1
Изобретение .относится к прокатному производству и может быть использовано при прокатке тонких горячекатаных полос.
Известен способ регулирования ширины горячекатаных полос при прокатке в чистовой группе клетей непрерывного стана путем изменения неравномерности деформации во второй клети по ширине полосы с выпуклым профилем, полученным при прокатке полосы в nepBOfT клети. Неравномерность деформации создается за счет изменения выпуклости профиля полосы при прокатке в первой клети при неизменности толщины полосы И.
Недостатками способа являются необходимость применения специальных средств для регулирования профиля межвалкового зазора в первой клети, например устройства для гидроизгиба валков, кроме того, ограниченный диапазон изменения выпуклости профиля полосы посредством гидроизгиба валков, особенно на станах с короткой бочкой валков.и соответственно ограниченные возможности регулирования ширины полосы. Кроме того, в результате изменения температуры полосы для стабилизации точности полосы по ширине требуются значительные корректиров и ширин -: полосы зз процессе прокатки.
Цель изобретения - кскл;очение специальных технических средств регулирования профиля межвалкового зазора и расц ирение диапазона регулирования.
Цель достигается те:.-., что измене10ние HepaBEiOMOpHocTH дефор:.ации по ширине полосг во второй клети осуществляют изменением толщины полосы, поступающей из первой клети, при неизменной выпуклости ее профиля,
15 причем увеличивают обжатие полосы в первой клети при необходимости уменьшения ее ширины и, наоборот, уменьшают обжатие для ее увеличения, при этом участок полосы, длиной,
20 соответствующей длине первого межклетевого промежутка, прокатывают с увеличением обжатия к концу полосы.
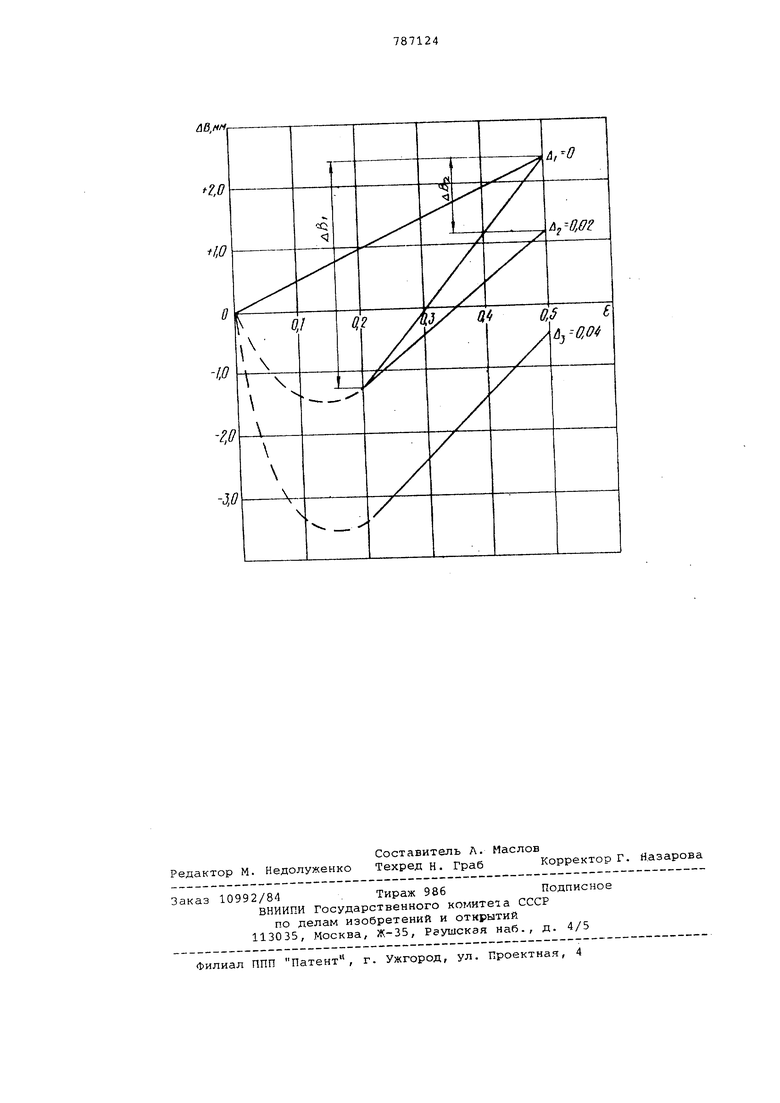
На чертеже представлен график,
25 поясняющий данный способ.
График построен по результатам опытной прокатки на широкополосном стане горячей прокатки и выражает совместное влияние относительных об30жатий g. и неравномерности деформации д на изменение ширины полосы В во второй клети. Неравномерность высотной деформации по ширине выраже 1а разностью относительных поперечных разнотолщинностей на входе и выходе из клети Из граЛи1 :а видно, что одновременное изменение ё. и д значительно эффек тивнее влияет на перераспределение вытяжек по ширине, а следовательно, на д В , т.е.. Регулирование ширины изменением S и л не является алгебраической суммой влияния каждого параметра на дб, так как с увеличением л интенсивность влияния К на дВ растет. Максимальный диапазон изменения ширины по предлагаемому способу определяется выражением . g -к. 1 . Д max Д vwvA коэффициенты,учитывающи влияние неравномерного обжатия по ширине очага деформации; относительная деформаци обеспечивающая обжатие величины выпуклости рас ката. . Для получения выпуклого профиля полосы ее прокатывают в первой клети чистовой группы широкополосного стана в валках с вогнутой профилировкой. Для компенсации влияния на ширин полосы, например, температурного клина полосы на всей длине прокаты вается в первой клети с переменным обжатием, интенсивность изменения которого пропорциональна изменению ширины полосы на выходе из клети. При этом, благодаря достаточно высокой наПОЛОСОВЫХ станах жесткости бочки валков, выпуклость профиля по лосы по ее длине остается практичес ки неизменной.При прокатке полосы п ременного профиля по ширине и перем ной толщины по длине во второй клет обуславливается идентичное распреде ление вытяжки по ширине полосы вдоль по ее длине,благодаря чему корректируется уширение и стабилизируется ширина полосы. Так как задний конец полосы прокатывается без натяжений во всех промежутках стана, интенсивность увеличения обжатия к концу полосы может быть ориентировочно принята пропорциональной суммарному межклетевому напряжению. Таким образом, регулирование ширины по предлагаемому способу позволяет практически полностью компенсировать разноширинность по длине полосы. Формула изобретения 1.Способ регулирования ширины горячекатаных полос, при прокатке в группе клетей непрерывного стана, путем изменения неравномерности деформации во второй клети по ширине полосы с ВЫПУКЛЫМ профилем, полученным при прокатке полосы в первой клети, отличающийся тем, что, с целью исключения специальных технических средств регулирования профиля межвалкового зазора и расширения диапазона регулирования, упомянутое изменение неравномерности деформаций lio ширине полосы во второй клети осуществляют изменением толщины полосы, поступающей из первой клети, при неизменной выпуклости ее профиля, гтричем увеличивают обжатие полосы в первой клети при необходимости уменьшения ее ширины и, наоборот, уменьшают обжатие для ее увеличения. 2.Способ по п. 1, отличающийся тем, что, с целью исключения уширения заднего конца полосы, прокатываемого без натяжения, участок полосы, соответствующий первому межклетевому промежутку, прокатывают с увеличением обжатия.в направлении к концу полосы. Источники информации, принятые во внимание при экспертизе. 1. Авторское свидетельство СССР № 375109, кл. В 21 В 1/38, 1971.
uB Mfff-
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования ширины прокатываемой полосы | 1978 |
|
SU741977A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |