Предметом изобретения является способ формования стеклянных изделий с боковыми каналами, например тройников, крестовин и т. п.
Способ отличается тем, что при формовании соосных каналов обычным прессованием в полости для формования боковых каналов засасывают стекломассу, а затем формуют эти каналы выдуванием сжа.тым воздухом.
В прес г-форме для осуществления пред.-|агаемого способа применены ггодвижные поддоны, расположенные в полостях соосных и боковых каналов. Прессующий пуансон снабжен отверстием для подачи сжатого воздуха, который служит для выдувания стекломассы в боковых каналах.
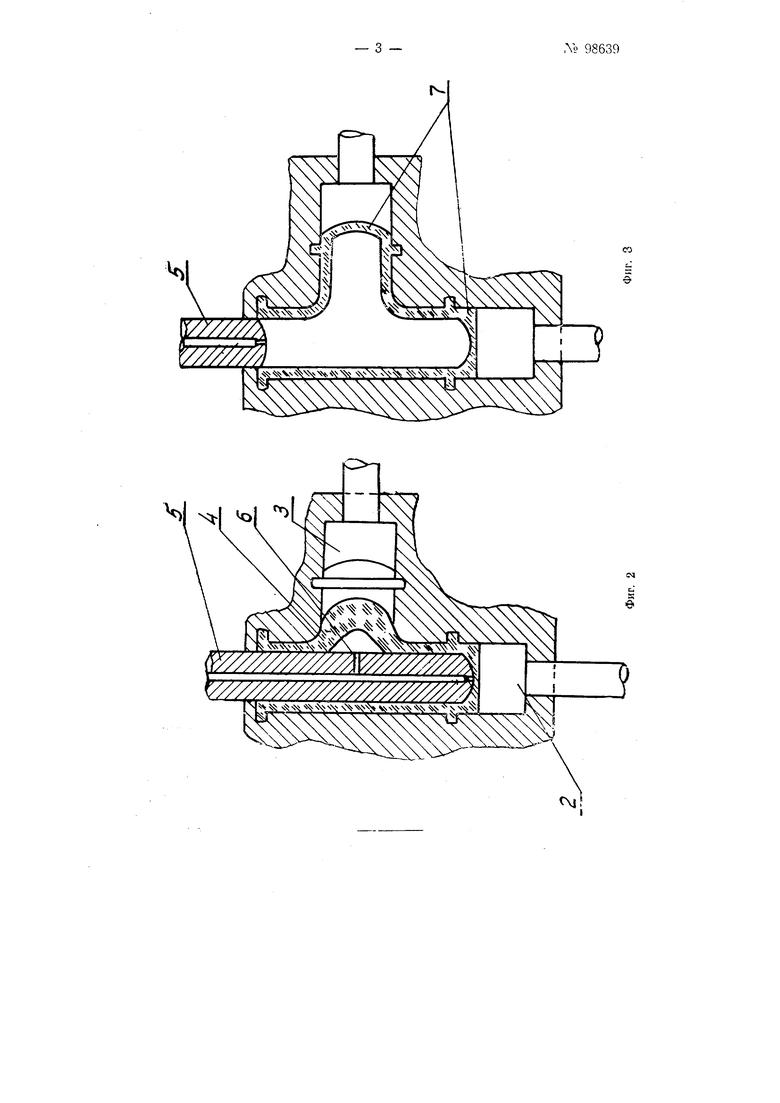
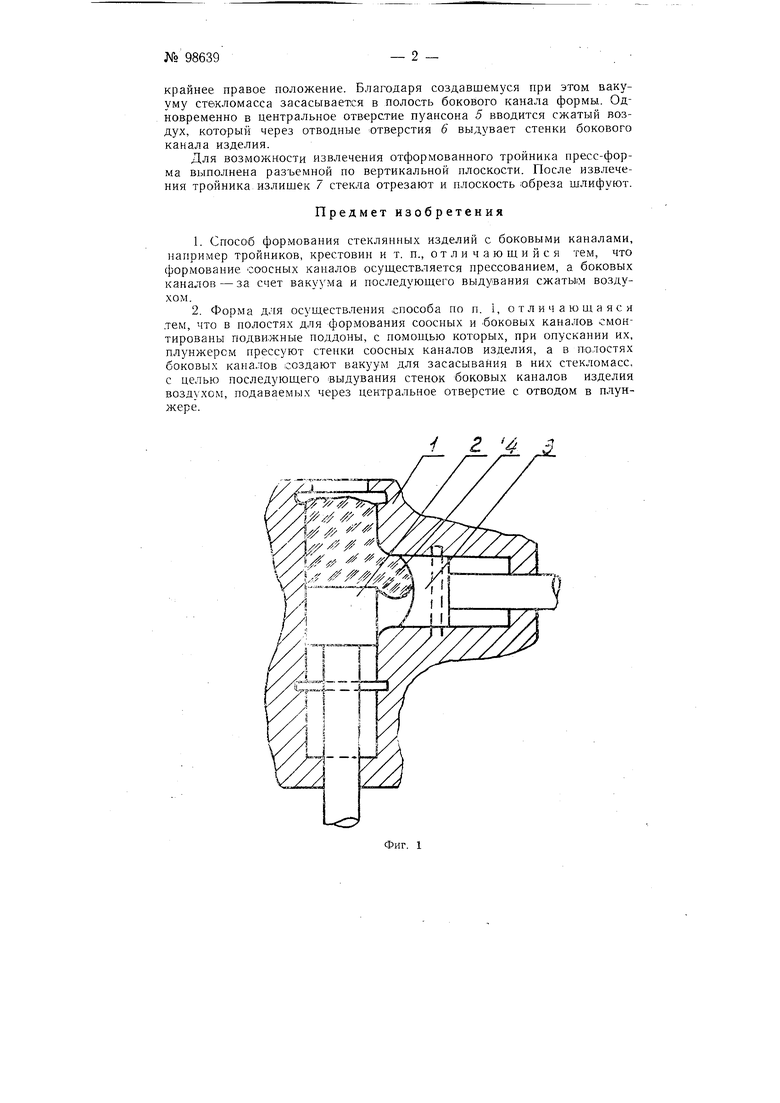
На фиг. 1 показана прс сс-форма в начальный момент засасывания стекломассы, в продольном разрезе; на фиг. 2-то же, по окончании прессования соосных каналов; на фиг. 3-готовын тройник неред извлечением из пресс-формы.
В вертикальной полости разборной пресс-формы / помещен подвижный в осевом направлении поддон 2. В полости боковых каналов пресс-формы помещен также подвижный второй ггоддон с вогнутым шаровидным внутренним торцом.
Пуансон 5 для формования соосных каналов имеет центральное отверстие с отводами 6.
Формование тройника производится с.1едуюн|им образом.
Когда поддоны 2 н 3 занимают положенне, пзображен11ое на фиг. 1 в верхнее отверстие пресс-формы подают дозированное количество стекло.массы 4. Стекломасса заполняет вер.хнюю часть вертикальной и часть боковой полости формы. Затем в это отверстие опускают пуансон 5 и передвигают его вместе с поддоном 2 пниз, формуя, таким образом, стенки соосных каналов. Когда пуансон 5 и поддон 2 зай.ут свое крайнее нижнее положение (фиг. 2), поддон .3 отводят и
крайнее правое положение. Благодаря создавшемуся при этом вакууму стекломасса засасывается в полость бокового канала формы. Одновременно в центральное отверстие пуансона 5 вводится сжатый воздух, который через отводные отверстия 6 выдувает стенки бокового канала изделия.
Для возможности извлечения отформованного тройника пресс-форма выполнена разъемной по вертикальной плоскости. После извлечения тройника излишек 7 стекла отрезают и плоскость о,бреза шлифуют.
Предмет изобретения
1.Способ формования стеклянных изделий с боковыми каналами, например тройников, крестовин и т. п., отличаюшийся тем, что формование соосных каналов осуш,ествляется прессованием, а боковых каналов - за счет вакуума и последуюш,его выдувания сжатьим воздухом.
2.Форма для осуш,ествления способа по п. i, отличающаяся .тем, что в полостях для формования соосных и -боковых каналов смонтированы подвижные поддоны, с помощью которых, при опускании их, плунжером прессуют стенки соосных каналов изделия, а в полостях боковых каналов создают вакуум для засасывания в них стекломасс, с пелью последуюш,его выдувания стенок боковых каналов изделия воздухом, подаваемых через центральное отверстие с отводом в плунжере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 2021 |
|
RU2763578C1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Способ изготовления стеклоизделий наНОжКЕ | 1979 |
|
SU852804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| Формовой комплект для изготовления полых стеклоизделий | 1989 |
|
SU1692957A1 |
| Устройство для изготовления полых стеклоизделий | 1977 |
|
SU737366A1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Черновая форма | 1975 |
|
SU675006A1 |