Предметом изобретения является приспособление для правки шлифовальных камней.
Отличительная особенность предлагаемого приспособления заключается в том, что для ускорения процесса правки камня без применения алмазов и их заменителей в нем применено устройство для образования вольтовой дуги, под воздействием которой поверхностный слой поправляемого камня расплавляется на глубину, регулируемую изменениями скоростей вращения камня и поперечной подачи упомянутого устройства относительно камня.
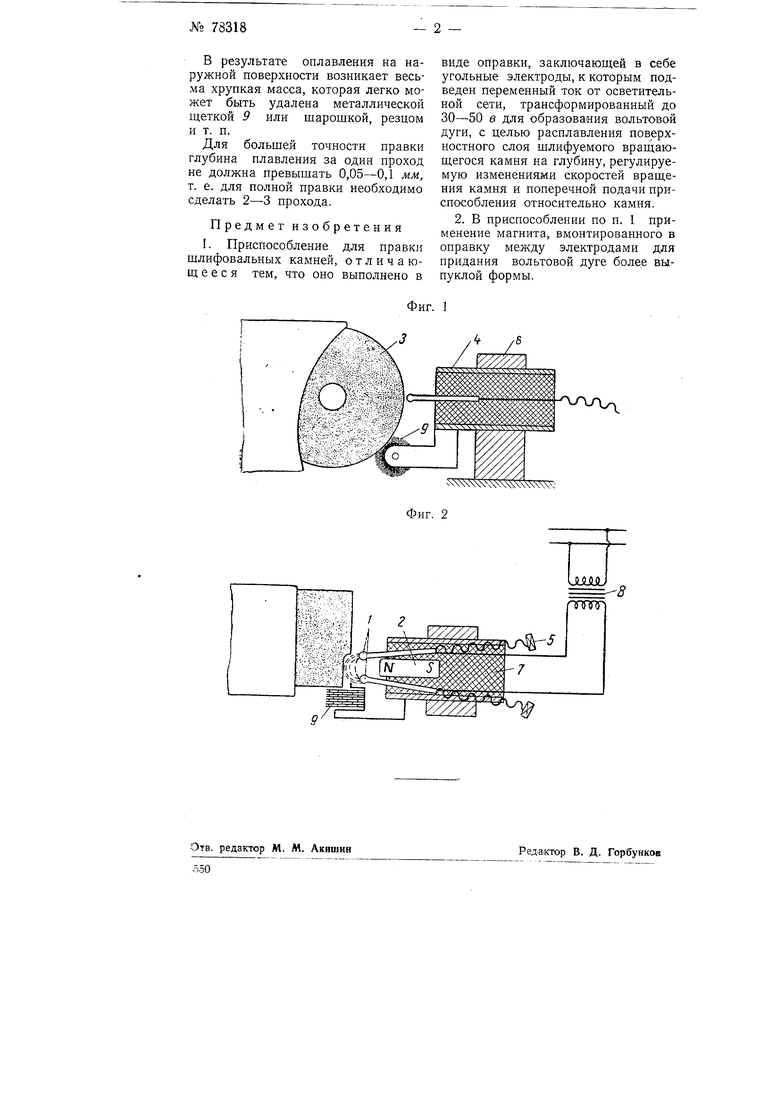
На фиг. 1 показан схематически боковой вид приспособления; на фиг. 2 - его план.
Приспособление состоит из оправки 4, закрепленной в держателе 6 станка (на месте алмазного карандаша) с помещенными в ней угольными электродами / в диэлектрике 7.
Расстояние между электродами регулируется специальным приспособлением 5. К электродам подведен переменный ток от осветительной сети, трансформированный до 30-50 в при помощи трансформатора 8. Между концами электродов при кратковременном замыкании вспыхивает вольтова дуга, которая при постоянном напряжении и расстоянии электродов имеет определенную форму. Как известно, ее температура достигает 4500°, что достаточно для плавления самых тугоплавких материалов и металлов.
Для придания вольтовой дуге более выпуклой формы вмонтирован в оправку между электродами постоянный магнит 2. Взаимодействие одинаковых по знакам полей (электрического и магнитного) вызывает отклонение дуги вперед (возможно, что выпуклость дуги будет достаточна и без применения магнита) .
Подлежащий правке шлифовальный камень 3 оплавляется при вращении на определенную глубину, зависящую от скорости его вращения и поперечной подачи приспособления. При определенном расстоянии между камнем и вольтовой дугой эта величина должна быть постоянной, так как температура вольтовой дуги, расстояние и теплопр 0водность камня, офа|батываемсго прноп ccOi6ленй ем, п остоя Н« ы.
54&
В результате оплавления на наружной поверхности возникает весьма хрупкая масса, которая легко может быть удалена металлической щеткой 9 или шарошкой, резцом и т. п.
Для большей точности правки глубина плавления за один проход не должна превышать 0,05-0,1 мм, т. е. для полной правки необходимо сделать 2-3 прохода.
Предмет изобретения
1. Приспособление для правки шлифовальных камней, отличаюш; е е с я тем, что оно выполнено в
виде оправки, заключающей в себе угольные электроды, к которым подведен переменный ток от осветительной сети, трансформированный до 30--50 б для образования вольтовой дуги, с целью расплавления поверхностного слоя шлифуемого вращающегося камня на глубину, регулируемую изменениями скоростей вращения камня и поперечной подачи приспособления относительно камня.
2. В приспособлении по п. I применение магнита, вмонтированного в оправку между электродами для придания вольтовой дуге более выпуклой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления иголок из пруткового материала | 1938 |
|
SU54489A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЖЕЛЕЗА И ДРУГИХ МЕТАЛЛОВ ИЗ СЕРНИСТЫХ РУД | 1934 |
|
SU47317A1 |
| Устройство для гидроизоляционной облицовки каналов | 1951 |
|
SU97519A1 |
| Электротермический способ получения плавленного цементного клинкера | 1961 |
|
SU142559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
X/Wx
