Изобретение относится к сварке, а именно к конструкции устройства для сборки и автоматической дуговой сварки под флюсом с ыковых швов изделий, преимущественно тавровых балок.
Известно устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий, праймjrцественно тавровых балок, содержащее смонтированные на основании рольганг для продольной подачи заготовок, кантователь заготовок, установленный с возможностью поворота относительно продольной оси устройства с механизмами фиксации заготовок, подасимную флюсовую подушку для защиты одной из сторон сварного шва изделия, расположенную между роликами рольганга, портал со сварочными головками, установленньми с возможностью перемещения в направлении, перпендикулярном продольной оси устройства ij .
Однако известное устройство не обеспечивает требуемого качества сварки изделий, так как не удовлетворительна защита обратной стороны сварных швов.
Цель изобретения - повышение качества сварки изделий путем улучшения защиты обратной стороны сварных швов.
Указанная цель достигается тем, что устройство для сборки и автоматической дуговой сварки под флюсом стьжовых швов изделий, преимущественно тавровых балок, содержащее смонтированные на основании рольганг для продольной подачи заготовок, кантователь заготовок, установленный с возможностью поворота относительно продолиьнбй оси устройства, механизмы фиксации заготовок, поджимную флюсовую подушку для защиты одной из сторон сварного шва изделия, расположенную между роликами рольганга, портал со сварочньми головками, установленНЫ4И с возможностью перемещения в направлении, перпендикулярном продольной оси устройства, оснащено дополнительной опоррй с флюсовой подушкой для защиты обратной стороны шва изделия, выполненной в, ввде двух симметрично расположенных ячеек с флюсом и планки, смонтированной между ячейками с флюсом с возможностью перемещения в плоскости, перпендикулярной основанию, и второй дополнительной опорой для защиты стенки изделия, вьлолненной в виде четырехзвенного пантографа и смонтированного на нем короба для флоса с гибК1м элементом и шарнирно установленньм дном, соединенньм со стенками короба указанным гибким злемеитом, а кантователь заготовок выполнен в виде поворотной консоли, ось поворота которой расположена параллельно продольной оси рольганга межцу опорами с флюсовьни подушками для одной и обратной сторон шва изделия.
На основании по.обе стороны относительно кантователя между роликами рольганга смонтированы поворотные консоли, а механизмы фиксации заготовок установлен)} на консолях.
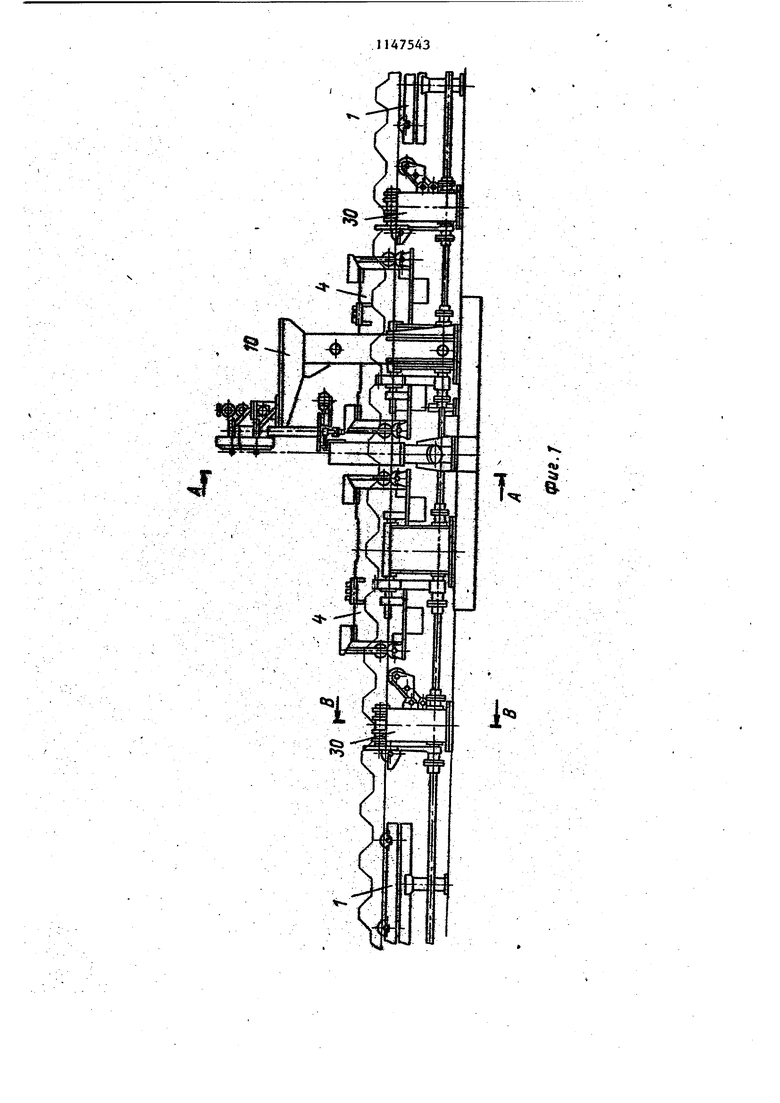
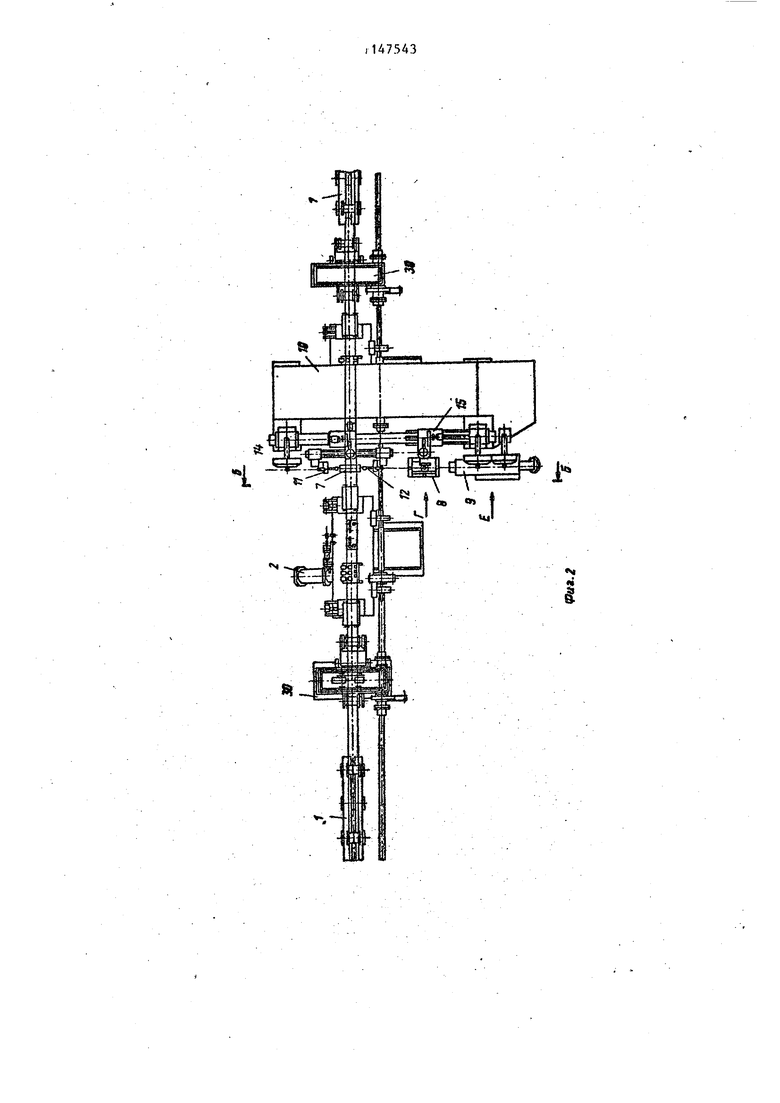
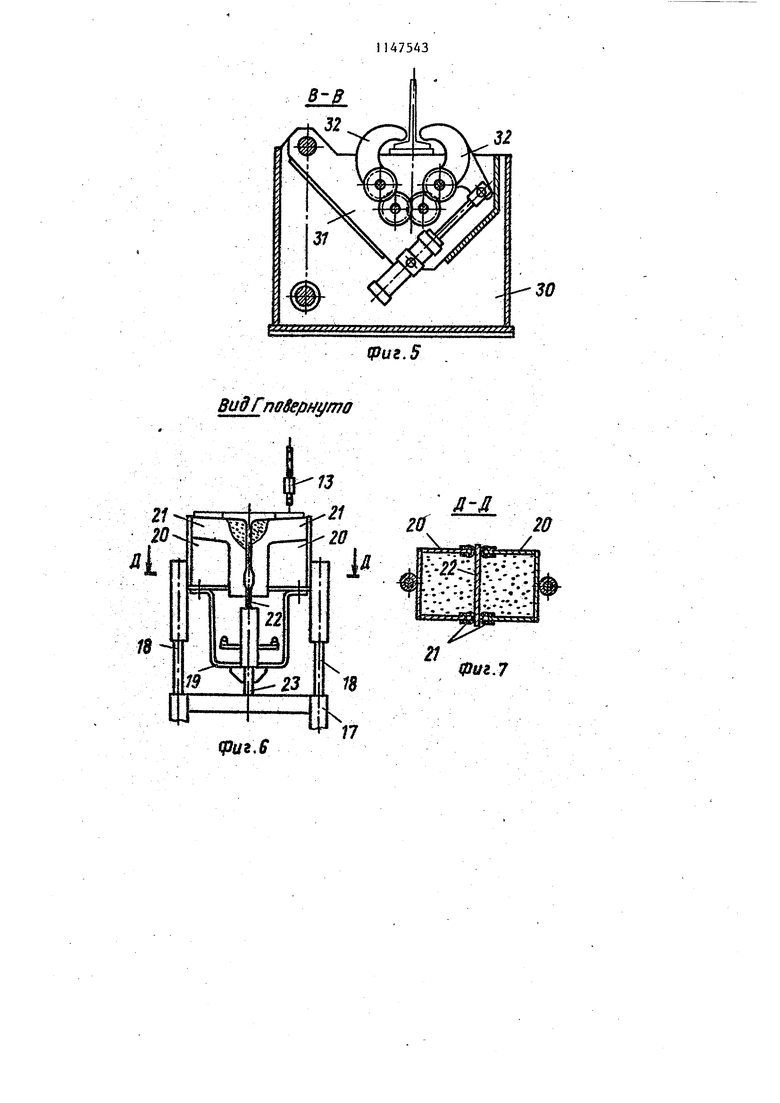
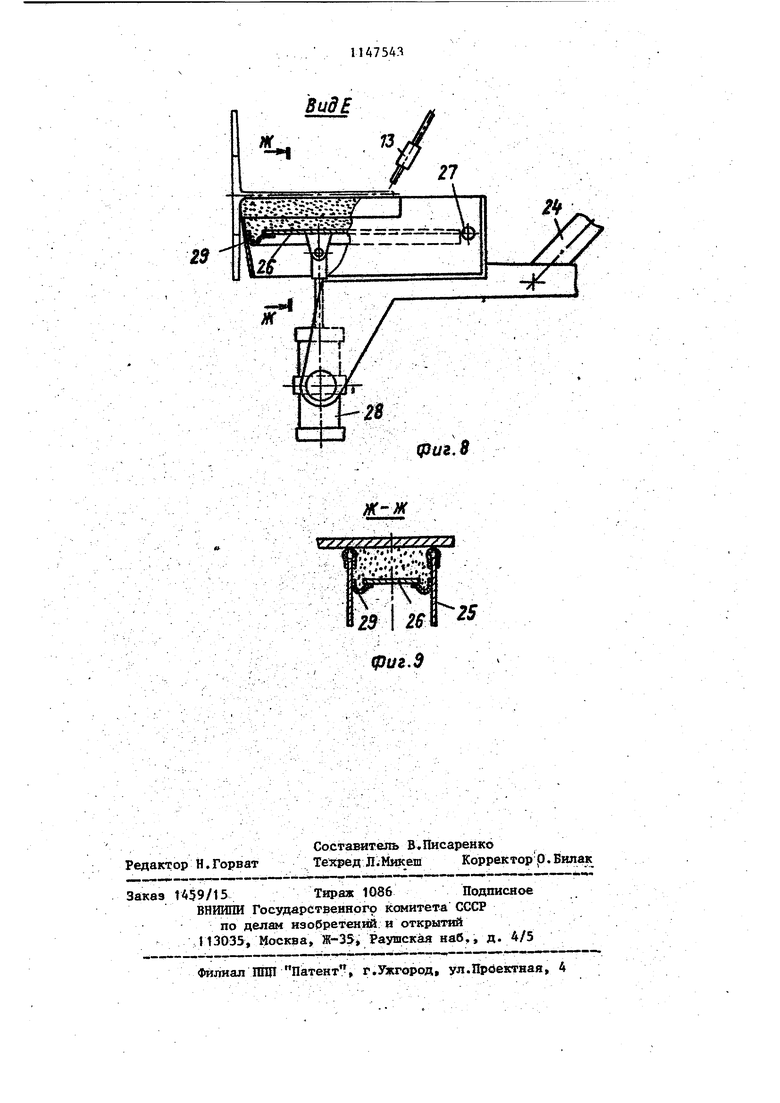
fia фиг. 1 показана установка, общий вид спереди на фиг. 2 - то же, ввд в плане , на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-В на Фиг. 2, на фиг. 5 - разрез В-В на фиг. 1{ на фиг. 6 - вид Г на фиг. 2; на фиг. 7 - разрез Д-Д на фиг. 6J на фиг. 8 - вид Е на фиг,2, на фиг. 9 - сечение Ж-Ж на фиг. 8.
Устройство состоит из о-юнтироваНН1 1Х на основании рольганга 1, кантователя 2с приводе, выполненного в вцце уста1новленных на осях 3 двух консолей 4 с прижимными 5 и фиксирующими 6 механизмами. Между консолями 4 размещены опоры 7 с флюсовыми подушками и дополнительные опоры 8 и 9с флюсовьми подушками. Опоры 7 и 8 установлены симметрично оси 3 поворота кантователя, а дополнительная опора 9 с флюсовой попуткоА вне зоны действия кантователя.
Нац флюсовьми подушками на металлоксжструкции.10 смонтированы свАрочные галоеки 11-13. Сварочные головки 11 и 12 установлены на подъемной траверсе 14 с вoз foжнocтью синхронно1 о перемещения Над опорой 7 с фло- совой подушкЫ. Сварочная головка 13 Установлена на каретке 15, имаощей горизонтальное перемещение над опорами 8 и 9 с флюсовьми подушками по металлоконструкции 10, с возможностью вертикального перемещения и поворота вокруг 16.
Опора 8 с флюсовой подушкой .состоит из основания 17 с направляющими 18с возможностью перемещения по ним связанных между скобой 19 двух ячеек 20 с флюсом, кромки которых оснащены упругими элементами 21, между которыми расположена планка 22 с возможностью перемещения по направляющим 23, смонтированным на основании 17. Опора 9 с флюсовой подушкой зылолнена в виде смонтированного на четырехзвенном пантографе 24 вьщвижного короба 25, дно 26 которого смон тировано на оси 27 с возможностью поворота.от привода 28. Дно 26 связано с коробом 25 гибким элементом 2 1Между секциями рольганга 1 установлены стойки 30 с поворотными от привода консолями 31, на которых смонтированы С-образные приводные элементы 32 для удержания длинномерного изделид во время кантовки и обеспечения беспрепятственной загруз ки и выгрузки до и после сварки. При вод поворота консолей 31 кинематически связан с приводом поворота катователя Устройство работает следующим образом. Тавровую балку полкой укладывают на рольганг 1 и перемещают в правую консоль 4 квантоваля 2. Включением прижимных 5 и фиксирующих 6 механизмов зажимают тавровую балку. Одновре менно С-образные приводные элементы 32, смонтированные на консолях 3 стоек 30, расположенных за правой консолью 4, занимают рабочее положение. Следующую присоединяемую тавровую балку укладывают на рольганг 1 и пер мещают в левую консоль 4 кантователя 2 до соприкосновения с торцом Предыдущей балки и включением прижим ных 5 и фиксирующих 6 механизмов ее зажимают. При этом С-образные привод ные элементы 32 стоек 30, расположен ных за левой консолью 4, занимают рабочее положение. В месте стыка балок опору 7 с фпю С.ОВОЙ подушкой поджимают к полкам балок. Траверсу 14 со сварочньми головка ми 11 и 12 опускают на позицию сварки и сваривают стык, синхронно перемещая сварочные головки от концов по лок до стенки тавров. По окончании сварки траверсу 14 и сварочные головки 11 и 12возвращают в исходное положение. Дается команда на включеНие привода кантователя 2 и две кон соли 4,поворачиваясь на осях 3 на f устанавливают состыкованные 434 тавровые балки над опорой 8 с фгаосовой подушкой полкой вверх, при этом одновременно поворачиваются консоли 31 всех стоек 30, и тавровая балка полками ложится на С-образные элементьк К стыку тавров подводят опору 8 с флюсовой подушкой. Скоба 19, связанная с ячейками 20, перемещает их по направляющим 18 до прижатия к полкам тавров. При планка 22, зажатая гибкими элементами 2 1 , движется по направляющим 23 вместе с ячейками 20 до соприкосновения со стенкой тавров. Сварочную головку 13 опускают вниз и, перемещая каретку 15 влево, производят сварку обратной стороны полки. После окончания сварки 15аретку и сварочную головку 13 возвращают исходное положение и производят поворот сварочной головки относительно оси 16 в сторону кантователя .1 Опору 8 с флюсовой подушкой возвращают в исходное положение, при этом ячейки 20 с флюсом, наталкиваясь на выступы планки 22, перемещают ее в нижнее исходное положение, перекрывая тем самьм щель между ячейками 20. Включанием привода кантователя 2 производят кантовку тавровой балки в обратную сторону на 90,при этом стенка занимает горизонтальное, удобное для сварки, положение. Под стык стенок тавров четырехзвенньм пантографом 24 выдвигают опору 9 с флюсовой подушкой до упора короба 25 в полку тавровой балки. Включая привод 28, поворачивают дно 26 вокруг оси 27 и тем самым обеспечивают поджим флюса к стыку стенок тавровых балок, а гибкий элемент 29, растягиваясь, обеспечивает качественный поджим флюса к стыку в месте сопряжения стенки с полкой. Перемещая каретку 15 со сварочной головкой 13, производят односторонтоо сварку стыка стенок тавровой балки. После окончания сварки стенки тавровой балки сварочную головку 13, опору 9 с флюсовой подушкой, консоли 4 и консоли 31 возвращают в не- . ходное положение. Сваренные встык тавровые балки освобождают от прижимных 5 и фиксирующих 6 механизмов, а также от С-образных элементов 32 и перемещают по рольгангу 1 из зоны кантователя. При сварке тавров
. 11475436
в длинномерны плети тавровую балкупоперечного стыка балок таврового
перемещают до тех пор, пока ее торецсечений li обеспечить качество сварне окажется в зоне флосовых подушек, за счет применения формирующих
после чего цщсл сэарки повторяют.шов устройств специальной конструкПоссравненцю с прототипом предла-5 ции, гарантирующих качественный подгаемое устройство позволяет автрма-:;ж1ш флюса по Bcoty контуру слоялого
тизировать трудеёякйй пресс свар1 исечения сваривае шх встык тавров.
I
h
ь
«s, «i
1IA7543
А-А
ВидГпвбернито
32
tpuz.S
Д-М
Z(f
2ff
/
:.
; ЙГ
0uz,7
Вид
fK
f
/4
фиг. В

| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| Способ электродуговой сварки под флюсом изделий из двух частей,имеющих чередующиеся выступы и впадины | 1981 |
|
SU1031679A1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| Поточная линия для сборки и сваркипОд флюСОМ лиСТОВ B пОлОТНищА | 1979 |
|
SU831468A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |

УСТРОЙСТ ВО ДЛЯ СБОРКИ И АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СШКОВЫХ ШВОВ «ИЗДЕЛИЙ преимущественно тавровых балок, содержащее смонтированные на основании ррльганг для продольной подачи заготовок кантоватеШ) заготовок, установленный с возможностью поворота относительно продольной оси устройства, механизмы фиксации заготовок, поджимкук флюсовую подушку для защиты одной ,из сторон сварного шв.а изделия, расположенлую между роликами , портал со сварочными головками, ус1 ановленньми с возмо:жностыо перемещения в направлении, перпендикулярном продольной оси ус1р«эйства, отличающееся ем, что, с целью повыпения качества сварки изделий путем защиты об: ратной стороны сварных швов устройство оснащено дополнительной опорой с флюсовой подушкой для запшты обратной стороны шва изделия, вьшолненной в виде двух симметрично расположенных ячеек с флюсом и планки, смонтированной между ячейками с флюсом с возможностью перемещения в плоскости, перпендикулярной к основанию, и второй дополнительной опорой для защиты стенки изделия, выполненной в виде четырехзвенного пантографа и смонтированного на нем короба о, для флюса с гибким злементом и шарvC нирно установленным дном, соединен(Л ньм со стенками короба указанная гибким элементом, а кантовагёль заготонок вьшолнен в виде поворотной кон-, соли, ось поворота которой располо- жена параллельно продольной оси рольганга между опорами с флосовш и подушками для одной и обратной сторон шва изделия. 2. Устройство по п. 1, о т л ичающеёся тем, что на осно вании по обе стороны относительно ел кантователя между роликами рольганга смонтированы поворотные консоли, а механизмы фиксации заготовок установлены на консолях.
фиг.$
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
