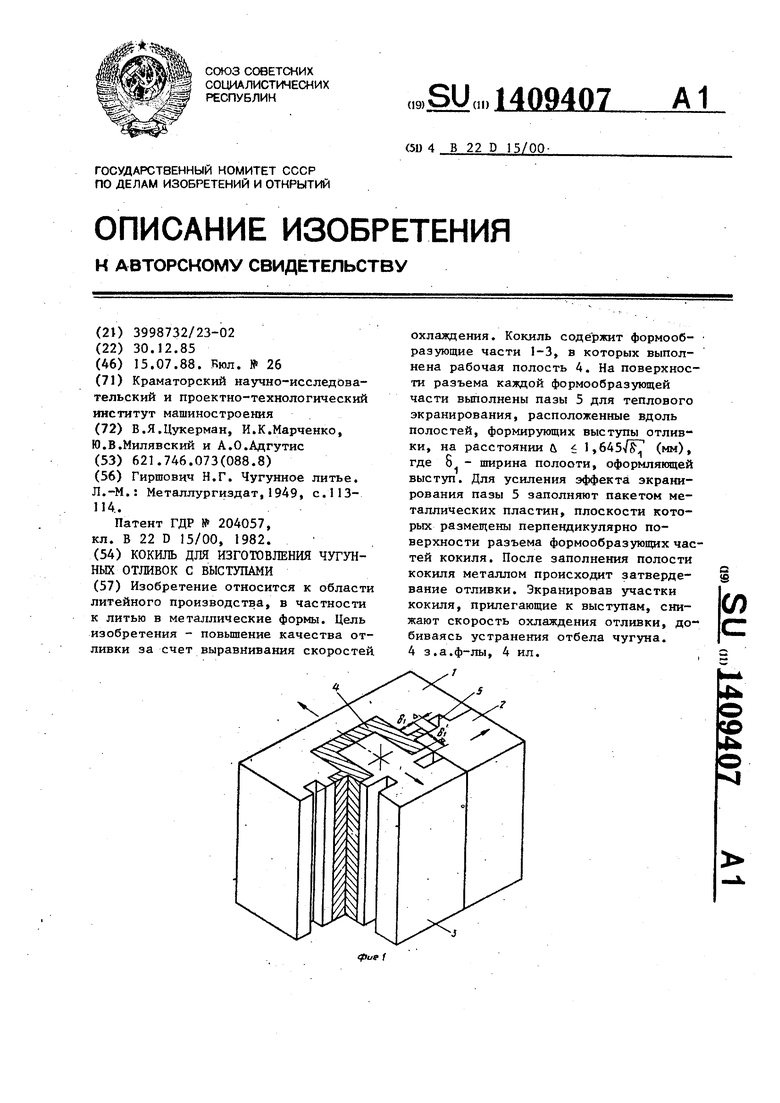
фие.2
А-А
фигЛ
| Гиршович Н.Г | |||
| Чугунное литье | |||
| Л.-М.: Металлургиздат,1949, с.113- 114 | |||
| РЕДУКТОР К СТАРТЕР-ГЕНЕРАТОРУ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 0 |
|
SU204057A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
