Изобретение относится к области автоматизации производства горячекатаных полос на непрерывных и полунепрерывных широкополосных станах.
Известен способ регулирования вытяжки и ширины горячей полосы в процессе непрерывной прокатки путем управления величиной натяжения полосы между Клетями воздействием на скорость главных приводов смежных клетей 1.
Наиболее близким к описываемому способу по технической суш.ности и достигаемому результату является способ регулирования ширины горячей полосы на непрерывных и полунепрерывных станах путем управления величиной натяжения полосы между клетями непрерывной группы стана воздействием на скорость главных приводов смежных клетей в зависимости от управляющего сигнала, пропорционально отклонению Между заданной и действительной шириной полосы, фиксируемой измерителем ширины в каждом межклетевом промежутке 27.
Однако, управление шириной горячей полосы изменением величины натяжения за
счет изменения при этом только величины утяжки полосы приводит к разноширинности концевых участков полосы, прокатываемых без натяжения, и не позволяет воздействовать на ширину полосы в сторону ее увеличеJ ния, если ширина участка полосы на входе в промежуток, меньше заданной. Кроме того, установка контактных измерителей ширины в каждом межклетевом промежутке непрерывной группы широкополосного стана сталкивается с существенными техническими трудностями, связанными с опасностью возникновения при этом аварийных ситуаций на стане. Известно, что в первых клетях непрерывной группы широкополосного стана наблюдается значительное уширение полосы, величину которого можно в опреде15ленных пределах регулировать, изменяя величину натяжения или форму межвалкового зазора (например, с помош,ью гидроизгиба валков). Так, например, величина уширения в первых двух клетях непрерывной груп2Q пы широкополосного стана горячей прокатки доходит до 18-12 мм, а разнотолщинность подката в 4,0 мм может привести к изменению ширины на 2-3 мм, что объясняется влиянием неравномерности внутренних продольных напряжений на величину уширения.
Целью изобретения является расширение пределов регулирования и повышение вследствие этого точности ширины горячекатаных полос по длине рулона.
Это достигается тем, что в способе автоматического регулирования ширины полосы при непрерывной прокатке путем управления величиной ее натяжения воздействием на скорость главных приводов смежных клетей стана в зависимости от отклонения между заданной и измеренной в каждом промежутке шириной, измерение ширины полосы и управление величиной натяжения осуществляется между первой и второй клетями непрерывной группы. В качестве дополнительного управляюш,его воздействия (в случае, если измеренная ширина, меньше заданной) используется гидроизгиб валков первой клети. При этом,изменяя неравномерность удельных натяжений по ширине полосы (путем изменения усилия гидроизгиба валков и неравномерности обжатий по ширине полосы) от максимально возможной (из условия потери плоской формы полосы) до минимальной, когда неравномерность практически отсутствует, можно в определенных пределах воздействовать на величину уширения полосы в сторону его уменьшения, что позволяет регулировать ширину полосы в сторону ее увеличения.
Управление шириной полосы между первыми, клетями производится с учетом изменения ширины полосы за счет уширения и утяжки в последующих клетях и межклтевых промежутках при минимально возможных из условия устойчивости процесса прокатки данного профилеразмера уровней межклетевых натяжений в этих промежутках по ширине готовой полосы, измеренной на выходе из стана.
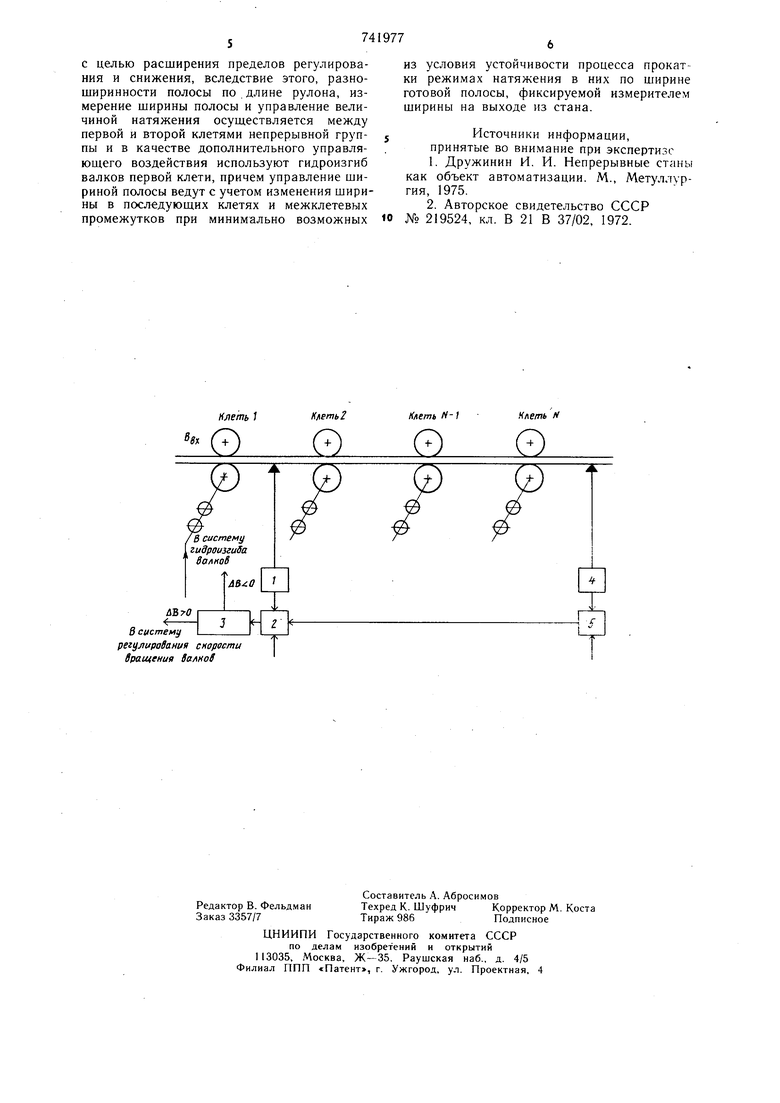
На чертеже приведена структурная схема одного из вариантов системы автоматического регулирования ширины горячекатаной полосы в процессе непрерывной прокатки. Ширина полосы на входе в чистовую группу ВЕХ регулируется в партии данного профилеразмера в черновой группе клетей. Для регулирования ширины полосы по длине рулона в начальный момент устанавливается максимальная регулировочная величина усилия гидроизгиба в первой клети чистовой группы и минимально возможная из условия устойчивости прокатки данного профилеразмера величина межклетевых натяжений по всем межклетевым промежуткам. При входе полосы в первый межклетевой промежуток с помощью бесконтактного шириномера 1 измеряется ширина полосы BI и сравнивается на сумматоре 2 с заданной для данного профилеразмера шириной BSAAJ , равной ,,
В ЗАД. 1 В ЗАА.-Jj
гдеВзль,. - заданная ширина готовой горячекатаной полосы (с учетом изменения ее за счет снижения температуры);
. ДЬуш - суммарное уширение полосы по всем клетям непрерывной груп пы после первой клети;
ZAbyr - суммарная утяжка полосы по всем межклетевым промежуткам после первого промежутка.
В случае неравенства величины B| и В ЗА, управляющий сигнал, равный их разо ности в зависимости от знака разности подается через преобразователь 3 в систему гидроизгиба валков (при или в систему регулирования скорости вращения валков в первой клети (при ,) с целью корректирования отклонения ширины.
На выход из стана производится измерение щирины полосы шириномером 4 и сравнение на сумматоре 5 с заданной шириной готовой полосы с учетом температурного
0 изменения ширины (сумматор 5). При наличии разности между заданной и измеренной шириной полосы производится коррекция начальной ширины ВЗЛАЛ на величину разности BI -Взлд .
Пример. При горячей прокатке на непрерывном широкополосном стане 2000 полосы толщиной 1,5 мм, шириной 1500 мм без регулирования ширины разноширинность полосы по длине рулона по результатам статистических исследований составляет 18...
0 ...26 мм при среднеквадратичном отклонении 4,2...5,0 мм. Регулирование ширины изменением межвалковой щели первой клети и величины натяжения между первыми клетями при поддержании минимально возможного из условия устойчивости уровня натяжения в последующих межклетевых промежутках позволит по результатам расчетов на математической модели снизить разноширинность полосы на 4,5 мм за счет снижения составляющей, обусловленной разноjj ширинностью подката и неравномерной утяжки из-за неравномерности температуры по длине рулона при постоянном уровне натяжения. Снижение разноширинности горячекатаных полос при сдаче готовой продукции по теоретическому весу позволит получить при этом годовой экономический эффект в размере 579600 руб.
Формула изобретения
Способ автоматического регулирования ширины прокатываемой полосы на непрерывных и полунепрерывных станах горячей прокатки путем управления величиной ее натяжения воздействием на скорость главных приводов смежных клетей в зависимости от управляющего сигнала пропорционально отклонению между заданной и действительной шириной полосы, фиксируемой измерителем ширины, отличающийся тем, что.
с целью расширения пределов регулирования и снижения, вследствие этого, разноширинности полосы по длине рулона, измерение ширины полосы и управление величиной натяжения осушествляется между первой и второй клетями непрерывной группы и в качестве дополнительного управляюшего воздействия используют гидроизгиб валков первой клети, причем управление шириной полосы ведут с учетом изменения ширины в последующих клетях и межклетевых промежутков при минимально возможных
из условия устойчивости процесса прокат ки режимах натяжения в них по ширине готовой полосы, фиксируемой измерителем ширины на выходе из стана.
Источники информации, принятые во внимание при экспертизе
1.Дружинин И. И. Непрерывные станы как объект автоматизации. М., Метуллургия, 1975.
2.Авторское свидетельство СССР № 219524, кл. В 21 В 37/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования ширины горячекатаных полос | 1978 |
|
SU787124A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ПОЛОС | 2013 |
|
RU2511159C1 |
| Способ прокатки полос на широкополосном стане | 1987 |
|
SU1540879A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2012 |
|
RU2492005C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ХОЛОДНОКАТАНЫХ ПОЛОС | 2007 |
|
RU2351412C1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ШИРОКИХ ПОЛОС | 2004 |
|
RU2274504C1 |
регулирования скорости вращения Вамой
