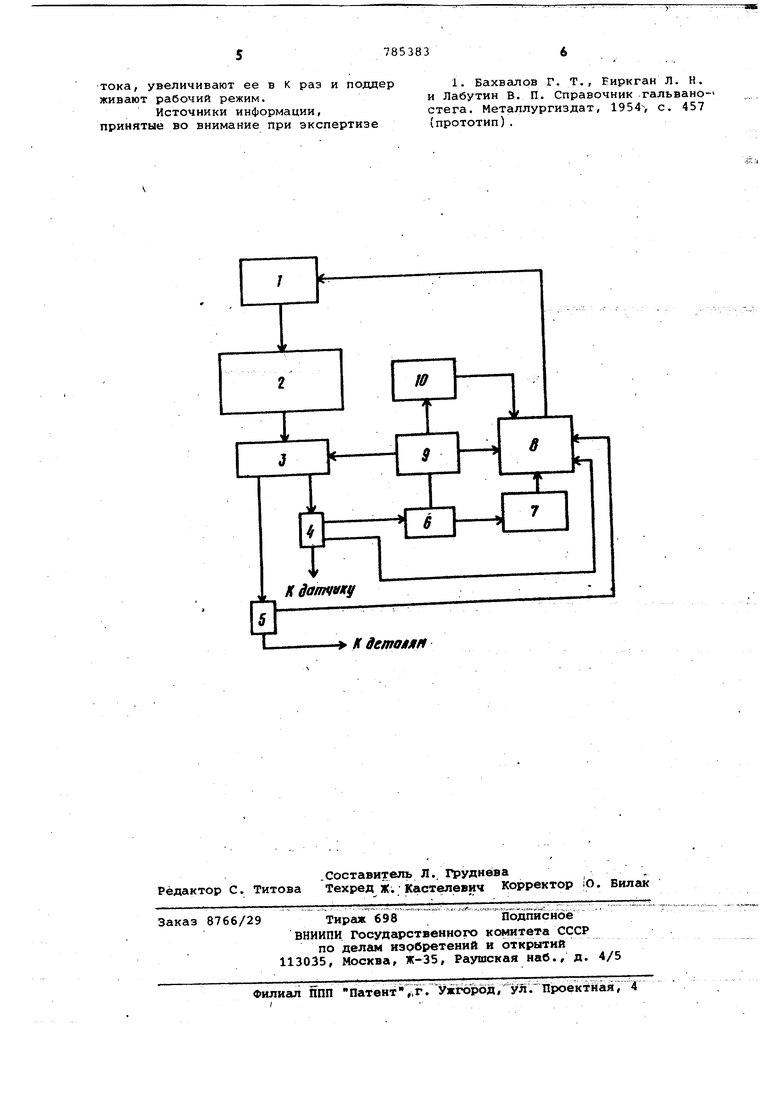
Изобретение относится к гальванотехнике и может быть использовано при автоматизации гальванических про цессов. Известен способ автоматического регулирования плотности тока в гальванической ванне, включакнций измерение тока, проходящего через датчикмерную пластинку, и поддержание рабочего режима . Этот способ является наиболее близким к предложенному по технической сущности и достигаемому результа ту. Основным недостатком указанного способа является значительная зависи мость результатов измерения от разли чия конфигураций деталей и датчиков величины загружаемой поверхности и расположения деталей относительно а дов. Это связано с тем, что при, промьшшенном электролизе ток в ваннах распределяется неравномерно. Бол шая плотность тока устанавливается, на участках деталей, расположенных ближе к анодам. Существенным также является изменение микрогеометрии (поверхности) датчика в процессе электроосаждения металлов, что прив дит к значительным ошибкам визмерениях . Цель изобретения - повьаяение точности регулирования путем исключения влияния конфигурации деталей. Поставленная цель достигается тем, что измеряют первичную плотность тока, обеспечивсцощую максимальную рассеивающую способность электролита , определяют коэффициент К как отношение рабочей плотности тока к первичной плотности тока, устанавливают в ванне первичную плотность тока, увеличивают ее в К раз и поддерживгиот рабочий режим. На чертеже представлена блок-схема устройства, реализующего предложенный способ. Числовые данные приводятся для конкретного процесса цинкования} первияная плотность тока 0/ - 0,05 А/дм, рабоч ая плотность тока Ор0в 3 А/дм2, коэффициент умножения К - 60. Рассеивающая способность (РС) .измерялась в ячейке Герринга и Блюма
- П|5Й1)азлйчных межэлектродных расстояниях: - - pg : eg l:2j 1:5; 1:10 .
Величина PC рассчитывалась по формуле Хитлёя: „ .,,
PC ,
ш гдеа - отношение межэлектродных расстояний 2
esf
Й)Д/ Д«-Дгя.,-:г--а.С1-Г:--.. ,:i -:.
м - отнсяиениеплотности тока дальнего к плотности тока ближнего катода.
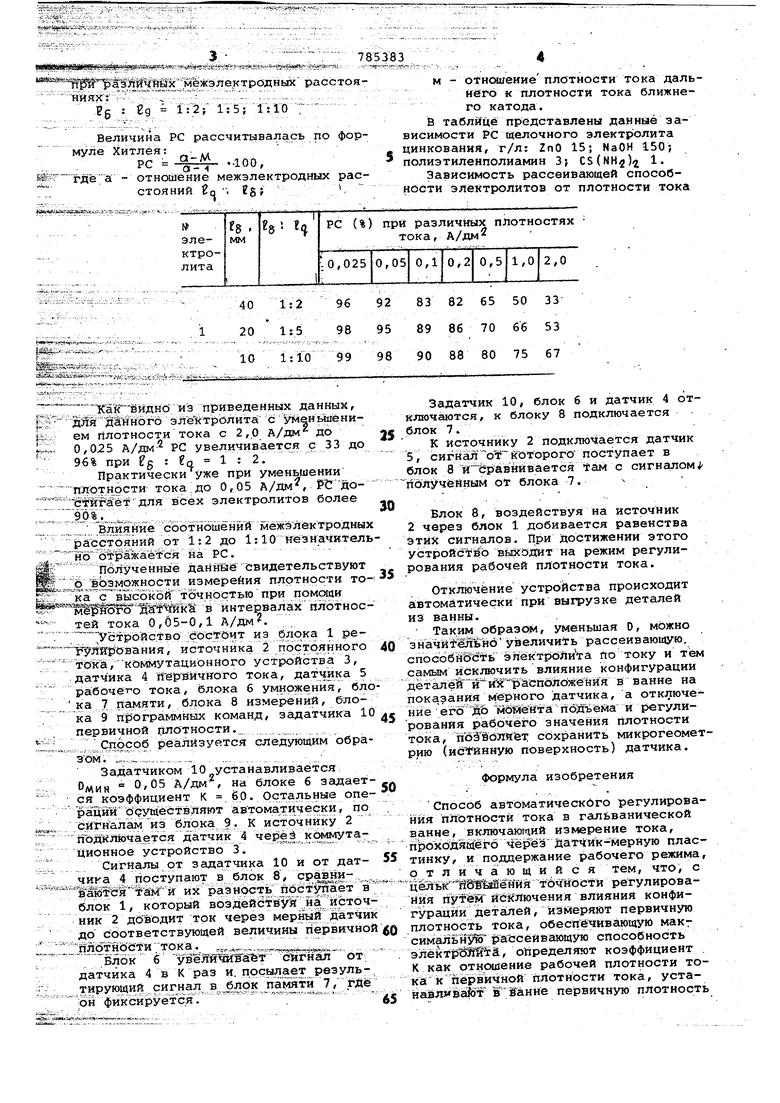
В таблице представлены Данные зависимости PC щелочного электролита цинкования, т/л: ZnO 15; NaOH 150; полиэтиленполиамин 3} CSCNH) 1.
Зависимость рассеивающей способности электролитов от плотности тока
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит цинкования | 1988 |
|
SU1601202A1 |
| Способ контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775197A1 |
| Электролит цинкования | 1984 |
|
SU1581781A1 |
| Электролит цинкования | 1979 |
|
SU834261A1 |
| Электролит блестящего цинкования | 1975 |
|
SU712464A1 |
| Способ определения площади деталей при гальваническом процессе и устройство для его осуществления | 1986 |
|
SU1315531A1 |
| Устройство для измерения толщины гальванических покрытий | 1979 |
|
SU973675A1 |
| Установка для нанесения гальванопокрытий | 1984 |
|
SU1196422A2 |
| Установка для нанесения гальванопокрытий | 1983 |
|
SU1113432A1 |
| Электролит цинкования | 1986 |
|
SU1425258A1 |
40 1:2 96 20 1:5 98 10 1:10 99 - abiSu . ; - Как виДно из приведенных данных, дШ|(&Шог6 элё1{Т хЗЛита ti Уйеньйшением Плотности тока с 2,0 А/дм до 0,025 А/дм PC увеличивается с 33 до 96% при fg : tc 1:2. Практическиуже при уменьшении плотности тока до 0,05 А/дм, Pt до для всех электролитов более 90%. влияние соотношений мёжэлектродных расстояний от 1:2 до 1:10 незначитель но отражается на PC. Полученные даннве Свидетельствуют ft: с возможности иэмерейия плотности то кас высокой точностью при помсади Ш Його в Интервалах плотнос - тей тока 0,б5-0,1 А/дм. ; Устр6Йство :сОст5ит из блока 1 ре- Я Ования, источника 2 постоянного тока,кодалутационного устройства 3, датчика 4 гГервйчитого тока, датчика 5 рабочего тока, блока 6 умножения, бло ка 7 памяти, блока 8 измерений, блока 9 nJJOrpaKMHbox команд, задатчика 10 первичной пло тности. :: Способ реализуется следующим образх. «..-,-......:. . ..; Задатчиком 10 устанавливается OMHH 0,05 А/дм, на блоке 6 задает - ся коэффициент к , ёО. Остальные опе- , рацииОРУЩёствляют автоматически, по ;, СйГналам из блока 9. К источнику 2 ; --1гЬду лючается датчик чё ; К; «Ута : ционное устройство 3. Сигналы of задатчика 1C и от датчика 4 поступают в блок 8, сравни- VaibfCH там и их разность поступает в блок 1, который воздейсзтвуй на источник 2 доводит Ток через мерный датчик до соответствующей величины первичной .1 йлотностй.тока. - вёШ Ш : кгнаК от: Блок б датчика 4 в К раз и. досылает резуль V , тирующий сигнал в , гдё фйкСйруетгся. / : 92 83 82 65 50 33 95 89 86 70 66 53 98 90 88 80 75 67 Задатчик 10, блок 6 и датчик 4 отключаются, к блоку В подключается блок 7. К источнику 2 подключается датчик 5, сигкал о к оторого поступает в блок 8 « гравнйвается гам с сигналом;полУчёйным от блока 7, Блок 8, воздействуя на источник 2 через блок 1 добивается равенства этих сигналов. При достижении этого устройст:вЪ в{ й:эдит на режим регулирования рабочей плотности тока. Отключение устройства происходит автоматически при выгрузке деталей из ванны. Таким образе, уменьшая D, мОжно значй ельйо Увеличить рассеивающую. спосоёйБёть элёкТройита по току и тем самь1м исключить влияние конфигурации дёталеЙ й и й |5аспдЛОжёнйяб ванне на показания мерного датчика, а отключение егд до ТмШёйта пбдъёйа и регулирования рабочего значения плотности тока, поэЮлйёт сохранить микрогеометрию (ис йнную поверхность) датчика. Формула изобретения Способ автоматического регулирования плотности тока в гальванической ванне, включающий измерение тока, npOXoaHuieird ёрёз датчик-йерную пластинку/ и поддержание рабоч:ёго режима, отличающий с я тем, что, с цёльк Т 811:йёния тбчности регулирования путем йС1 лючения влияния конфигурации деталей, Измеряют первичную плотность тока, обеспечивающую макг сймсШЬнутВ 1)ассёйвающ$ю спосоС5ность 5лёкт|5Ш 1та, ойределяют коэффициент К как отнсаиение рабочей плотности токи к первичной плотности тока, устанайЛ ёаЙт в 1Ганне первичную плотность
тока, увеличивают ее в к раз и поддер живают рабочий режим.
Источники информации, принятые во внимание при экспертизе
