Предметом изобретения является способ изготовления полых строительных блоков в виде прямоугольных параллелепипедов с двумя стеклянными и четырьмя керамическими стенками. Изготовление блоков осушествляется путем подачи открытых с двух сторон горячих четырехстенных керамических коробок между двумя стеклянными лентами с последующим зажимом и спрессовыванием коробок с лентами при помощи двух зажимных дисков.
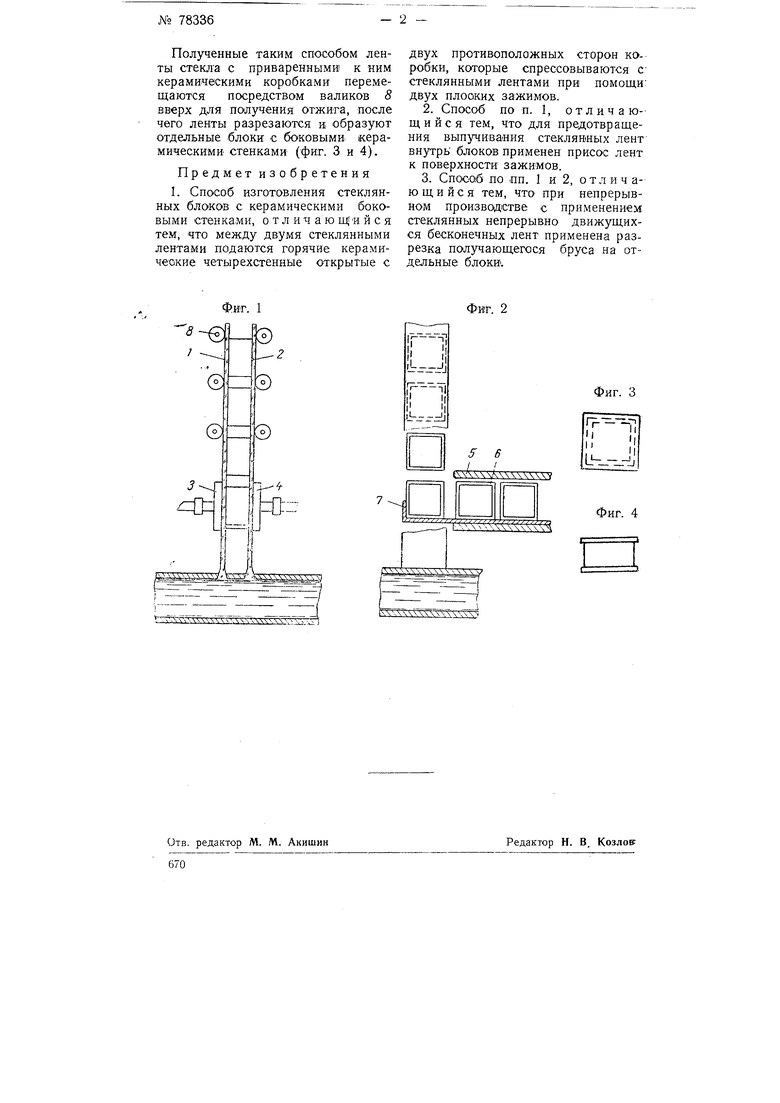
На фиг. 1 и 2 изображена в двух проекциях схема выработки блоков; на фиг. 3 и 4-конструкция блока в двух проекциях.
Предлагаемый способ получения полых стеклянных блоков ЗЭКЛЮчается в следующем. I
Из ва-нны вытягивают две вертикальных ленты / и 2 сте:кла.
В зоне малых вязлостей стекла лент, по внешним сторонам, установлены металлические зажимы- диски 3 и 4. соединенные с вакуумным насосом и работающие как присосы. Кроме горизонтального движения, зажимы 3 -к 4 могут перемещаться в вертикальном направлении со скоростью, соответствующей скорости движения ленты.
Во избежание перегрева и приваривания к стеклу все механизмы снабжены холодильниками.
Сбоку, со стороны торцевого сечения лент, установлен туннельный рукав 5, в котором размещены горячие керамические четырехстенные коробки 6, открытые с двух противоположных сторон, служащие торцевыми сторонами строительного блока. При выходе из туннельного рукава 5 между лентами стекла установлена площадка 7, на которую (до упора) поступают керамические заготовки. После подачи заготовки на площадку 7 боковые диски 3 и 4 прижимают обе ленты стекла к торцевым сторонам горячей керамической коробки, одновременно свариваясь с ними. В этот момент зажимы 3 и 4 перемещаются вверх со скоростью движения ленты. К моменту поступления на площадку очередной керамической коробки диски возвращаются « первоначальной позиции.
Во избежание прогибания стеклянных лент внутрь блоков стеклянная лента присасывается благодаря вакуумированию к поверхностям зажимов 5 и 4.
669
Полученные таким способом ленты стекла с приваренными к ним керамическими коробками перемещаются посредством валиков 8 вверх для получения отжига, после чего ленты разрезаются и образуют отдельные блоки с боковыми, керамическими стенками (фиг. 3 и 4).
Предмет изобретения
I. Способ изготовления стеклянных блоков с керамическими боковыми стенками, о т л и ч а ю ш| и и с я тем, что между двумя стеклянными лентами подаются горячие керамичеокие четырехстенные открытые с
Фиг. 1
« - ij-80
двух противоположных сторон коробки, которые спрессовываются с стеклянными лентами при помощи двух плоских зажимов.
2.Способ поп. I, отличающийся тем, что для предотвращения выпучива1ния стекляеных лент внутрь блоков применен присос лент к поверхности зажимов.
3.Способ по пп. I и 2, отл и ч ающийся тем, что при непрерывном производстве с применением стеклянных непрерывно движущихся бесконечных лент применена разрезка получающегося бруса на отдельные блОКИ.
Фиг. 2
Фиг. 3
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления бумажных коробок и последующей упаковки в них катушек с нитками | 1926 |
|
SU30064A1 |
| Способ формования стеклянных изделий с боковыми каналами | 1951 |
|
SU98639A1 |
| Мотальная машина для крестовой намотки швейных и т.п. ниток на бумажные гильзы | 1931 |
|
SU26949A1 |
| ТУРБИНА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2151884C1 |
| Упаковка | 2018 |
|
RU2681551C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Автоматическая установка для упаковки продуктов в картонные коробки | 2017 |
|
RU2668676C1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Способ непрерывного производства металлической смальты | 1952 |
|
SU94908A1 |
| Строительный элемент (Варианты) | 2016 |
|
RU2651858C2 |
