ние 1 мин, осаждение покрытия проводят в одном из составом электролита. .
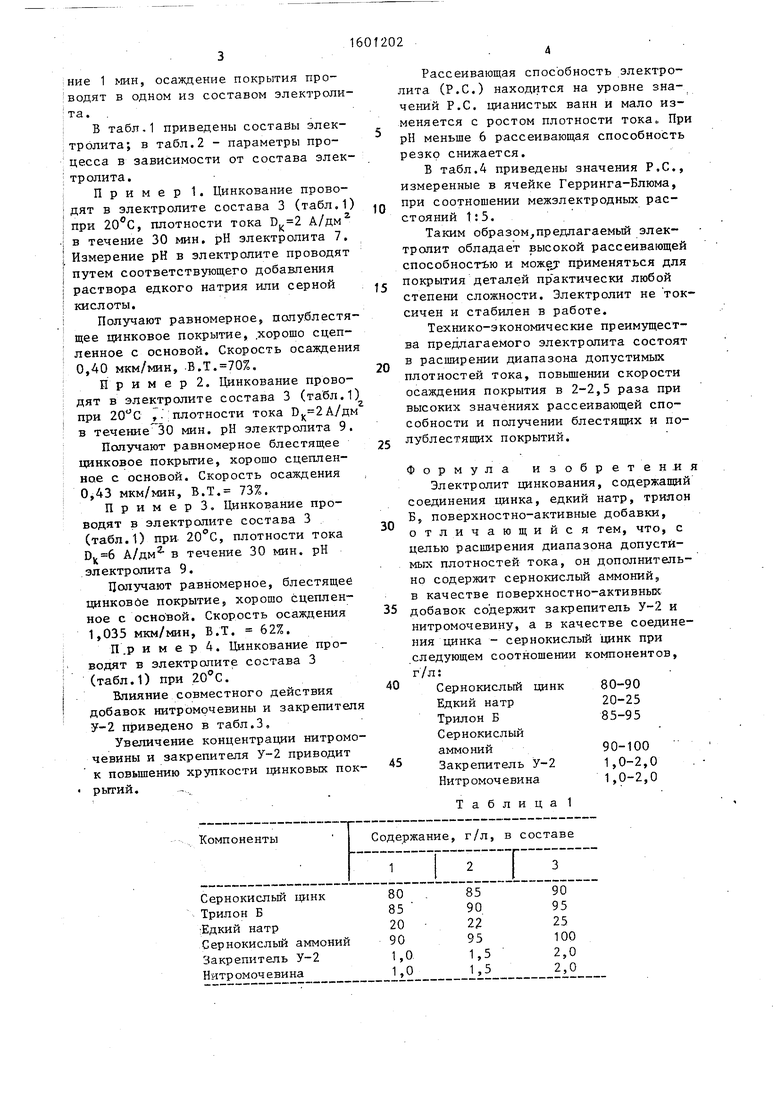
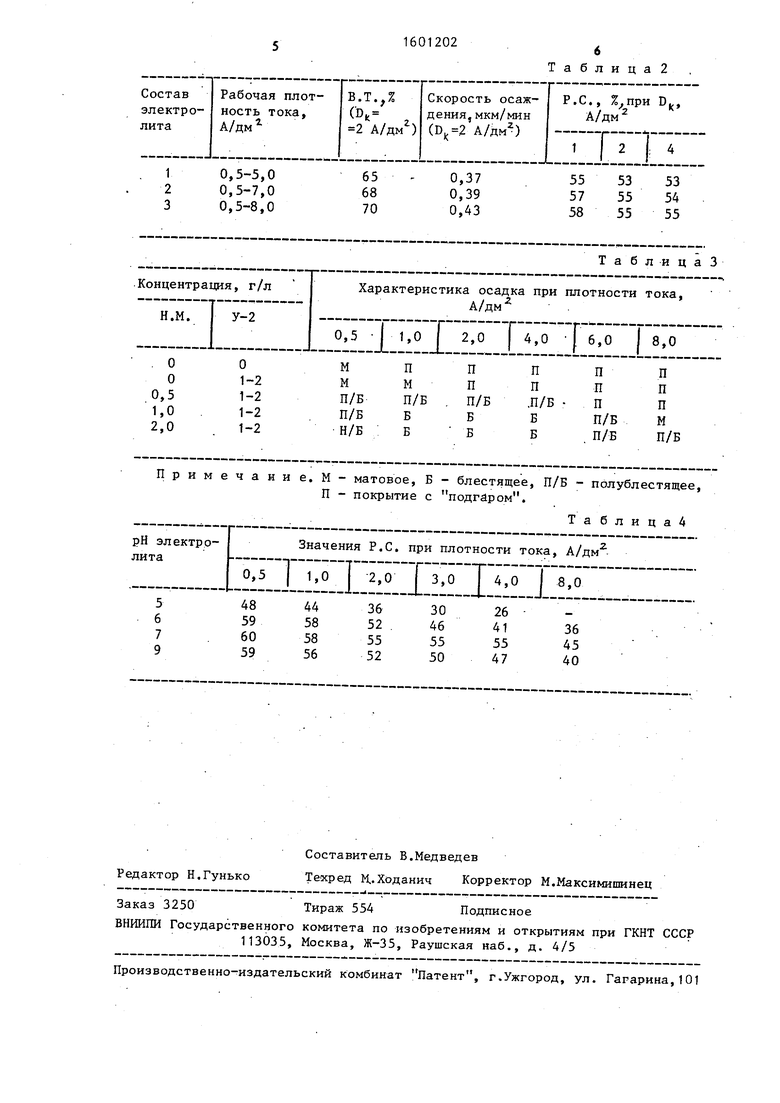
В табл.1 приведены составы электролита; в табл.2 - параметры процесса в зависимости от состава электролита.
Пример 1. Цинкование проводят в электролите состава 3 (табл,1) при 20°С, плотности тока А/дм в течение 30 мин. рН электролита 7. Измерение рН в электролите проводят путем соответствующего добавления раствора едкого натрия или серной кислоты.
Получают равномерное, полублестя- щее цинковое покрытие, хорошо сцепленное с основой. Скорость осаждения О,АО мкм/мин, .В.Т.70%.
Пример 2. Цинкование проводят в электролите состава 3 (табл.1
при
плотности тока В 2А/дм в течениеТО мин. рН электролита 9.
Получают равномерное блестящее цинковое покрытие, хорошо сцепленное с основой. Скорость осаждения 0,43 мкм/мин, В.Т. 73%.
П р и м е р 3. Цинкование проводят в электролите состава 3 (табл.1) при , плотности тока D.,6 А/дм в течение 30 мин. рН электролита 9.
Получают равномерное, блестящее цинковбе покрытие, хорошо сцепленное с основой. Скорость осаждения 1,035 мкм/мин, В.Т. 62%.
П.р и м е р 4. Цинкование проводят в электролите состава 3
Рассеивающая способность электролита (Р.С.) находится на уровне значений Р.С. цианистых ванн и мало изменяется с ростом плотности тока,, При рН меньше 6 рассеивающая способность резко снижается.
В табл.4 приведены значения Р.С., измеренные в ячейке Герринга-Блюма, при соотношении межэлектродных расстояний t:5.
Таким образом предлагаемый электролит обладает высокой рассеивающей способностью и Moxejr применяться для покрытия деталей пр актически любой степени сложности. Электролит не токсичен и стабилен в работе.
Технико-экономические преимущества предлагаемого электролита состоят в расширении диапазона допустимых плотностей тока, повьшгении скорости осаждения покрытия в 2-2,5 раза при высоких значениях рассеивающей способности и получении блестяш х и полублестящих покрытий.
Формула изобретен.и я
Электролит цинкования, содержащий соединения хшнка, едкий натр, трилон Б, поверхностно-активные добавки,
отличающийся тем, что, с целью расширения диапазона допустимых плотностей тока, он дополнительно содержит сернокислый аммоний,, в качестве поверхностно-активных
добавок содержит закрепитель У-2 и нитромочевину, а в качестве соединения цинка - сернокислый цинк при следующем соотношении компонентов.
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит блестящего цинкования | 1988 |
|
SU1638214A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЦИНКОМ | 2009 |
|
RU2400570C1 |
| Электролит цинкования | 1986 |
|
SU1420076A1 |
| Электролит блестящего цинкования | 1975 |
|
SU711180A1 |
| Электролит цинкования | 1983 |
|
SU1126632A1 |
| Электролит блестящего цинкования | 1976 |
|
SU655749A1 |
| Электролит цинкования | 1977 |
|
SU836232A1 |
| Электролит блестящего цинкования | 1975 |
|
SU711168A1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |
| Электролит цинкования | 1979 |
|
SU876799A1 |
Изобретение относится к гальваностегии, в частности к электролитам цинкования, и может быть использовано в машиностроительных, приборостроительных и других отраслях промышленности. Цель - расширение диапазона допустимых плотностей тока. Электролит цинкования содержит, г/л: сернокислый цинк 80-90
едкий натр 20-25
трилон Б 85-95
сернокислый аммоний 90-100
закрепитель 4-2 10-2,0 г/л
нитромочевина 1,0-2,0 г/л. Введение в электролит сернокислого аммония и закрепителя У-2 совместно с нитромочевиной позволяет расширить диапазон допустимых плотностей тока. Электролит позволяет получать блестящие и полублестящие покрытия деталей при высокой рассеивающей способности с высокой скоростью осаждения. 4 табл.
Примечание. ММ - матовое, Б - блестящее, П/Б - полублестящее,
П - ПОКОЫТИе г ппттгДппм
Таблица4
покрытие с подгаром.
рН электролита
Значения Р.С. при плотности тока, А/дм.
J:°.L. ° Х з
матовое, Б - блестящее
ПОКОЫТИе г ппттгДппм
покрытие с подгаром.
