OvCD CD
-.
It
Од
01 Изобретение относится к сварке, в частности к устройствам для сборки и автоматической сварки стыковых соеди нений листов из алюминиевых сплавов. Известно устройство для сборки и сварки полотнищ, содержащее основани и смонтированные на нем формирующую подкладку, прижимное устройство, сва рочную головку, установленную на тележке 1. Недостатком устройства является невысокое качество шва из-за плохого Ярижима свариваемых кромок листов в зоне сварки. Известен стенд для сборки и сварк полотнищ, содержащий основание,смонтированные на нем механизм прижима свариваемых полотнищ с прижимными башмаками, а также тележку со сварочной головкой, установленную с возможностью перемещения по направляющим 2 . Недостатком известного стенда является невысокое качество шва из-за отсутствия сосредоточенного прижима свариваемых кромок в зоне сварки. Цель изобретения - повышение качества шва путем создания сосредоточенного в месте сварки прижима. Поставленная цель достигается тем что стенд для сборки -и сварки полотнищ, содержащий основание, смонтированные на нем механизм прижима свари ваемых полотнищ с прижимными башмака ми, а также тележку со сварочной головкой, установленную с возможностью перемещения по направляющим, снабжен прижимными балкам с приводами их пе ремещения, установленными вдоль прижимных башмаков с возможностью перед чи на них усилия прижима, а тележка снабжена механизмом локального прижима, выполненным в виде смонтирован ного на ней гидроцилиндра и соединен ной с его штоком траверсы с катками, установленными на ней и опирающимися на прижимные балки. На фиг.1 изображен стенд ( разрез по оси сварного стыка); на фиг.2 разрез А-А на фиг.1. Стенд для сборки и сварки полотнищ состоит из основания 1 с формирующей теплоотводящей подкладкой 2 и настилом 3. В основание 1 стенда вмонтированы две пары гидроцилиндров 4 с двумя прижимными балками 5, оснащенными прижимными башмаками 6 с откидными ограничителями 7. Стенд оснащен порталом 8, к раме 9 которого крепятся две направляющие 10, на которых подвешена тележка 11 с приводом 12 и гидравлическим цилиндром 13. К тележ.ке 11 крепится траверса 14 с катками 15, Подвеска 16 с проволокоподающим механизмом 17, кассетой 18 п горелкой 19 для сварки крепится таким образом чтобы ось сварочной горелки 19 пересекала плоскость основания стенда между вертикальными осями прижимных катков 15. На подвеске 16 впереди и сзади сварочной горелки 19 могут быть установлены дополнительные прижимные ролики 20 и 21, сориентированные по продольной оси стенда, причем передний ролик 20 выполнен с кольцевой проточкой посредине, в которой размещен проволокоподающий канал 22, а задний ролик 21 выполнен сплошным. К тележке 11 крепятся также пульт 23 сварщика с видеоконтрольным устройством 24. Стенд работает следующим образом. Тележку 11 отводят по направляющим 10 за пределы основания 1 стенда. Затем поджимают на некоторую высоту прижимные балки 5 при помощи пары гидроцилиндров 4. Свариваемый лист подается в направлении, перпендикулярном оси формирующей подкладки 2 до упора своей кромкой в откинутые ограничители 7, сориентированные по оси формирую1Дей-прокладки. После установки листа на место опускают первую прижимную балку и прижимают поданный лист к подкладке 2 и настилу 3 стенда. Затем подают второй свариваемый лист до упора в кромку закрепленного прижимом листа. После установки на место второго листа опускают вторую прижимную балку 5 прижимают лист к подкладке. К месту начала сварки подают тележку 11, затем тидроцилиндром 13 опускают траверсу 14 . до. соприкосновения катками 15 с прижимными балками 5 и включают рабочее давление, поджимающее балки к подкладке 2. После этого сварочную горелку 19 посредством гидроцилиндра 25 вместе с подвеской 16 опускают к формирующей подкладке и наводят на стык «полотнища, совмещенный-с осью формирующей подкладки, включают сварочный ток, привод 12 перемещения тележки 11j включают механизм 17 подачи проволоки, и производится сварка стыкового шва. ПрисаДочная проволока подается в зону сварки из кассеты 18 по проволокоподающему каналу 22. Управление процессом сварки и прижатия кромок осуществляется с пульта 23, .наблюдение за дугой производится при помощи видиоконтрольного устройства 24. При сварке тонколистовых конструкций для предотвращения выпучивания кромок по оси сварного соединения к подвеске 16 крепят ролики 20 и 21. После ориентации горелки 19 по месту сварки включается давление в гидроцилиндре 25, прижимающееролики 20 и 21 к сварному соединению. После окончания сварки отключается давление в гидроцилиндрах 13 и 25,
тележка по направляющим 10 портала 8 возвраидается в исходное состояние. Затем поднимаются прижимные балки 5, и сваренное полотнище перемещается на следующую позицию. При таком конструктивном решении стенда плотное и равномерное прижатие всей нагретой зоны сварного соединения к формирующей теплоотводящей -подкладке и башмакам обеспечивается всего шестью гидроцилиндрами независимо от длины выполняемого шва. При .этом отпадает необходимость синхронизации перемещений сварочной горелки и прижимов.
требукядей достаточно сложной электрической схемы. Кроме того, возможность раздельной работы прижимных балок позволяет отказаться от прихватки листов и приварки контрольных планок, что существенно упрощает технологию сборки и облегчает автоматизацию этой операции.
За счет упрощения конструкции стенда его стоимость понизится по сравнению с прототипом на 40-50%, а упрощение операции сборки позволит снизить себестоимость изготовления конструкций на 20-25%.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Устройство для сварки | 1977 |
|
SU692711A1 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Способ изготовления полотнищ | 1978 |
|
SU806330A1 |
СТЕНД ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ/ содержаний основание, смонтированные на нем механизм прижима свариваемлх полотнищ с прижимными башмаками, a также тележку со сварочной головкой, установленную с возможностью перемещения по Направляющим, отличающийся тем,- что, с целью повышения качества шва путем создания сосредоточенного в месте сварки прижима, стенд снабжен прижимными балками с приводами их перемещения, установленными вдоль прижимных башмаков с возможностью передачи на них усилия прижима, a тележка снабжена механизмом локального прижима , выполненным в виде смонтированногр на ней гидроцилиндра и соединенной с его штоком траверсы с катками, установленными на ней и опирающимися, на прижимные балки. . g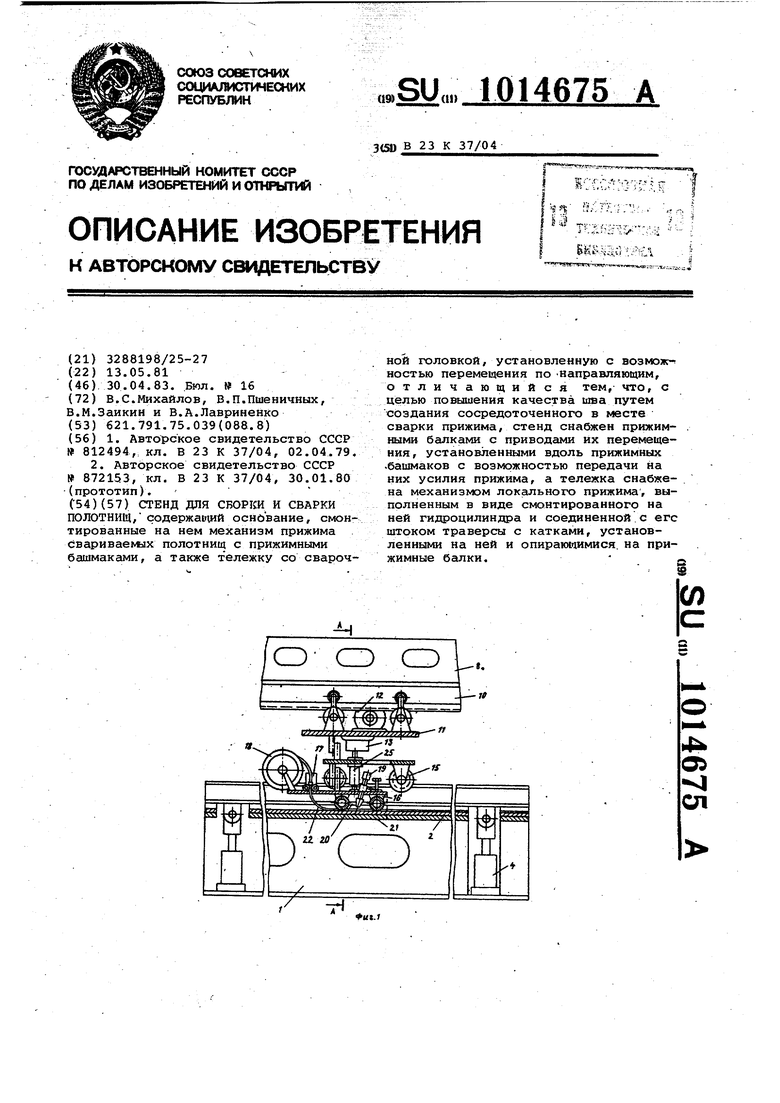
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
