В целях экономии легированной стали стержневые режущие инструменты делают составнЫМи: режущую часть - из легированной стали, а хвостовик - из машиноноделочной. Жесткое соединение двух деталей, составляющих режущий инструмент, осуществляют пайкой. Однако ооЕячные формы мест соедиHCiiHH деталей не обеспечивают достаточно надежной спайки, так как в них не предусмотрена возможность выхода паров и газов, образующихся во время пайки. Из-за отсутствия выхода для газа создается газовый слой между двумя собранными деталями, меп ающий спайке о.межных поверхностей.
В 13обретении этот недостаток устранен. В одной из деталей, в месте соединения с другой, предусмотрено отверстие для выхода газов во время пайки, что облегчает процесс пайки и обеспечивает прочность соединения.
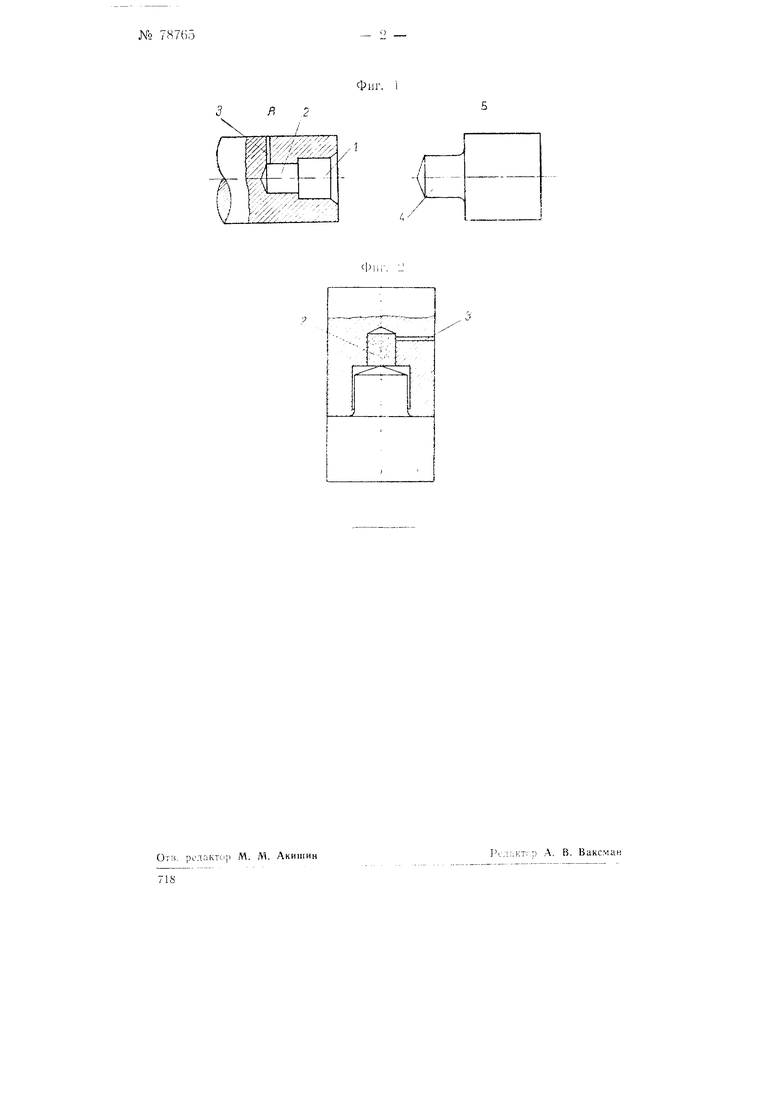
На фиг. 1 изображены заготовки составного инструмента в разобранном виде; на фиг. 2-те же заготовки в собранно.м виде.
Составно инструмент изготовляется из двух заготовок А и Б (заготовка Л режущего инструмента из легированной стали; заготовка Б хвостовика из мащнноподелочной стали). С торцевой стороны заготовки А имеется посадочная выточка / и вытОЧка 2 для закладки припоя, а с боковой cTOpOH ii заготовки - отверстие 3 для выхода газов. Заготовка Б имеет посадочный стержень 4, соответствующи) размеру посадочного отверстия /, с разницей в диаметре до 0,1 мм, В процессе пайки собранных заготовок припой, заложенный в выточку 2, плавится. Выделяемые при этом газы удаляются через отверстие 3, чем обеспечивается прочное соединение состаЕ5ляющих чаете п стру..
Предмет изобретения Режущ 1Й инструмент с припаянным хвостовиком, о т л и ч а ю щ i йс я тем, что, с целью отвода образующихся цр пайке паров и газов, в тструменте предусмотрено отверcT ie для их .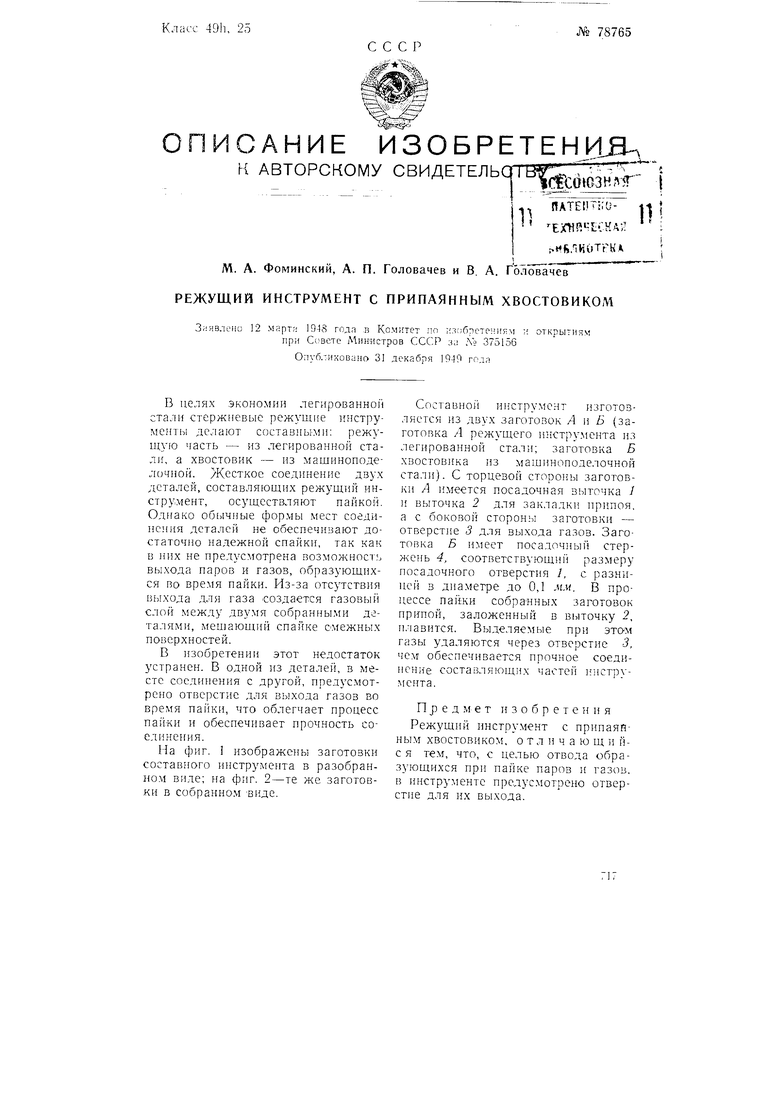
| название | год | авторы | номер документа |
|---|---|---|---|
| Сплав для пайки режущих инструментов | 1950 |
|
SU91179A2 |
| Режущий инструмент | 1946 |
|
SU72620A1 |
| Способ изготовления коленчатого вала | 1972 |
|
SU667345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТА ДЛЯ ДЕКОРИРОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2082595C1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1680469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1997 |
|
RU2118234C1 |
| Приспособление к токарному станку для изготовления рифленых цилиндров, снабженных зубчатой нарезкой переменного шага | 1936 |
|
SU53253A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1991 |
|
RU2016746C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1756072A1 |