Изобретение относится к упаковочной технике, в частности, к оборудованию для упаковки продуктов в картонные коробки.
Известен автомат для упаковывания сыпучих продуктов, содержащий дозатор сыпучего продукта, устройство подачи пакета на участок фасовки продукта в пакет, устройство раскрытия пакета и узел закрытия пакета. Устройство подачи пакетов состоит из вакуумного механизма для захвата бумажного пакета из накопителя и рычажного механизма для передачи бумажного пакета в зону дозирования, устройство раскрытия пакета содержит вакуумные присосы для взаимодействия со стенками бумажного пакета, узел закрытия пакета содержит рычаги подворота горловины бумажного пакета и механизм нанесения клея на пакет, при этом автомат оборудован вибростолом для уплотнения продукта и формования дна пакета, узлом формования боковых стенок пакета и узлом формования верхней грани пакета, включающим механизм приклеивания горловины пакета. Автомат также содержит транспортер с ячейками для перемещения формируемого в брикет пакета по технологической линии (патент RU №54006, кл. В65В 1/22, 10.01.2006 г.).
Недостатком известного автомата является пониженный уровень надежности вследствие некачественного запечатывания горловины пакета, обусловленного тем, что пакеты, входящие в узел запечатывания, имеют разную ориентацию в пространстве. Кроме того, при изменении физических свойств фасуемого продукта или требуемой величины дозы требуется сложная подстройка автомата, что приводит к увеличению затрат на ее эксплуатационное обслуживание.
Известна упаковочная машина, содержащая платформу-карусель, на периферии которой равномерно по окружности в соответствии с циклами поворота платформы-карусели размещены прямоугольные оправки-карманы, узел поштучной подачи плоскосложенных заготовок картонных пакетов и раскрытия заготовки, узлы предварительного сгиба донных и верхних стенок пакета, устройства для нагрева донных и верхних стенок пакета, приспособления для запечатывания донных и верхних стенок пакета, устройство для заполнения пакета продуктом, узел выдачи упакованных пакетов с продуктом и два ограничителя движения пакета, выполненные в виде пластин (патент США N 4805380, кл. В65В 43/26, 1986 г.).
Недостатком известного технического решения являются большие габариты конструкции, низкие значения показателей надежности, повышенные значения материалоемкости конструкции и трудоемкости эксплуатации упаковочной машины.
Известен автомат для упаковки сыпучих продуктов, преимущественно, в бумажные пакеты, содержащий фасовщик, размещенный на раме, включающий в себя дозатор сыпучего продукта, устройство подачи пакета на участок дозирования продукта в пакет, устройство раскрытия и удержания пакета, брикетер, состоящий из вибростола для уплотнения продукта, узла формирования боковых стенок, включающего как минимум пару пластин, узла закрытия пакета, установленного на раме фасовщика, и транспортера с ячейками, кроме того, дополнительно введена рама брикетера, установленная с возможностью вертикального перемещения, на которой закреплены дополнительно введенные второй вибростол, виброборта, устройство ориентации пакета на транспортере, толкатели и выгрузной механизм, представляющий собой прямоугольную пластину, закрепленную на штоке пневмоцилиндра. На раме брикетера установлены вибростол для уплотнения продукта, узел формирования боковых стенок, включающий как минимум пару пластин, и транспортер с ячейками, которые образованы стенками соседних толкателей, (патент RU №110718, кл. В65В 1/22, 01.07.2011 г.).
Недостатком известного упаковочного автомата являются его большие габариты вследствие увеличенных размеров конструкции в одном из направлений, увеличенные значения металлоемкости и невозможность использования автомата для упаковки сыпучих продуктов в картонные коробки.
Известно устройство для формирования картонных коробок для упаковки в них изделий фармацевтической и пищевой промышленности, содержащее магазин для плоскосложенных заготовок, ротор, установленный на горизонтальной оси, вакуумные присоски для отделения заготовок из магазина, вакуумные присоски для раскрытия заготовок и транспортер с ячейками для готовых коробок. Вакуумные присоски для раскрытия заготовок установлены на втором роторе, кинематически связанном с первым ротором, у каждой вакуумной присоски для отделения заготовок из магазина смонтированы передние упоры и задние упоры. При этом передние упоры выполнены в виде рычагов, установленных на осях с возможностью поворота, а задние упоры и вакуумные присоски для отделения заготовок из магазина установлены с возможностью совместного радиального перемещения (патент RU №2000261, кл. В65В 43/18, 04.04.1991 г.).
Недостатком известного устройства для формирования картонных коробок является невозможность проведения на нем полного цикла упаковки готового продукта в коробки. Более того, узел формирования коробки имеет относительно высокие значения металлоемкости и стоимости изготовления.
Известна установка для упаковки картонных пакетов с пищевым продуктом, содержащая горизонтальную циклично вращающуюся платформу-карусель с размещенными равномерно по окружности оправками-карманами, узел подачи заготовок пакетов и раскрытия заготовки, устройства для нагрева донных и верхних стенок, приспособления для запечатывания, устройство для заполнения пакета продуктом, узел выдачи упакованных пакетов и расположенные над платформой-каруселью пластины. Установка снабжена рамой из стоек, верхней и нижней плит, платформа-карусель расположена между плитами, причем узел поштучной подачи заготовок картонных пакетов и раскрытия заготовки до прямоугольной призмы, узел предварительного сгиба донных стенок пакета, устройство для нагрева донных стенок пакета и приспособление для запечатывания их установлены на нижней плите рамы, а устройство для заполнения пакета пищевым продуктом, узел предварительного сгиба верхних стенок пакета, устройство для нагрева верхних стенок пакета и приспособление для запечатывания закреплены на обращенной к платформе-карусели поверхности верхней плиты рамы. При этом узел поштучной подачи заготовок картонных пакетов и раскрытия заготовки имеет перпендикулярно расположенные к магазину направляющие, в конце которых под оправкой-карманом расположен упор в виде уголка. Устройство для нагрева стенок пакета выполнено в виде электрической печи, приспособление для запечатывания - в виде ползуна на радиально расположенных относительно платформы-карусели направляющих, при этом на части поверхности ползуна, обращенной к платформе-карусели, выполнен профиль "ласточкин хвост", а другая часть ее является опорной площадкой для ударного элемента, соединенного с ползуном механо-пневматической связью. Устройство для заполнения пакета продуктом выполнено в виде дозатора поршневого типа, приспособление для запечатывания - в виде губок, одна из которых связана с пневмоприводом горизонтального перемещения, а другая снабжена кассетой для набора цифр даты упаковки (патент RU №2120894, кл. В65В 43/26, 29.09.1997 г.).
Недостатком известной установки является относительно высокая сложность конструкции ряда ее элементов, повышенные значения материалоемкости, стоимости изготовления, затрат на эксплуатационное обслуживание и ремонты, а также недостаточно высокие показатели надежности.
Задачей изобретения является повышение эффективности процессов создания автоматической установки и ее" обслуживания в процессе эксплуатации.
Техническим результатом, достигаемым в процессе решения задачи, является повышенный уровень показателей надежности, уменьшение суммарных трудоемкости и себестоимости изготовления установки, материалоемкости, уменьшение трудоемкости ремонтов и суммарной трудоемкости эксплуатации установки, а также затрат на ее эксплуатационное обслуживание и ремонты.
Задача решается, а технический результат обеспечивается при использовании автоматической установки для упаковки продуктов в картонные коробки, содержащей корпус, связанные с ним вертикальными стойками нижнее, верхнее, и дополнительное основания, соосно расположенную между нижним и дополнительным основаниями с возможностью прерывистого вращения платформу-карусель с выполненными на ней равномерно по окружности карманами для размещения коробок, привод платформы-карусели, связанный с корпусом входной транспортер подачи пакетов с продуктом, узел формирования коробки, узел маркировки коробки, узел фасовки, узел закрытия клапанов коробки, узел нанесения клея, узел выгрузки коробок, формирователь угла наклона клапана коробки, узел контроля положения коробки и подключенный к управляющим и питающим входам соответствующих элементов установки блок управления и питания, узел формирования коробки включает в себя расположенный в плоскости платформы-карусели и связанный с нижним основанием направляющий стол с двумя расположенными перпендикулярно друг другу ограничителями, связанный с верхним основанием и расположенный над направляющим столом магазин заготовок коробок, установленный параллельно одному из ограничителей на направляющем столе или связанный с ним или нижним основанием с возможностью перемещения относительно них пневмоцилиндр, шток которого связан с упором, установленный на нижнем основании параллельно другому ограничителю второй пневмоцилиндр, шток которого связан со вторым упором, установленные в корпусе между направляющим столом и магазином заготовок коробок два дополнительных пневмоцилиндра, две оси вращения, связанные с ними два двуплечих рычага, один конец каждого из которых имеет вакуумный присос, а другой шарнирно связан со штоком соответствующего дополнительного пневмоцилиндра, дополнительную ось вращения, при этом на одном из двуплечих рычагов установлен дополнительный вакуумный присос, одна из осей вращения и дополнительная ось вращения связаны с магазином заготовок коробок, а другая ось вращения - с нижним основанием, один из дополнительных пневмоцилиндров связан с нижним основанием и расположен параллельно одному из ограничителей, другой дополнительный пневмоцилиндр связан с дополнительной осью вращения с возможностью качания перпендикулярно плоскости упора штока первого пневмоцилиндра, вакуумные присосы предназначены для взаимодействия с заготовками коробок, а упоры первого и второго пневмоцилиндров предназначены для взаимодействия с боковой поверхностью коробки и ребром заготовки коробки, соответственно, узел маркировки коробки включает в себя связанный с плоскостью дополнительного основания, обращенной к платформе-карусели, пневмоцилиндр, установленный параллельно оси вращения платформы - карусели, Т-образный рычаг, предназначенный для взаимодействия с внутренней поверхностью центрального маркируемого клапана коробки, стойка которого шарнирно связана со штоком пневмоцилиндра узла маркировки коробки, жестко связанную с нижним основанием пластину с пазом и размещенный в последнем сменный маркирующий элемент, предназначенный для взаимодействия с внешней поверхностью центрального маркируемого клапана коробки, при этом полка Т-образного рычага одним концом шарнирно связана с пластиной, узел фасовки включает в себя установленные между верхним и дополнительным основаниями и соединенные с ними направляющие, связанный с нижним основанием и установленный параллельно оси вращения платформы-карусели пневмоцилиндр, жестко связанную с его штоком с возможностью перемещения относительно направляющих прямоугольную рамку с шарнирно установленными на ней параллельно друг другу и одной из сторон рамки осями, в средней части каждой из которых перпендикулярно ей закреплены упоры с роликами, жестко связанные с осями упругие трапецеидальные направляющие, меньшие основания которых предназначены для взаимодействия с центральными клапанами коробки, а также выступы, расположенные на дополнительном основании ответно упорам и предназначенные для взаимодействия с роликами последних, узел закрытия клапанов коробки включает в себя ролик, установленный с возможностью вращения и взаимодействия с боковой поверхностью коробки, связанные с дополнительным основанием три пневмоцилиндра с наконечниками на концах их штоков, при этом наконечники двух пневмоцилиндров предназначены для взаимодействия с боковыми клапанами коробки, наконечник третьего пневмоцилиндра - с одним из центральных клапанов, а все пневмоцилиндры установлены с возможностью линейных перемещений и регулирования углового положения относительно дополнительного основания, узел нанесения клея включает в себя жестко связанный с нижним основанием и/или с корпусом резервуар для клея с нагревателем, установленную в резервуаре с возможностью вращения относительно него ось, жестко связанные с ней элементы для нанесения клея, жестко связанный с нижним основанием и/или с корпусом и установленный параллельно оси вращения платформы-карусели пневмоцилиндр, звездочку, установленную на продолжении оси и взаимодействующую с цепью, один конец которой жестко связан со штоком пневмоцилиндра, а другой ее конец - с одним концом упругого элемента, соединенного другим концом с донной частью пневмоцилиндра узла нанесения клея, узел выгрузки коробок включает в себя жестко связанный с корпусом и/или с нижним основанием выходной транспортер, пневмоцилиндр, П-образный держатель с роликами на его концах, предназначенными для взаимодействия с центральным маркируемым клапаном коробки, установленный с возможностью перемещения относительно выходного транспортера Г-образный толкатель, один конец которого жестко связан со штоком пневмоцилиндра, а другой имеет упор, предназначенный для взаимодействия со стенкой коробки, параллельной плоскости упора, формирователь угла наклона клапана коробки включает в себя связанную с нижним основанием и установленную по периметру платформы-карусели перпендикулярно ей ленту, один край которой выполнен с криволинейным выступом, предназначенным для взаимодействия с центральным маркируемым клапаном коробки на участке, примыкающем к Г-образному толкателю, и пластину, связанную с нижним и дополнительным основаниями на участке от узла закрытия клапанов коробки до узла выгрузки коробок, выступающую над лентой на участке узла нанесения клея и выполненную в виде сегмента кольца с вырезом на краю сегмента, обращенным к штоку пневмоцилиндра узла закрытия клапанов коробки и предназначенным для обеспечения взаимодействия наконечника штока этого пневмоцилиндра с одним из боковых клапанов коробки, узел контроля положения коробки включает в себя датчики, установленные на дополнительном основании над соответствующим карманом в элементах регулирования их положения, каждый из которых представляет собой выполненный с продольными прорезями уголок, в одной из прорезей которого установлено кольцо с фиксатором его положения, предназначенное для размещения датчика, при этом ролик формирователя угла наклона клапана коробки установлен на другом краю ленты перед узлом закрытия клапанов, входной транспортер расположен над прямоугольной рамкой узла фасовки, выполненной с прорезями для размещения направляющих, лента и пластина установлены с зазором относительно друг друга для размещения центрального маркируемого клапана коробки, имеющий вырез край пластины расположен под углом к плоскости платформы-карусели, все вакуумные присосы и пневмоцилиндры выполнены с возможностью подключения к вакуумно-компрессорной станции, а блок управления и питания установлен на дополнительном или верхнем основании и выполнен с возможностью подключения к электросети.
Решению поставленной задачи и достижению указанного технического результата способствуют также частные существенные признаки изобретения.
В автоматической установке наконечники выполнены в виде усеченных пирамид, боковые грани которых, предназначенные для взаимодействия с клапанами коробки, параллельны плоскости нижнего основания.
В автоматической установке шток пневмоцилиндра узла формирования коробок связан с упором посредством шарнирно-связанных между собой и штоком дугообразного и П-образного элементов, при этом стойки П-образного элемента параллельны одному из ограничителей, а плоскости расположения П-образного элемента и направляющего стола или нижнего основания расположены под углом друг к другу. В автоматической установке выходной транспортер узла выгрузки коробок выполнен роликовым.
В автоматической установке входной транспортер подачи пакетов с продуктом выполнен с ограничителями перемещения пакетов.
В автоматической установке узел контроля положения коробки включает в себя, по меньшей мере, два датчика.
В автоматической установке элементы для нанесения клея выполнены в виде крючков или тел качения.
В автоматической установке шток пневмоцилиндра узла формирования коробок связан с упором посредством шарнирно-связанных между собой и штоком дугообразного элемента и изогнутого рычага, два крайних участка которого параллельны одному из ограничителей, а соединяющий их участок выполнен Г-образным и лежащим в плоскости, перпендикулярной направляющему столу.
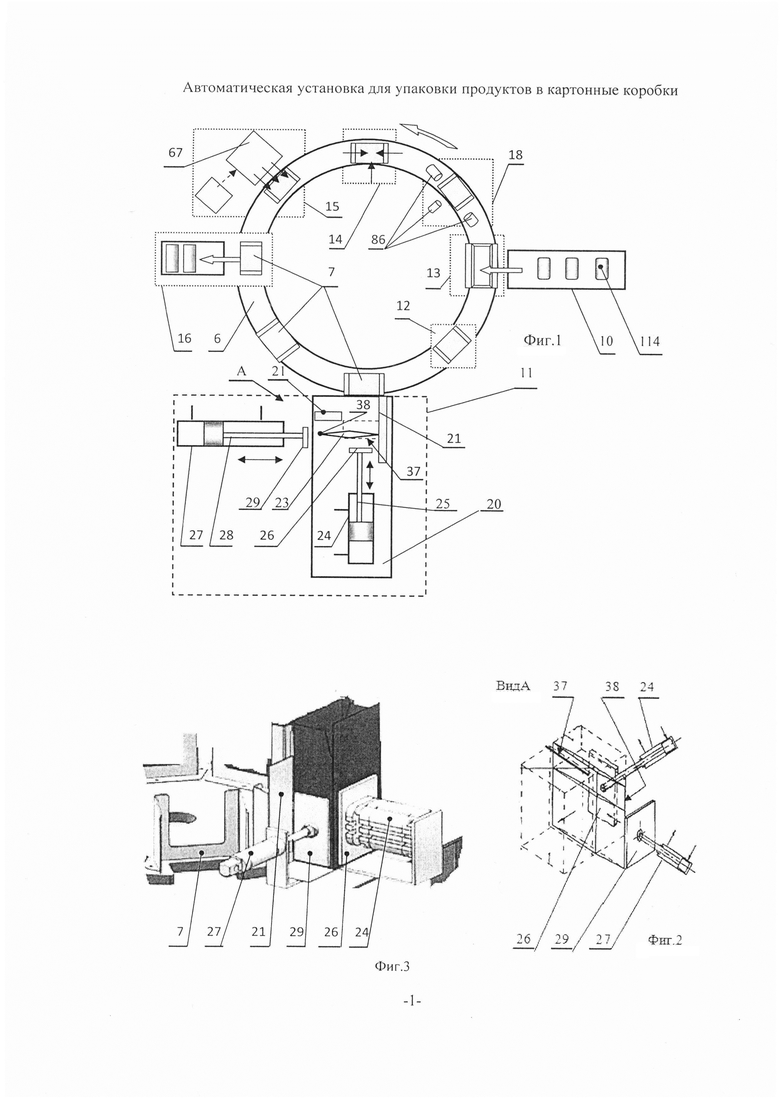
На фиг. 1 представлена структурная схема узлов автоматической установки с первым вариантом выполнения связи штока пневмоцилиндра с упором узла формирования коробки.
На фиг. 2 - толкатели узла формирования коробки во взаимодействии с боковой поверхностью коробки и ребром заготовки коробки.
На фиг. 3 - часть общего вида узла формирования коробок автоматической установки.
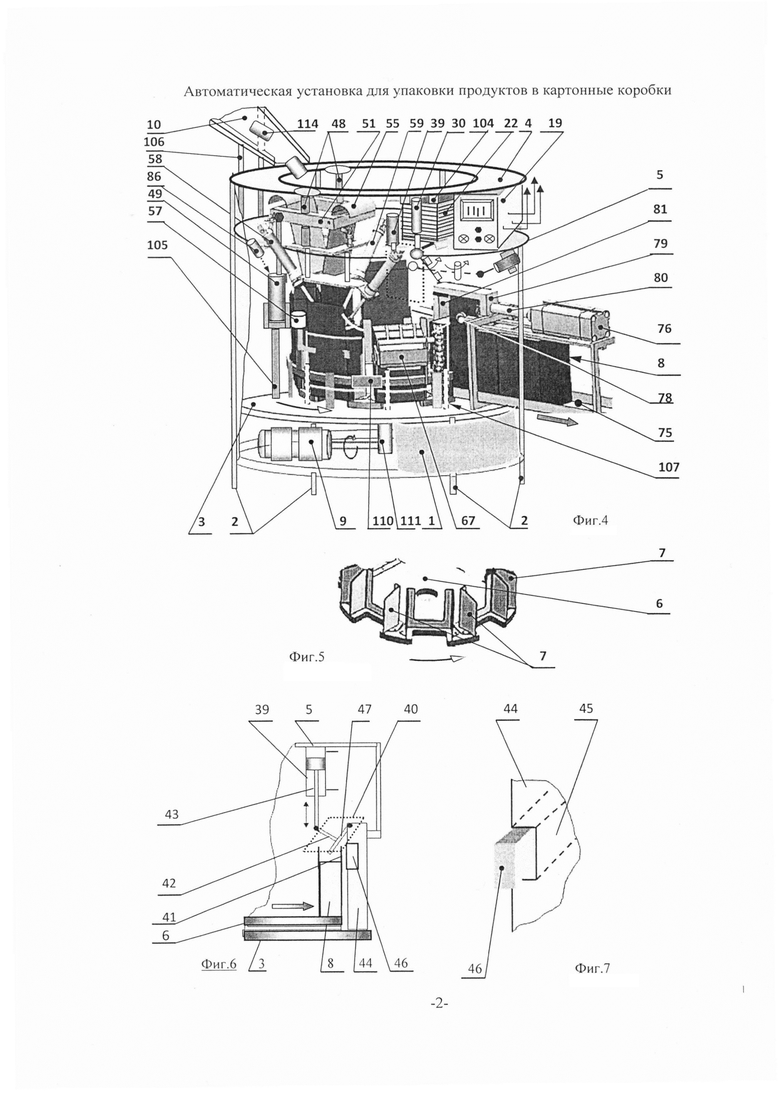
На фиг. 4 - часть общего вида автоматической установки.
На фиг. 5 - платформа-карусель с карманами.
На фиг. 6 - структурная схема узла маркировки коробок.
На фиг. 7 - пластина с пазом под сменный маркирующий элемент.
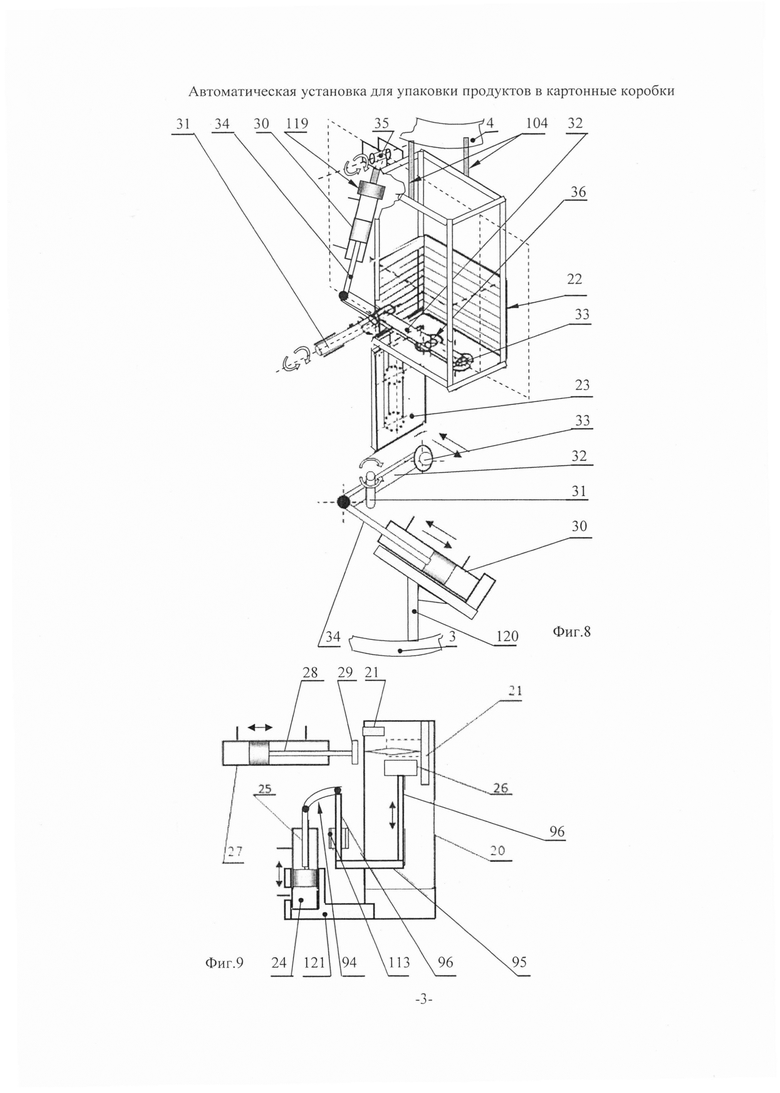
На фиг. 8 - схема механизма выгрузки заготовки коробки из магазина заготовок коробок.
На фиг. 9 - схема части узла формирования коробки со вторым вариантом выполнения связи штока пневмоцилиндра с упором.
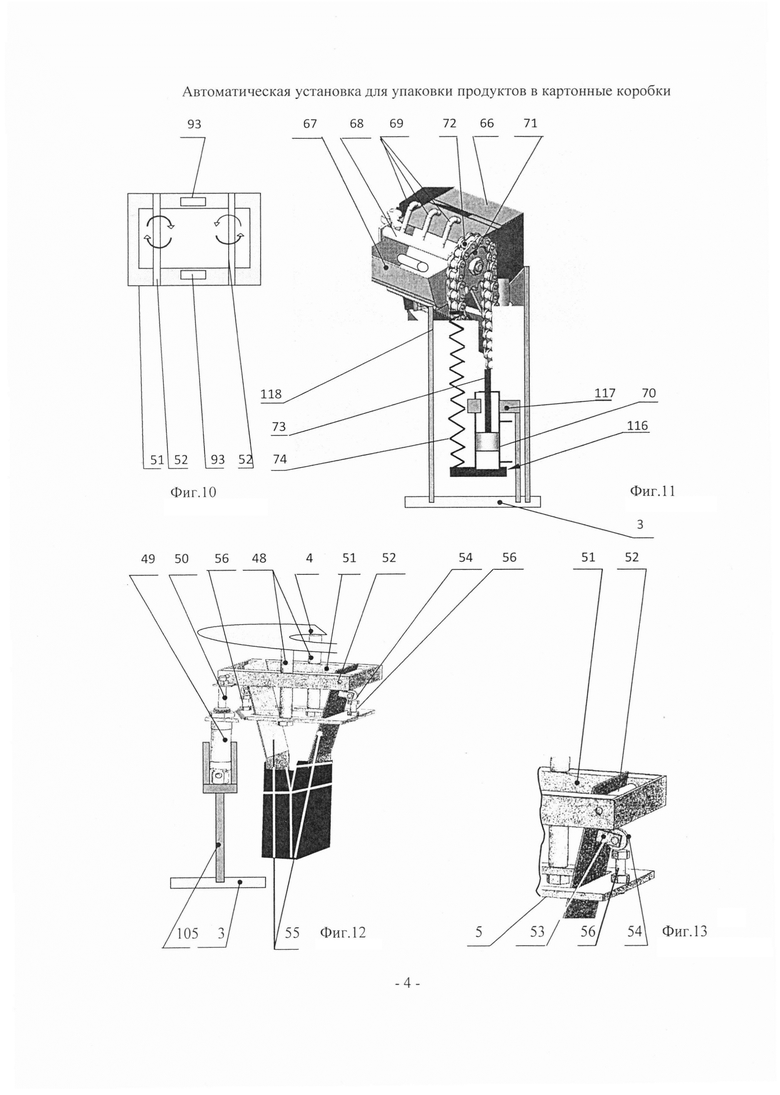
На фиг. 10 - рамка узла фасовки.
На фиг. 11 - узел нанесения клея в автоматической установке.
На фиг. 12 - узел фасовки в автоматической установке.
На фиг. 13 - часть узла фасовки.
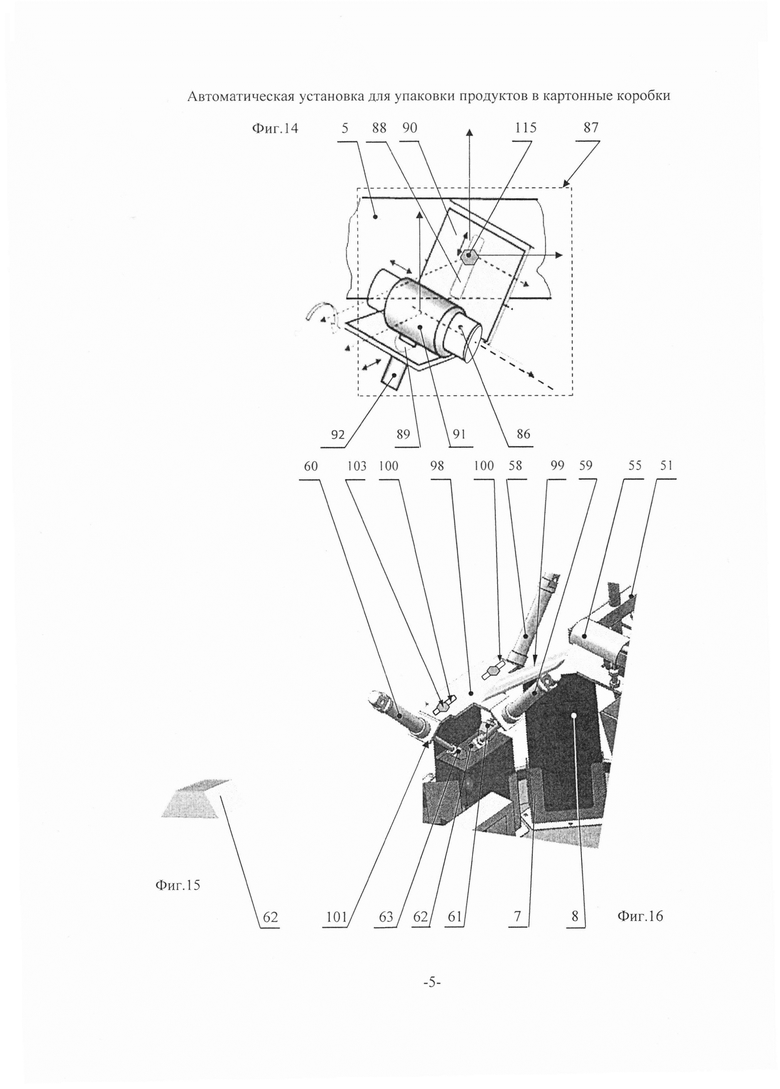
На фиг. 14 - элемент регулирования положения датчика контроля положения коробки.
На фиг. 15 - усеченная пирамида.
На фиг. 16 - узел закрытия клапанов коробки в автоматической установке.
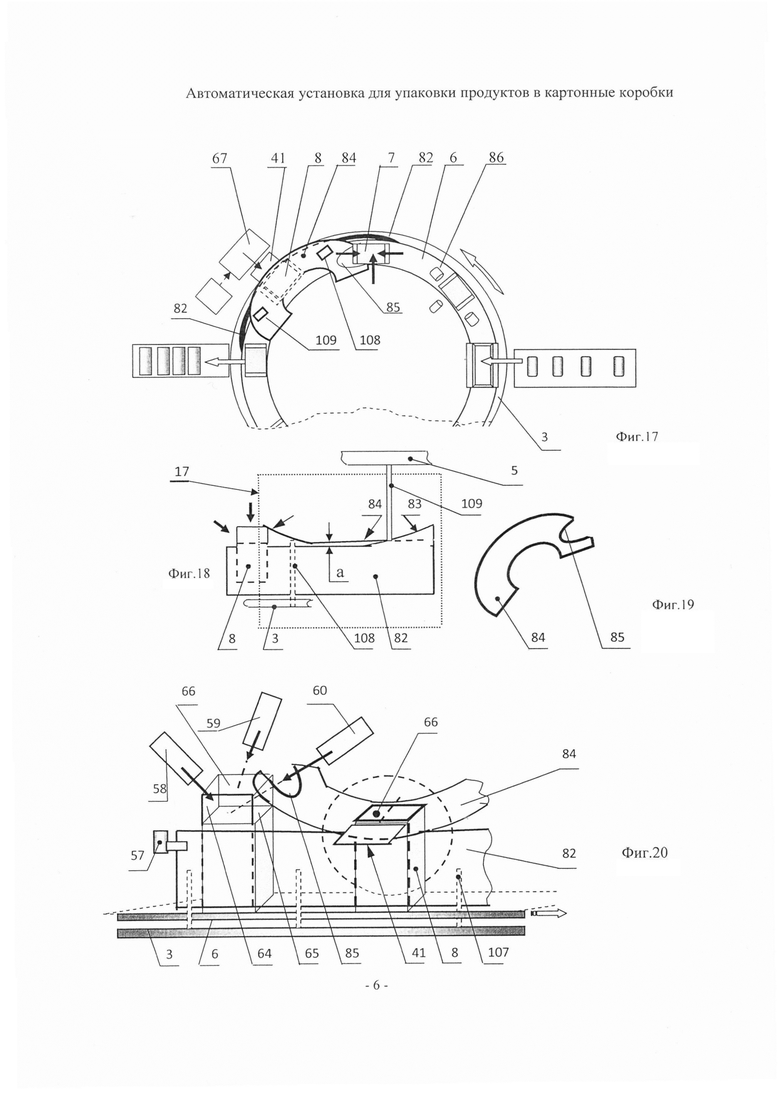
На фиг. 17 - взаимное расположение пластины и ленты формирователя угла наклона клапана коробки относительно платформы-карусели.
На фиг. 18 - взаимное расположение пластины и ленты формирователя угла наклона клапана коробки с образованием зазора.
На фиг. 19 - форма выполнения пластины формирователя угла наклона клапана коробки.
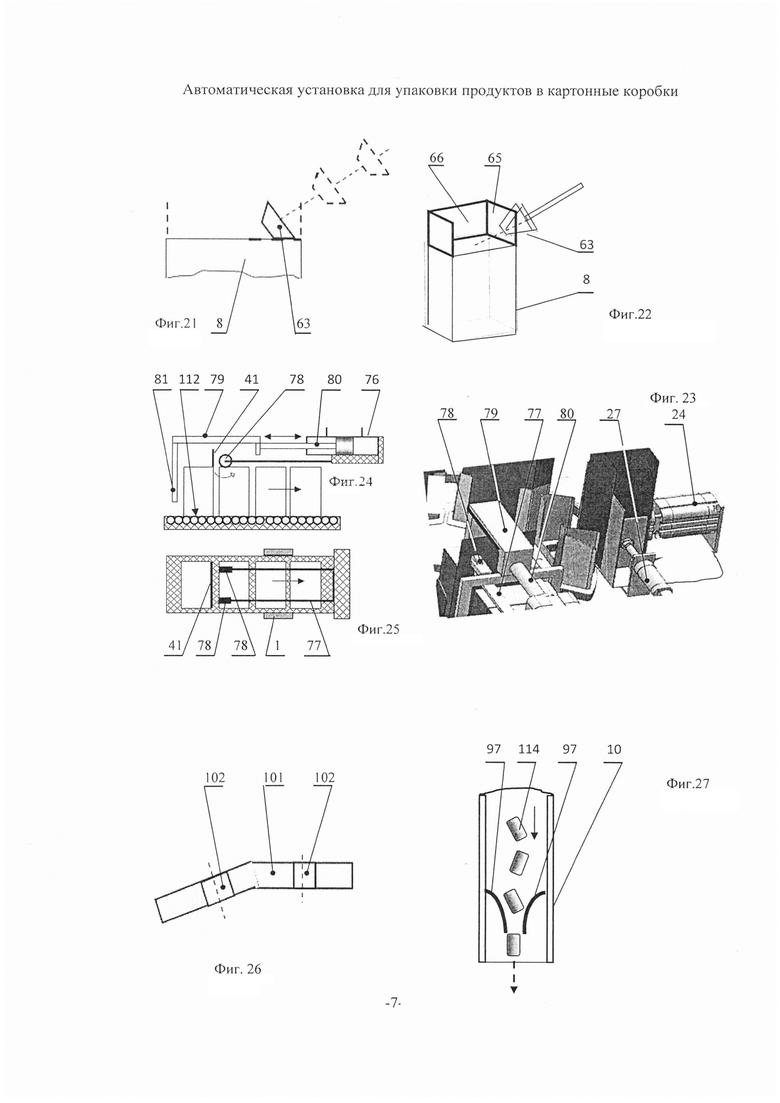
На фиг. 20 - фаза полного отгиба центрального маркируемого клапана. На фиг. 21 - схема перемещения усеченной пирамиды в процессе закрытия клапана коробки.
На фиг. 22 - схема взаимодействия клапана коробки и усеченной пирамиды.
На фиг. 23 - элемент общего вида узла выгрузки коробок в автоматической установке.
На фиг. 24 - схема взаимодействия упора, роликов и коробки на этапе закрытия центрального маркируемого клапана при выгрузке коробки.
На фиг. 25 - П-образный держатель с роликами узла выгрузки коробок.
На фиг. 26 - уголок узла закрытия клапанов коробки.
На фиг. 27 - ограничители входного транспортера.
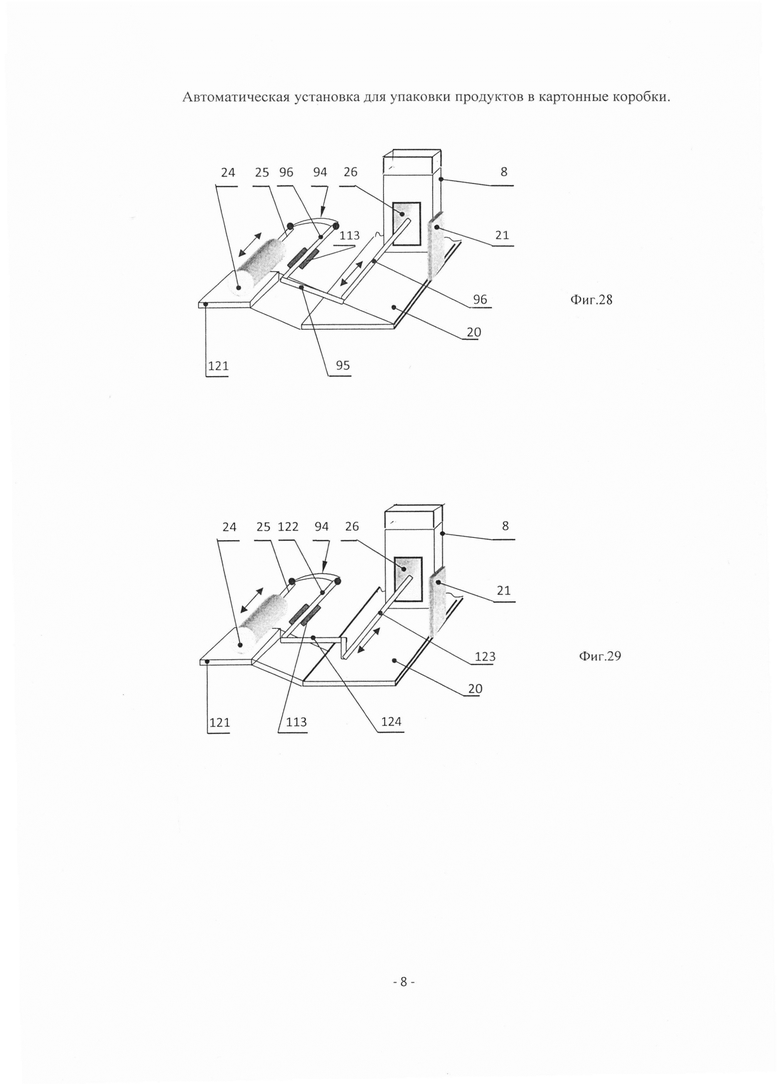
На фиг. 28 - второй вариант выполнения связи штока пневмоцилиндра с упором узла формирования коробки посредством дугообразного элемента и П-образного элемента.
На фиг. 29 - третий вариант выполнения связи штока пневмоцилиндра с упором узла формирования коробки посредством дугообразного элемента и изогнутого рычага.
Автоматическая установка для упаковки продуктов в картонные коробки содержит корпус 1, связанные с ним вертикальными стойками 2 нижнее, верхнее, и дополнительное основания 3, 4, 5, соосно расположенную между нижним и дополнительным основаниями 3, 5 с возможностью прерывистого вращения платформу-карусель 6 с выполненными на ней равномерно по окружности карманами 7 для размещения коробок 8, привод 9 платформы-карусели 6, связанный с корпусом 1 входной транспортер 10 подачи пакетов с продуктом, узел 11 формирования коробки 8, узел 12 маркировки коробки 8, узел 13 фасовки, узел 14 закрытия клапанов коробки 8, узел 15 нанесения клея, узел 16 выгрузки коробок 8, формирователь 17 угла наклона клапана коробки 8, узел 18 контроля положения коробки 8 и подключенный к управляющим и питающим входам соответствующих элементов установки блок 19 управления и питания (фиг. 1, фиг. 4, фиг. 5, фиг. 17, фиг. 18). Узел 11 формирования коробки 8 включает в себя (фиг. 1, фиг. 3, фиг. 8,) расположенный в плоскости платформы-карусели 6 и связанный с нижним основанием 3 направляющий стол 20 с двумя расположенными перпендикулярно друг другу ограничителями 21, связанный с верхним основанием 4 и расположенный над направляющим столом 20 магазин 22 заготовок 23 коробок 8. В состав узла 11 формирования коробки 8 входят установленный параллельно одному из ограничителей 21 на направляющем столе 20 или связанный с ним или нижним основанием 3 с возможностью перемещения относительно них пневмоцилиндр 24, шток 25 которого связан с упором 26, установленный на нижнем основании 3 параллельно другому ограничителю 21 второй пневмоцилиндр 27, шток 28 которого связан со вторым упором 29, установленные в корпусе 1 между направляющим столом 20 и магазином 22 заготовок 23 коробок 8 два дополнительных пневмоцилиндра 30, две оси 31 вращения связанные с ними два двуплечих рычага 32, один конец каждого из которых имеет вакуумный присос 33, а другой шарнирно связан со штоком 34 соответствующего дополнительного пневмоцилиндра 30, дополнительную ось вращения 35. При этом на одном из двуплечих рычагов 32 установлен дополнительный вакуумный присос 36, одна из осей 31 вращения и дополнительная ось 35 вращения связаны с магазином 22 заготовок 23 коробок 8, а другая ось 31 вращения - с нижним основанием 3, один из дополнительных пневмоцилиндров 30 связан с нижним основанием 3 и расположен параллельно одному из ограничителей 21, другой дополнительный пневмоцилиндр 30 связан с дополнительной осью 35 вращения с возможностью качания перпендикулярно плоскости упора 26 штока 25 первого пневмоцилиндра 24, вакуумные присосы 33, 36 предназначены для взаимодействия с заготовками 23 коробок 8, а упоры 26 и 29 первого 24 и второго 27 пневмоцилиндров предназначены для взаимодействия с боковой поверхностью 37 коробки и ребром 38 заготовки коробки, соответственно (фиг. 2). Узел 12 маркировки коробки 8 включает в себя (фиг. 6, фиг. 7) связанный с плоскостью дополнительного основания 5, обращенной к платформе-карусели 6, пневмоцилиндр 39, установленный параллельно оси вращения платформы - карусели 6, Т-образный рычаг 40, предназначенный для взаимодействия с внутренней поверхностью центрального маркируемого клапана 41 коробки 8, стойка 42 которого шарнирно связана со штоком 43 пневмоцилиндра 39 узла 12 маркировки коробки 8. Узел 12 маркировки коробки 8 содержит жестко связанную с нижним основанием 3 пластину 44 с пазом 45 и размещенный в последнем сменный маркирующий элемент 46, предназначенный для взаимодействия с внешней поверхностью центрального маркируемого клапана 41 коробки 8. Полка 47 Т-образного рычага 40 одним концом шарнирно связана с пластиной 44. Узел 13 фасовки включает в себя (фиг. 10, фиг. 12, фиг. 13) установленные между верхним и дополнительным основаниями 4, 5 и соединенные с ними направляющие 48, связанный с нижним основанием 3 и установленный параллельно оси вращения платформы-карусели 6 пневмоцилиндр 49, жестко связанную с его штоком 50 с возможностью перемещения относительно направляющих 48 прямоугольную рамку 51 с шарнирно установленными на ней параллельно друг другу и одной из сторон рамки осями 52, в средней части каждой из которых перпендикулярно ей закреплены упоры 53 с роликами 54, жестко связанные с осями 52 упругие трапецеидальные направляющие 55, меньшие основания которых предназначены для взаимодействия с центральными клапанами коробки 8, а также выступы 56, расположенные на дополнительном основании 5 ответно упорам 53 и предназначенные для взаимодействия с роликами 54 последних. Узел 14 закрытия клапанов коробки 8 включает в себя (фиг. 16, фиг. 20) ролик 57, установленный с возможностью вращения и взаимодействия с боковой поверхностью коробки 8, связанные с дополнительным основанием 5 три пневмоцилиндра 58, 59, 60 с наконечниками на концах их штоков, выполненными в виде усеченных пирамид (фиг. 15) 61, 62, 63, боковые грани которых, предназначенные для взаимодействия с клапанами 64, 65, 66 коробки 8, параллельны плоскости нижнего основания 3 (фиг. 21, фиг. 22). Усеченные пирамиды 61, 63 двух пневмоцилиндров 58, 60 предназначены для взаимодействия с боковыми клапанами 64, 65 коробки 8, а усеченная пирамида 62 третьего пневмоцилиндра 59 - с одним из центральных клапанов 66. Все пневмоцилиндры 58, 59, 60 установлены с возможностью линейных перемещений и регулирования углового положения относительно дополнительного основания 5. Узел 15 нанесения клея включает в себя (фиг. 11) жестко связанный с нижним основанием 3 и/или с корпусом 1 резервуар 67 для клея с нагревателем, установленную в резервуаре 67 с возможностью вращения относительно него ось 68, жестко связанные с ней элементы 69 для нанесения клея, жестко связанный с нижним основанием 3 и/или с корпусом 1 и установленный параллельно оси вращения платформы-карусели 6 пневмоцилиндр 70, звездочку 71, установленную на продолжении оси 68 и взаимодействующую с цепью 72, один конец которой жестко связан со штоком 73 пневмоцилиндра 70, а другой ее конец - с одним концом упругого элемента 74, соединенного другим концом с донной частью пневмоцилиндра 70 узла 15 нанесения клея. Элементы 69 для нанесения клея могут быть выполнены в виде крючков или тел качения. Узел 16 выгрузки коробок включает в себя (фиг. 4, фиг. 23, фиг. 24, фиг. 25) жестко связанный с корпусом 1 и/или с нижним основанием 3 выходной транспортер 75, пневмоцилиндр 76, П-образный держатель 77 с роликами 78 на его концах, предназначенными для взаимодействия с центральным маркируемым клапаном 41 коробки 8, установленный с возможностью перемещения относительно выходного транспортера 75 Г-образный толкатель 79, один конец которого жестко связан со штоком 80 пневмоцилиндра 76, а другой имеет упор 81, предназначенный для взаимодействия со стенкой коробки 8, параллельной плоскости упора 81. Формирователь 17 угла наклона клапана коробки включает в себя (фиг. 17, фиг. 18, фиг. 19, фиг. 20) связанную с нижним основанием 3 и установленную по периметру платформы-карусели 6 перпендикулярно ей ленту 82, один край которой выполнен с криволинейным выступом 83, предназначенным для взаимодействия с центральным маркируемым клапаном 41 коробки 8 на участке, примыкающем к Г-образному толкателю 79, и пластину 84, связанную с нижним и дополнительным основаниями 3, 5 на участке от узла 14 закрытия клапанов коробки 8 до узла 16 выгрузки коробок 8, выступающую над лентой 82 на участке узла 15 нанесения клея и выполненную в виде сегмента кольца с вырезом 85 на краю сегмента, обращенным к штоку пневмоцилиндра 60 узла 14 закрытия клапанов коробки 8 и предназначенным для обеспечения взаимодействия наконечника 63 штока этого пневмоцилиндра 60 с одним из боковых клапанов 65 коробки 8. Узел 18 контроля положения коробки 8 включает в себя (фиг. 1, фиг. 14) датчики 86, установленные на дополнительном основании 5 над соответствующим карманом 7 в элементах 87 регулирования их положения, каждый из которых представляет собой выполненный с продольными прорезями 88, 89 уголок 90, в одной из прорезей 89 которого установлено кольцо 91 с фиксатором 92 его положения, предназначенное для размещения датчика 86. Узел 18 контроля положения коробки 8 может включать в себя, по меньшей мере, два датчика 86. Ролик 57 узла 14 закрытия клапанов коробки 8 установлен на краю ленты 82 перед узлом 14 закрытия клапанов. Входной транспортер 10 расположен над прямоугольной рамкой 51 узла 13 фасовки, выполненной с прорезями 93 для размещения направляющих 48. Лента 82 и пластина 84 установлены с зазором «а» относительно друг друга для размещения центрального маркируемого клапана 41 коробки 8. Имеющий вырез 85 край пластины 84 расположен под углом к плоскости платформы-карусели 6, блок 19 управления и питания установлен на дополнительном 5 или верхнем 4 основании и выполнен с возможностью подключения к электросети, а все вакуумные присосы и пневмоцилиндры выполнены с возможностью подключения к вакуумно-компрессорной станции (на чертежах не показано). Шток 25 пневмоцилиндра 24 узла 11 формирования коробок 8 может быть связан (фиг. 9, фиг. 28) с упором 26 посредством шарнирно-связанных между собой и штоком 25 дугообразного 94 и П-образного 95 элементов. Стойки 96 П-образного элемента 95 параллельны ограничителю 21, а плоскости расположения П-образного элемента 95 и направляющего стола 20 или нижнего основания 3 расположены под углом друг к другу. Выходной транспортер 75 узла 16 выгрузки коробок 8 может быть выполнен роликовым (фиг. 24), а входной транспортер 10 подачи пакетов с продуктом - с ограничителями 97 перемещения пакетов (фиг. 27). Три пневмоцилиндра 58, 59, 60 связаны с дополнительным основанием 5 посредством установочной пластины 98 с крепежными стойками 99, имеющей прорези 100. С установочной пластиной 98 сопряжены уголки 101 с отверстиями 102, выполненными на каждой из их сторон (фиг. 16, фиг. 26). Соединение установочной пластины 98 с уголками 101 при установке и фиксации пространственного положения пневмоцилиндров 58, 59, 60 обеспечивается элементами 103 крепления. Магазин 22 заготовок 23 коробок 8 связан с верхним основанием 4 посредством крепежных элементов 104, пневмоцилиндр 49 узла 13 фасовки связан с нижним основанием 3 посредством крепежной стойки 105, входной транспортер 10 связан с корпусом 1 посредством крепежных стоек 106, лента 82 связана с нижним основанием 3 посредством крепежных стоек 107. Пластина 84 связана с нижним и дополнительным основаниями 3, 5 посредством крепежной стойки 108 и крепежного элемента 109, соответственно. Кольцеобразная лента 110 связывает соответствующие элементы технического решения с нижним основанием 3. Прерывистое вращательное движение платформе-карусели 6 сообщается от привода 9 через ось 111 вращения, а движение коробок 8 в узле 16 выгрузки коробок 8 происходит по роликам 112. Привод 9, обеспечивающий прерывистое вращательное движение платформы-карусели 6, может быть выполнен в виде пневмоцилиндра, шток которого воздействует на ось 111 вращения платформы-карусели 6 через обгонную муфту (на чертежах не показано). Перемещение П-образного элемента 95 осуществляется в направляющих ИЗ, а поступающие по входному транспортеру 10 продукты упакованы в пакеты 114. Уголки 90 узла 18 контроля положения коробки крепятся к дополнительному основанию 5 посредством крепежных элементов 115. Конец упругого элемента 74 соединен с донной частью пневмоцилиндра 70 узла 15 нанесения клея посредством крепежного элемента 116, при этом пневмоцилиндр 70 и резервуар 67 для клея связаны с нижним основанием 3 посредством крепежных элементов 117 и 118, соответственно. Связь одного из дополнительных пневмоцилиндров 30 с дополнительной осью 35 вращения осуществляется посредством крепежного элемента 119, а связь другого дополнительного пневмоцилиндра 30 с нижним основанием 3 осуществляется посредством крепежного элемента 120. Пневмоцилиндр 24 узла 11 формирования коробки может быть связан с направляющим столом 20 посредством крепежного элемента 121 (фиг. 9). Кроме того, в автоматической установке шток 25 пневмоцилиндра 24 узла 11 формирования коробок 8 может быть связан с упором 26 посредством шарнирно-связанных между собой и штоком 25 дугообразного элемента 94 и изогнутого рычага, два крайних участка 122 и 123 которого параллельны одному из ограничителей 21, а соединяющий их участок 124 выполнен Г-образным и лежащим в плоскости, перпендикулярной направляющему столу 20 (фиг. 29). Соединение соответствующих составных частей узлов установки с нижним, верхним и дополнительным основаниями 3, 4, 5 обеспечивается их формами и соответствующими элементами крепления.
Автоматическая установка для упаковки продуктов в картонные коробки работает следующим образом.
Перед началом упаковки продуктов в картонные коробки 8 осуществляется проверка всех узлов, элементов установки и заготовками 23 коробок 8 заполняется магазин 22 заготовок 23 коробок. Последовательность проводимых на автоматической установке операций определяется циклограммой работы, реализуемой после включения блока 19 управления и питания. Прерывистое вращательное движение платформы-карусели 6 обеспечивается приводом 9. На первой фазе работы узла 11 формирования коробки 8 после срабатывания первого дополнительного пневмоцилиндра 30 вакуумные присосы 33, 36 двуплечего рычага 32 взаимодействуют с заготовкой 23 коробки 8, занимающей нижнее положение в магазине 22 заготовок 23 коробок 8, и перемещают ее в вертикальное положение. После этого срабатывает второй дополнительный пневмоцилиндр 30, и шток 34, связанный со вторым двуплечим рычагом 32 через ось вращения 31, приводит в движение второй двуплечий рычаг 32 с вакуумным присосом 33, который при взаимодействии с заготовкой 23 коробки 8 преобразует ее форму в призматическую, после чего заготовка 23 коробки 8 перемещается на расположенный на уровне нижнего основания 3 направляющий стол 20. После этого срабатывает второй пневмоцилиндр 27, перемещается шток 28, второй упор 29 которого взаимодействует с ребром 38 заготовки 23 коробки 8, после чего заготовка 23 коробки 8 принимает форму параллелепипеда. После срабатывания первого пневмоцилиндра 24 шток 25 упором 26 взаимодействует с боковой поверхностью 37 коробки 8 (фиг. 2), в результате чего последняя перемещается в направлении кармана 7 платформы -карусели 6 и устанавливается в нем. При использовании вариантов выполнения связи штока 25 пневмоцилиндра 24 с упором 26 сообщение движения упору 26 осуществляется посредством дугообразного элемента 94 и П-образного элемента 95 (фиг. 28) или посредством дугообразного элемента 94 и изогнутого рычага (фиг. 29). В этих вариантах стойки П-образного элемента 95 или участки 122, 123, 124 изогнутого рычага могут быть расположены на разной высоте относительно направляющего стола 20, при этом плоскость расположения П-образного элемента 95 может составлять с плоскостью направляющего стола 20 некоторый угол. После поворота платформы-карусели 6 коробка 8 занимает положение в узле 12 маркировки коробки 8. После срабатывания пневмоцилиндра 39 его шток 43, шарнирно связанный с Т-образным рычагом 40, приводит его в движение, в результате чего полка 47 взаимодействует с внутренней поверхностью центрального маркируемого клапана 41 и прижимает его к маркирующему элементу 46, представляющего собой кассету для набора цифр, соответствующих дате упаковки. После маркирования коробка 8 поступает на узел 13 фасовки, на который в соответствии с циклограммой процесса упаковки с входного транспортера 10 поступают пакеты 114 с продуктом. Перед началом перемещения прямоугольной рамки 51 расстояние между выступами 56 и упорами 53 с роликами 54 равно величине хода штока 50 пневмоцилиндра 49, установленного перпендикулярно плоскости прямоугольной рамки 51. При срабатывании пневмоцилиндра 49 движение его штока 50 приводит к перемещению прямоугольной рамки 51 по направляющим 48 в направлении к выступам 56. При контакте роликов 54 упоров 53 вследствие жесткой связи упоров с осями 52 происходит поворот этих осей, что приводит к перемещению упругих трапецеидальных направляющих 55, жестко связанных с осями 52. В результате этого нижние части упругих трапецеидальных направляющих 55 расходятся в стороны, взаимодействуя с внутренними поверхностями центральных клапанов 41, 66 коробки 8 и способствуя точному входу пакета 114 с продуктом в коробку 8. Далее происходит поворот платформы-карусели 6, и коробка 8 поступает на узел 18 контроля ее положения, который осуществляется посредством датчиков 86, установленных в элементах 87 регулирования их пространственного положения. После прохождении коробкой 8 контрольной операции и поворота платформы-карусели 6 коробка 8 с пакетом 114 поступает на узел 14 закрытия клапанов коробки, в котором в результате срабатывания пневмоцилиндров 58, 59, 60 происходит перемещение их штоков с наконечниками, которые при взаимодействии с двумя боковыми 64, 65 и одним из центральных 66 клапанов осуществляют их закрытие. Применение ролика 57, установленного с возможностью вращения и взаимодействия с боковой поверхностью коробки 8 перед узлом 14 закрытия клапанов коробки 8, обусловлено необходимостью компенсации бочкообразности поверхности коробки 8, приобретенной при загрузке пакета 114 с продуктом в узле 13 фасовки. Результатом взаимодействия ролика 57 с боковой поверхностью коробки 8 является компенсация ее бочкообразности, что на последующей фазе формирования угла наклона клапана коробки облегчает отгиб центрального маркируемого клапана 41. Точность операции закрытия клапанов обеспечивается как видом выполнения наконечников в виде усеченных пирамид 61, 62, 63, взаимодействующих поверхностями своих граней с поверхностями клапанов, так и за счет возможности регулирования пространственного положения пневмоцилиндров 58, 59, 60 посредством уголков 101, сопряженных с пластиной 98 после фиксации их элементом 103 крепления. Точности закрытая клапанов коробки 8 способствует то, что боковые грани пирамид 61, 62, 63, предназначенные для взаимодействия с клапанами коробки 8, параллельны плоскости нижнего основания 3. Выполнение пластины 84 в виде сегмента кольца с вырезом 85 на его краю обеспечивает возможность взаимодействия усеченной пирамиды 63 с боковым клапаном 65 коробки 8. При последующем повороте платформы-карусели 6 происходит отгиб центрального маркируемого клапана 41 таким образом, что при нахождении коробки 8 против узла 15 нанесения клея он занимает горизонтальное положение. Изменение угла наклона центрального маркируемого клапана 41 происходит при движении его в зазоре «а» (фиг. 18) между пластиной 84 и лентой 82, с нависанием части пластины 84 над лентой 82. В узле 15 нанесения клея, который находится в резервуаре 67 с нагревателем, происходит нанесение клея элементами 69, выполненных в виде крючков или тел качения, на внутреннюю поверхность центрального маркируемого клапана 41. Качательное движение элементов 69 нанесения клея, установленных на оси 68, обеспечивается за счет выполнения ее привода в виде пневмоцилиндра 70, шток 73 которого соединен с одним концом цепи 72, другой конец которой связан с концом упругого элемента 74. При срабатывании пневмоцилиндра 70 возвратно-поступательное движение его штока 73 преобразуется в качательное движение элементов 69 нанесения клея. При дальнейшем повороте платформы-карусели 6 центральный маркируемый клапан 41 выходит из указанного выше зазора «а» и, взаимодействуя с криволинейным выступом 83 ленты 82, изменяет свой угол наклона и при подходе к узлу 16 выгрузки коробок 8 занимает вертикальное положение. В узле 16 выгрузки коробок 8 при срабатывании пневмоцилиндра 76 движение его штока 80 посредством Г-образного толкателя 79 передается упору 81, который взаимодействуя с коробкой 8, перемещает ее в сторону выходного роликового транспортера 75. При входе коробки 8 на выходной роликовый транспортер 75 в результате взаимодействия роликов 78, установленных на П-образном держателе 77, с открытым центральным маркируемым клапаном 41 происходит его опускание и приклеивание его внутренней стороны к ранее закрытым клапанам 64, 65, 66. Далее по роликовому выходному транспортеру 75 коробки 8 поступают к месту их складирования.
Предлагаемая автоматическая установка обладает компактностью, имеет сравнительно невысокую себестоимость изготовления, повышенные характеристики точности и показатели надежности, что, в конечном итоге, позволяет снизить затраты на проведение ее эксплуатационного обслуживания и ремонтных работ. Техническое решение может быть использовано при упаковке в картонные коробки изделий пищевой и химико-фармацевтической промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| МАШИНА ДЛЯ УКЛАДКИ В КОРОБКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1967 |
|
SU206379A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК ИЗ КАРТОННЫХ ФАСОННЫХ ЗАГОТОВОК | 1968 |
|
SU213570A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ВЗРЫВНЫХ ПАТРОНОВ | 1966 |
|
SU185726A1 |
| Устройство для укладки изделий в картонные коробки | 1987 |
|
SU1413032A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОРПУСОВ ЖИДКОКРИСТАЛЛИЧЕСКИХ ИНДИКАТОРОВ | 1992 |
|
RU2054838C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
| УСТРОЙСТВО для ЗАКРЫВАНИЯ КЛАПАНОВ КОРОБОК | 1973 |
|
SU369069A1 |
Автоматическая установка содержит корпус, связанные с ним вертикальными стойками основания, соосно расположенную между ними с возможностью вращения платформу-карусель с выполненными на ней равномерно по окружности карманами для размещения коробок, привод платформы-карусели, входной транспортер подачи пакетов с продуктом, узлы формирования коробки и ее маркировки, узел фасовки, включающий в себя направляющие, пневмоцилиндр, связанную с его штоком с возможностью перемещения относительно направляющих рамку с шарнирно установленными на ней осями, в средней части каждой из которых закреплены упоры с роликами, связанные с осями упругие трапецеидальные направляющие, а также выступы, ответные упорам, расположенные на дополнительном основании. Установка содержит также узел закрытия клапанов коробки, состоящий из установленных в корпусе с возможностью регулирования пространственного положения трех пневмоцилиндров с наконечниками на концах их штоков, выполненными в виде усеченных пирамид. Установка еще содержит узлы нанесения клея, выгрузки коробок и контроля положения коробки, блок управления и питания и формирователь угла наклона клапана коробки, включающий в себя установленную по периметру платформы-карусели перпендикулярно ей ленту с криволинейным выступом, пластину, выступающую над лентой на участке узла нанесения клея и выполненную в виде сегмента кольца с вырезом на краю сегмента, обращенным к штоку пневмоцилиндра узла закрытия клапанов коробки. Изобретение обеспечивает расширение арсенала технических средств и повышение надежности. 7 з.п. ф-лы, 29 ил.
1. Автоматическая установка для упаковки продуктов в картонные коробки, содержащая корпус, связанные с ним вертикальными стойками нижнее, верхнее и дополнительное основания, соосно расположенную между нижним и дополнительным основаниями с возможностью прерывистого вращения платформу-карусель с выполненными на ней равномерно по окружности карманами для размещения коробок, привод платформы-карусели, связанный с корпусом входной транспортер подачи пакетов с продуктом, узел формирования коробки, узел маркировки коробки, узел фасовки, узел закрытия клапанов коробки, узел нанесения клея, узел выгрузки коробок, формирователь угла наклона клапана коробки, узел контроля положения коробки и подключенный к управляющим и питающим входам соответствующих элементов установки блок управления и питания, узел формирования коробки включает в себя расположенный в плоскости платформы-карусели и связанный с нижним основанием направляющий стол с двумя расположенными перпендикулярно друг другу ограничителями, связанный с верхним основанием и расположенный над направляющим столом магазин заготовок коробок, установленный параллельно одному из ограничителей на направляющем столе или связанный с ним или нижним основанием с возможностью перемещения относительно них пневмоцилиндр, шток которого связан с упором, установленный на нижнем основании параллельно другому ограничителю второй пневмоцилиндр, шток которого связан со вторым упором, установленные в корпусе между направляющим столом и магазином заготовок коробок два дополнительных пневмоцилиндра, две оси вращения, связанные с ними два двуплечих рычага, один конец каждого из которых имеет вакуумный присос, а другой шарнирно связан со штоком соответствующего дополнительного пневмоцилиндра, дополнительную ось вращения, при этом на одном из двуплечих рычагов установлен дополнительный вакуумный присос, одна из осей вращения и дополнительная ось вращения связаны с магазином заготовок коробок, а другая ось вращения - с нижним основанием, один из дополнительных пневмоцилиндров связан с нижним основанием и расположен параллельно одному из ограничителей, другой дополнительный пневмоцилиндр связан с дополнительной осью вращения с возможностью качания перпендикулярно плоскости упора штока первого пневмоцилиндра, вакуумные присосы предназначены для взаимодействия с заготовками коробок, а упоры первого и второго пневмоцилиндров предназначены для взаимодействия с боковой поверхностью коробки и ребром заготовки коробки соответственно, узел маркировки коробки включает в себя связанный с плоскостью дополнительного основания, обращенной к платформе-карусели, пневмоцилиндр, установленный параллельно оси вращения платформы-карусели, Т-образный рычаг, предназначенный для взаимодействия с внутренней поверхностью центрального маркируемого клапана коробки, стойка которого шарнирно связана со штоком пневмоцилиндра узла маркировки коробки, жестко связанную с нижним основанием пластину с пазом и размещенный в последнем сменный маркирующий элемент, предназначенный для взаимодействия с внешней поверхностью центрального маркируемого клапана коробки, при этом полка Т-образного рычага одним концом шарнирно связана с пластиной, узел фасовки включает в себя установленные между верхним и дополнительным основаниями и соединенные с ними направляющие, связанный с нижним основанием и установленный параллельно оси вращения платформы-карусели пневмоцилиндр, жестко связанную с его штоком с возможностью перемещения относительно направляющих прямоугольную рамку с шарнирно установленными на ней параллельно друг другу и одной из сторон рамки осями, в средней части каждой из которых перпендикулярно ей закреплены упоры с роликами, жестко связанные с осями упругие трапецеидальные направляющие, меньшие основания которых предназначены для взаимодействия с центральными клапанами коробки, а также выступы, расположенные на дополнительном основании ответно упорам и предназначенные для взаимодействия с роликами последних, узел закрытия клапанов коробки включает в себя ролик, установленный с возможностью вращения и взаимодействия с боковой поверхностью коробки, связанные с дополнительным основанием три пневмоцилиндра с наконечниками на концах их штоков, при этом наконечники двух пневмоцилиндров предназначены для взаимодействия с боковыми клапанами коробки, наконечник третьего пневмоцилиндра - с одним из центральных клапанов, а все пневмоцилиндры установлены с возможностью линейных перемещений и регулирования углового положения относительно дополнительного основания, узел нанесения клея включает в себя жестко связанный с нижним основанием и/или с корпусом резервуар для клея с нагревателем, установленную в резервуаре с возможностью вращения относительно него ось, жестко связанные с ней элементы для нанесения клея, жестко связанный с нижним основанием и/или с корпусом и установленный параллельно оси вращения платформы-карусели пневмоцилиндр, звездочку, установленную на продолжении оси и взаимодействующую с цепью, один конец которой жестко связан со штоком пневмоцилиндра, а другой ее конец - с одним концом упругого элемента, соединенного другим концом с донной частью пневмоцилиндра узла нанесения клея, узел выгрузки коробок включает в себя жестко связанный с корпусом и/или с нижним основанием выходной транспортер, пневмоцилиндр, П-образный держатель с роликами на его концах, предназначенными для взаимодействия с центральным маркируемым клапаном коробки, установленный с возможностью перемещения относительно выходного транспортера Г-образный толкатель, один конец которого жестко связан со штоком пневмоцилиндра, а другой имеет упор, предназначенный для взаимодействия со стенкой коробки, параллельной плоскости упора, формирователь угла наклона клапана коробки включает в себя связанную с нижним основанием и установленную по периметру платформы-карусели перпендикулярно ей ленту, один край которой выполнен с криволинейным выступом, предназначенным для взаимодействия с центральным маркируемым клапаном коробки на участке, примыкающем к Г-образному толкателю, и пластину, связанную с нижним и дополнительным основаниями на участке от узла закрытия клапанов коробки до узла выгрузки коробок, выступающую над лентой на участке узла нанесения клея и выполненную в виде сегмента кольца с вырезом на краю сегмента, обращенным к штоку пневмоцилиндра узла закрытия клапанов коробки и предназначенным для обеспечения взаимодействия наконечника штока этого пневмоцилиндра с одним из боковых клапанов коробки, узел контроля положения коробки включает в себя датчики, установленные на дополнительном основании над соответствующим карманом в элементах регулирования их положения, каждый из которых представляет собой выполненный с продольными прорезями уголок, в одной из прорезей которого установлено кольцо с фиксатором его положения, предназначенное для размещения датчика, при этом ролик формирователя угла наклона клапана коробки установлен на другом краю ленты перед узлом закрытия клапанов, входной транспортер расположен над прямоугольной рамкой узла фасовки, выполненной с прорезями для размещения направляющих, лента и пластина установлены с зазором относительно друг друга для размещения центрального маркируемого клапана коробки, имеющий вырез край пластины расположен под углом к плоскости платформы-карусели, все вакуумные присосы и пневмоцилиндры выполнены с возможностью подключения к вакуумно-компрессорной станции, а блок управления и питания установлен на дополнительном или верхнем основании и выполнен с возможностью подключения к электросети.
2. Автоматическая установка по п. 1, в которой наконечники выполнены в виде усеченных пирамид, боковые грани которых, предназначенные для взаимодействия с клапанами коробки, параллельны плоскости нижнего основания.
3. Автоматическая установка по п. 1, в которой шток пневмоцилиндра узла формирования коробок связан с упором посредством шарнирно-связанных между собой и штоком дугообразного и П-образного элементов, при этом стойки П-образного элемента параллельны одному из ограничителей, а плоскости расположения П-образного элемента и направляющего стола или нижнего основания расположены под углом друг к другу.
4. Автоматическая установка по п. 1, в которой выходной транспортер узла выгрузки коробок выполнен роликовым.
5. Автоматическая установка по п. 1, в которой входной транспортер подачи пакетов с продуктом выполнен с ограничителями перемещения пакетов.
6. Автоматическая установка по п. 1, в которой узел контроля положения коробки включает в себя по меньшей мере два датчика.
7. Автоматическая установка по п. 1, в которой элементы для нанесения клея выполнены в виде крючков или тел качения.
8. Автоматическая установка по п. 1, в которой шток пневмоцилиндра узла формирования коробок связан с упором посредством шарнирно-связанных между собой и штоком дугообразного элемента и изогнутого рычага, два крайних участка которого параллельны одному из ограничителей, а соединяющий их участок выполнен Г-образным и лежащим в плоскости, перпендикулярной направляющему столу.
| US 6591965 B2, 15.07.2003 | |||
| СПОСОБ УПАКОВКИ КАРТОННЫХ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ ПРЯМОУГОЛЬНЫХ ПАКЕТОВ С ЖИДКИМ ПИЩЕВЫМ ПРОДУКТОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120894C1 |
| Устройство для закрывания,клеймения и фиксации клапанов картонных коробок | 1985 |
|
SU1306827A1 |
| Устройство для поштучной подачи из стопы и формирования картонных плоскосложенных коробок | 1988 |
|
SU1519954A1 |
| Устройство для формирования картонных коробок и укладки в них изделий | 1988 |
|
SU1527095A1 |
| US 6383123 B1, 07.05.2002 | |||
| RU 2000261 C1, 07.09.1993. | |||

