Изобретение относится к обработке металлов резанием, в частности к способу его изготовления инструмента для глубокого сверления, направлено на повышение точности изготовления инструмента и выполняемых им отверстий, надежности и долговечности инструмента в эксплуатации, что имеет существенное значение при производстве оборудования для АЭС.
Инструменты для глубокого сверления в технике известны. В частности, известны сверла для глубокого сверления, работающие по методу ВТА и содержащие сменную сверлильную головку, соединенную со стеблем. Такие сверлильные головки могут выполняться монолитными, целиком из твердого сплава, что определяет их высокую стоимость и ограничивает широкое использование по экономическим соображениям. При сверлении отверстий относительно больших диаметров используются сверлильные головки с закрепленными на них твердосплавными режущими пластинами - сменными. Это снижает затраты на изготовление инструмента, но одновременно снижает точность изготовления инструмента и выполняемых отверстий.
Известен способ изготовления инструмента для глубокого сверления по методу ВТА, при котором изготавливают стебель и резцовый блок, имеющий технологический центр, две продольные выборки для отвода пульпы из зоны резания, режущие пластины, закрепленные на соответствующей стенке каждой выборки, направляющие пластины, размещенные на внешней боковой поверхности образованных выборками секторов резцового блока, внутреннюю осевую цилиндрическую проточку, с внешней стороны которой расположена направляющая поверхность в виде двух базовых кольцевых цилиндрических поверхностей, расположенных на некотором удалении одна от другой, ответную соответствующей поверхности в стебле инструмента для соосной установки, затем производят сборку и окончательную доводку элементов рабочей части инструмента до заданных чистовых размеров и формы соответствующей механической обработкой (см. Троицкий Н.Д. Глубокое сверление.-Л.: Машиностроение, 1971, с. 35, рис. 22).
Задача изобретения состоит в том, чтобы упростить конструкцию инструмента, увеличить жесткость соединения его элементов и за счет этого повысить точность выполнения чистовых размеров инструмента, его надежность и долговечность в эксплуатации.
Поставленные задачи достигаются в заявляемом способе за счет изготовления инструмента, включающий изготовление стебля и резцового блока с выполнением в цилиндрической заготовке последнего двух продольных выборок для отвода пульпы из зоны резания, закреплением на соответствующей стенке каждой продольной выборки режущих пластин, а на внешней боковой поверхности образованных выборками секторов резцового блока - направляющих пластин, сборки инструмента и окончательной доводки элементов его рабочей части до заданных чистовых размеров и формы их соответствующей механической обработкой, при осуществлении которого в соответствии с данным изобретением в заготовке резцового блока вначале выполняют внутреннюю осевую цилиндрическую проточку с одного торца на части длины заготовки, с внешней стороны этой проточки выполняют установочную направляющую поверхность в виде двух базовых кольцевых цилиндрических поверхностей на некотором удалении одна от другой, ответную соответствующей поверхности в стебле инструмента для соосной установки резцового блока при сборке инструмента, затем на рабочем торце резцового блока выполняют технологический центр, после чего в заготовке резцового блока на части ее выполняют продольные выборки, оставляя на рабочем конце заготовки хвостовик с технологическим центром, при этом длину упомянутых выборок выполняют не меньше максимальной длины заготовок режущих пластин с обеспечением выхода полости выборок в полость осевой цилиндрической проточки, а окончательную доводку рабочих элементов инструмента до чистовых размеров выполняют после их установки и закрепления с использованием технологического центра в хвостовике, который удаляют при формировании торцевых режущих кромок инструмента. Если предусматривается жесткое соединение резцового блока со стеблем пайкой по известной технологии, целесообразно между базовыми цилиндрическими кольцевыми поверхностями в заготовке резцового блока выполнить кольцевое углубление (проточку), которое перед соосной установкой резцового блока в стебле заполняют припоем, а жесткое соединение указанных элементов между собой осуществляют одновременно с закреплением в резцовом блоке режущих и направляющих пластин или после закрепления последних.
Действительно, предлагаемое выполнение инструмента непосредственным закреплением резцового блока в стебле упрощает конструкцию инструмента, позволяет осуществить съемную установку резцового блока в стебле инструмента по резьбе или жесткое неразъемное их соединение пайкой по известной технологии. В последнем случае обеспечивается абсолютная жесткость соединения, что позволяет не только существенно повысить точность выполнения чистовых размеров инструмента, но и сохранить ее в процессе его эксплуатации, повысить точность выполнения отверстий. Заявляемый способ изготовления инструмента путем выполнения в заготовке резцового блока хвостовика с технологическим центром позволяет обеспечить жесткое осевое крепление собранного инструмента при доводке режущих и направляющих пластин до заданных чистовых размеров по диаметру без использования дополнительных приспособлений и при высокой точности обработки, что не обеспечивает консольное закрепление инструмента для такой обработки, тем более при отсутствии достаточной жесткости соединения резцового блока со стеблем. Выполнение кольцевой проточки между установочными базовыми кольцевыми поверхностями в заготовке резцового блока упрощает его подготовку для выполнения жесткого неразъемного соединения со стеблем - нанесение слоя припоя - и при этом обеспечивает высокую точность соосного расположения соединяемых элементов при сборке.
Сущность изобретения поясняют приводимые ниже описания конкретных примеров его осуществления, что не исключает возможности других вариантов реализации изобретения в пределах авторских притязаний, и чертежи, на которых представлены:
на фиг. 1 - рабочая часть заявляемого инструмента, вид сбоку в частичном осевом разрезе, вариант соединения резцового блока со стеблем по резьбе;
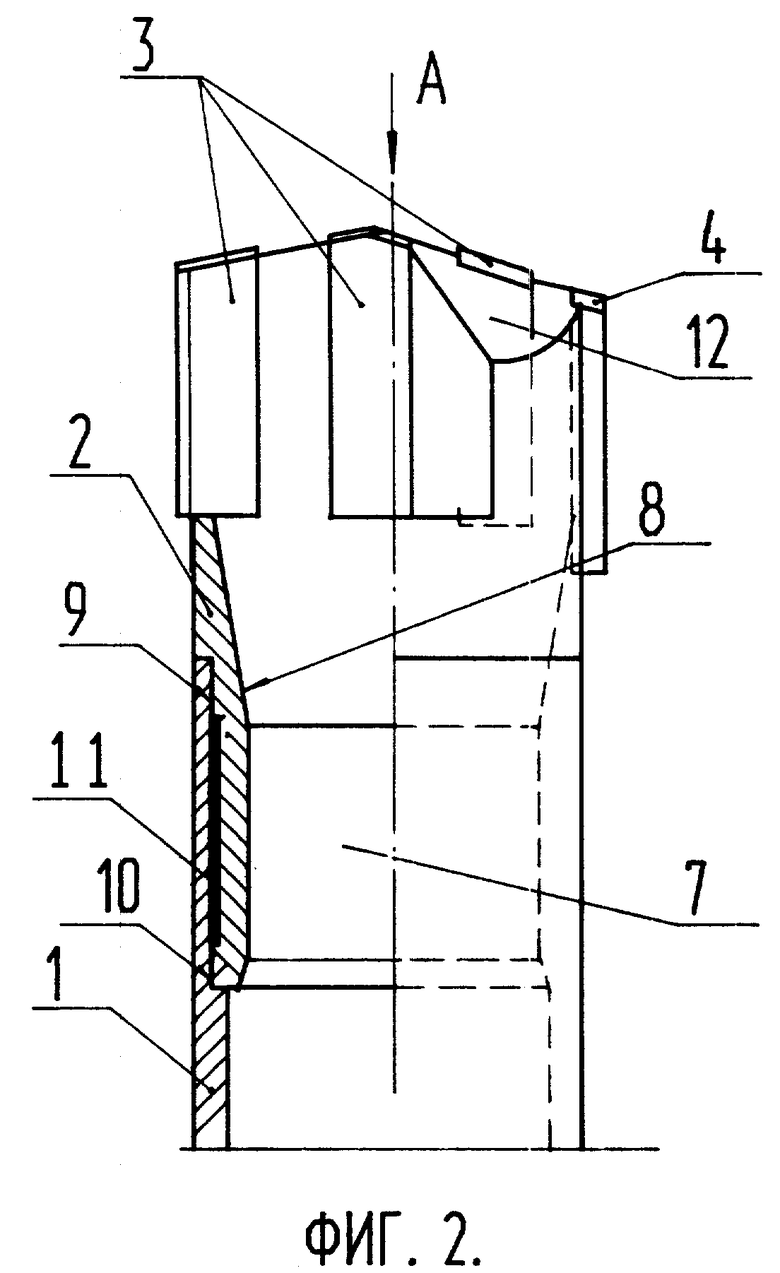
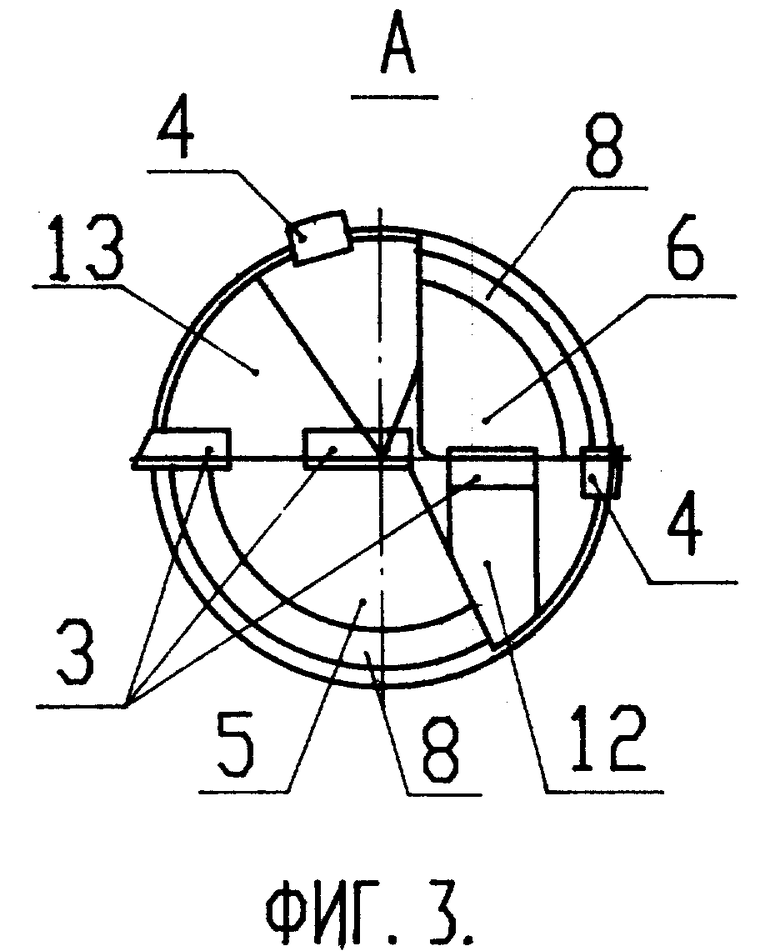
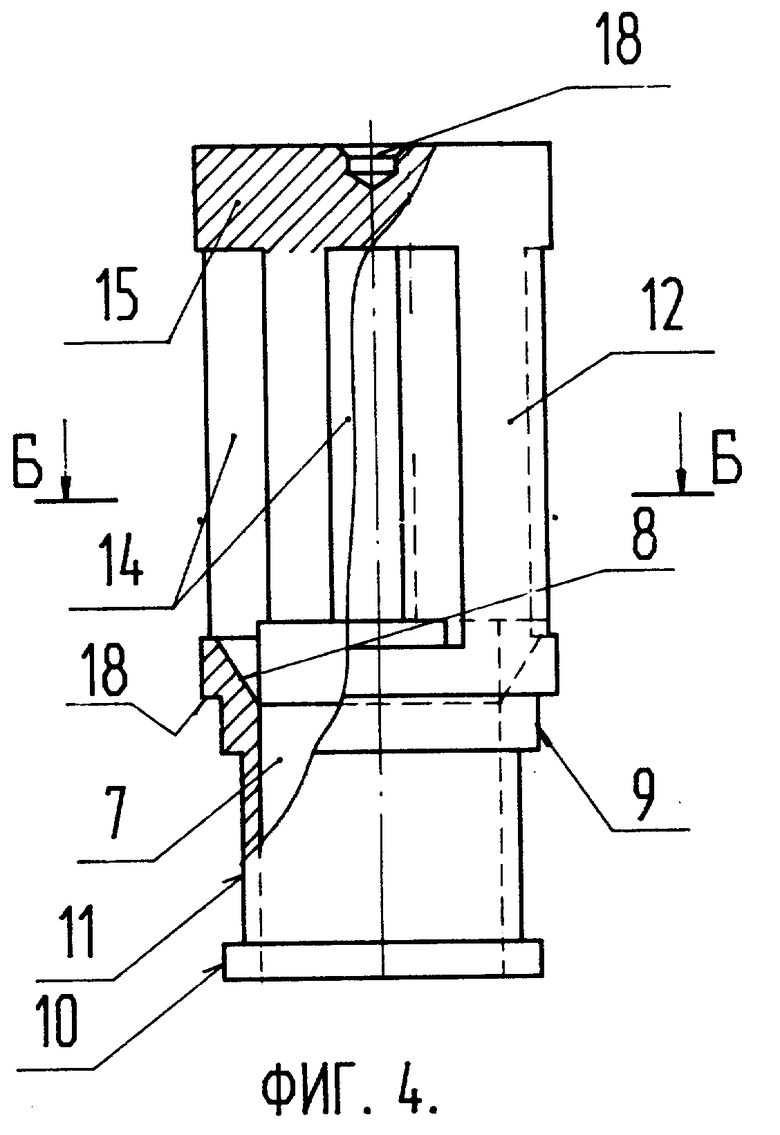
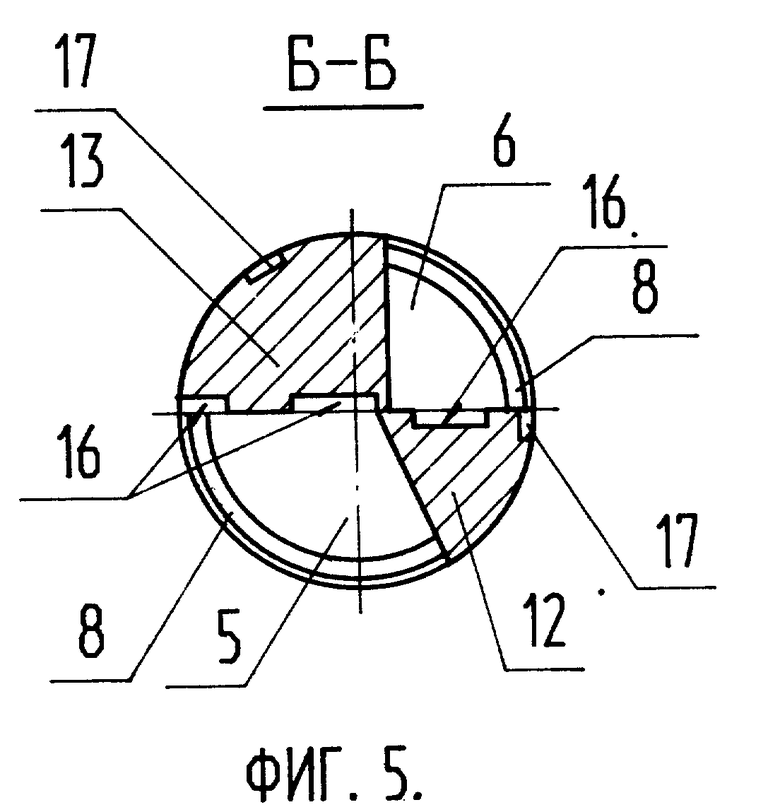
на фиг. 2 - инструмент по фиг. 1, вариант жесткого неразъемного соединения резцового блока со стеблем пайкой; на фиг. 3 - вид А по фиг. 1; на фиг. 4 - заготовка резцового блока инструмента по фиг. 2, с хвостовиком и технологическим центром, вид сбоку в частичном осевом разрезе; на фиг. 5 - разрез Б-Б по фиг. 4.
Инструмент содержит (см. фиг. 1, фиг. 2 и фиг. 3) стебель 1 и резцовый блок 2, с режущими и направляющими пластинами 3 и 4 соответственно. В отличие от прототипа продольные выборки 5 и 6 в заявляемом инструменте выполнены на части длины резцового блока 2 от его рабочего конца и определяют нижнюю границу установки и закрепления режущих пластин 3. Канал для отвода пульпы (COЖ со стружкой) из зоны резания образован двумя продольными выборками 5 и 6, выходящими в цилиндрическую проточку 7, выполненную в заготовке резцового блока 2 по его оси с противоположного конца. Для облегчения выноса стружки потоком COЖ в осевую проточку 7, торцевая стенка последней в зоне выборок 5 и 6 может быть выполнена с внутренним конусом 8. Строгая соосная установка резцового блока 2 с режущими и направляющими пластинами 3 и 4 в стебле 7 обеспечена базовыми установочными кольцевыми цилиндрическими поверхностями 9 и 10, выполненными в соединяемых элементах на некотором удалении одна от другой. Соединение резцового блока 2 со стеблем 1 в инструменте по фиг. 1 предусмотрено по резьбе, выполненной из указанных элементов между их базовыми установочными поверхностями 9 и 10, а в инструменте по фиг. 2 соединение этих же элементов предусмотрено пайкой с нанесением слоя припоя на участок 11 между базовыми установочными кольцевыми поверхностями 9 и 10 соединяемых частей инструмента. Режущие пластины 3 жестко закреплены преимущественно пайкой на соответствующих стенках продольных выборок 5 и 6 или в выполненных в стенках углублениях. Направляющие пластины 4 закреплены аналогичным образом на наружной боковой поверхности образованных выборками 5 и 6 секторов 12 и 13.
Инструмент с резьбовым соединением резцового блока 2 со стеблем 1, как показано на фиг. 1, обеспечивает более жесткое соединение за счет меньшего количества соединяемых таким образом элементов. Он позволяет производить замену резцового блока 2 блоками таких же рабочих размеров по диаметру или в некотором диапазоне рабочих диаметров для выполнения отверстий соответствующих размеров. Однако в процессе эксплуатации такого инструмента в силу износа контактных и соединительных поверхностей не исключается появление люфта в соединении, а это немедленно отразится на качестве выполняемых отверстий - их точности по размерам и форме или отклонения оси. Это может привести к браку или потребует замену инструмента, сокращая срок его эксплуатации до допустимого износа, увеличивая расход дорогостоящего инструмента и затраты на изготовление изделий. Инструмент по фиг. 2 с неразъемным соединением резцового блока 2 со стеблем 1 лишен этого недостатка и может быть изготовлен с удлиненными режущими и направляющими пластинами 3 и 4, допускающими большее количество переточек до допустимого износа. Это позволит уменьшить расход инструмента на изготовление товарной продукции и стоимость ее изготовления.
Оба рассмотренных варианта инструмента для глубокого сверления могут быть легко изготовлены известными способами.
Однако изготовление такого инструмента может быть осуществлено упрощенно, а его исходная точность выполнения рабочих размеров значительно повышена при одновременном уменьшении необходимых припусков на чистовую обработку при использовании заявляемого способа его изготовления.
Сущность заявляемого способа изготовления инструмента заключается в особенностях изготовления заготовки резцового блока 2 и состоит в том, что цилиндрическую заготовку берут большего размера по длине, чем этого требуют размеры резцового блока. С одного торца в заготовке выполняют (см. фиг. 4 и фиг. 5) осевую цилиндрическую проточку 7, с внешней стороны которой протачивают базовые установочные цилиндрические кольцевые поверхности 9 и 10 на некотором удалении одна от другой. Для резьбового соединения резцового блока 2 со стеблем 1 между указанными поверхностями 9 и 10 выполняют соответствующую резьбу в заготовке резцового блока 2 (и в стебле 1), как показано на фиг. 1, а для жесткого неразъемного соединения названных элементов между собой на указанном участке 11 выполняют кольцевую проточку (углубление), как показано на фиг. 4. С другого торца в заготовке резцового блока 2 выполняют технологический центр 14 соосно с проточкой 7. После этого в заготовке резцового блока 2 выполняют продольные выборки 5 и 6 на части длины заготовки резцового блока, оставляя от торца с технологическим центром 14 цилиндрический хвостовик 15. При этом длина продольных выборок 5 и 6 не должна быть меньше максимальной длины заготовок режущих пластин 3, их граница по длине заготовки не должна доходить до базовой установочной кольцевой цилиндрической поверхности 9, но при этом они должны выходить в полость осевой проточки 7. В переходной зоне на границе продольных выборок 5 и 6 и осевой проточки 7 в торцевой стенке последней выполняют продольный скос на конус 8. Для установки и закрепления режущих пластин 3 в соответствующих стенках продольных выборок 5 и 6 выполняют, при необходимости, углубления 16, а на наружной боковой поверхности образованных выборками 5 и 6 секторов 12 и 13 выполняют углубления 17 для установки и закрепления направляющих пластин 4. При этом длина углублений 17 (и направляющих пластин 4) может быть несколько больше длины продольных выборок 5 и 6, но не должна доходить до базовой установочной поверхности 9.
Торцевая кольцевая поверхность 18 должна быть перпендикулярна оси заготовки резцового блока 2 и является опорной установочной поверхностью при его соединении со стеблем 1.
Установку и жесткое закрепление пайкой режущих и направляющих пластин 3 и 4 производят по известной технологии. Если предусматривается жесткое закрепление резцового блока 2 в стебле 1 пайкой - его установка и закрепление может быть выполнена одновременно с установкой и закреплением пластин 3 и 4.
Механическую обработку и доводку рабочей части инструмента - пластин 3 и 4 - до чистовых размеров по диаметру выполняют с использованием хвостовика 15 с технологическим центром 14, наличие которых обеспечивает точную установку и жесткое закрепление узла по его оси и исключает упругую деформацию в радиальном направлении рабочей части инструмента, что имеет место при консольном закреплении инструмента для такой обработки. При этом не требуется дополнительной оснастки и приспособлений. При подрезке рабочего торца резцового блока для придания ему заданной формы хвостовик 15 с технологическим центром 14 удаляют. Заточку рабочих кромок режущих пластин 3 выполняют по обычной технологии.
Предлагаемый способ изготовления заявляемого инструмента упрощает его сборку и обработку, позволяет повысить точность чистовой обработки, повысить надежность и долговечность в эксплуатации при одновременном повышении качества изготовления оборудования.
Изобретение относится к области обработки металлов резанием. Достигаемый технический результат состоит в упрощении конструкции инструмента, увеличении жесткости соединения его элементов и за счет этого повышения точности выполнения чистовых размеров инструмента, его надежности и долговечности в эксплуатации. Сначала на заготовке резцового блока инструмента выполняют осевую цилиндрическую проточку и установочную направляющую поверхность, затем - технологический центр, после чего в заготовке резцового блока выполняют продольные выборки на части длины заготовки, оставляя на ее рабочем торце хвостовик с технологическим центром, при этом длину упомянутых выборок выполняют не менее максимальной длины заготовок режущих пластин с обеспечением выхода полости выборок в полость внутренней осевой цилиндрической проточки, а окончательную доводку элементов рабочей части инструмента до чистовых размеров по его диаметру выполняют после их установки и закрепления с использованием технологического центра в хвостовике, который удаляют при формировании торцовых режущих кромок инструмента. 1 з.п.ф-лы, 5 ил.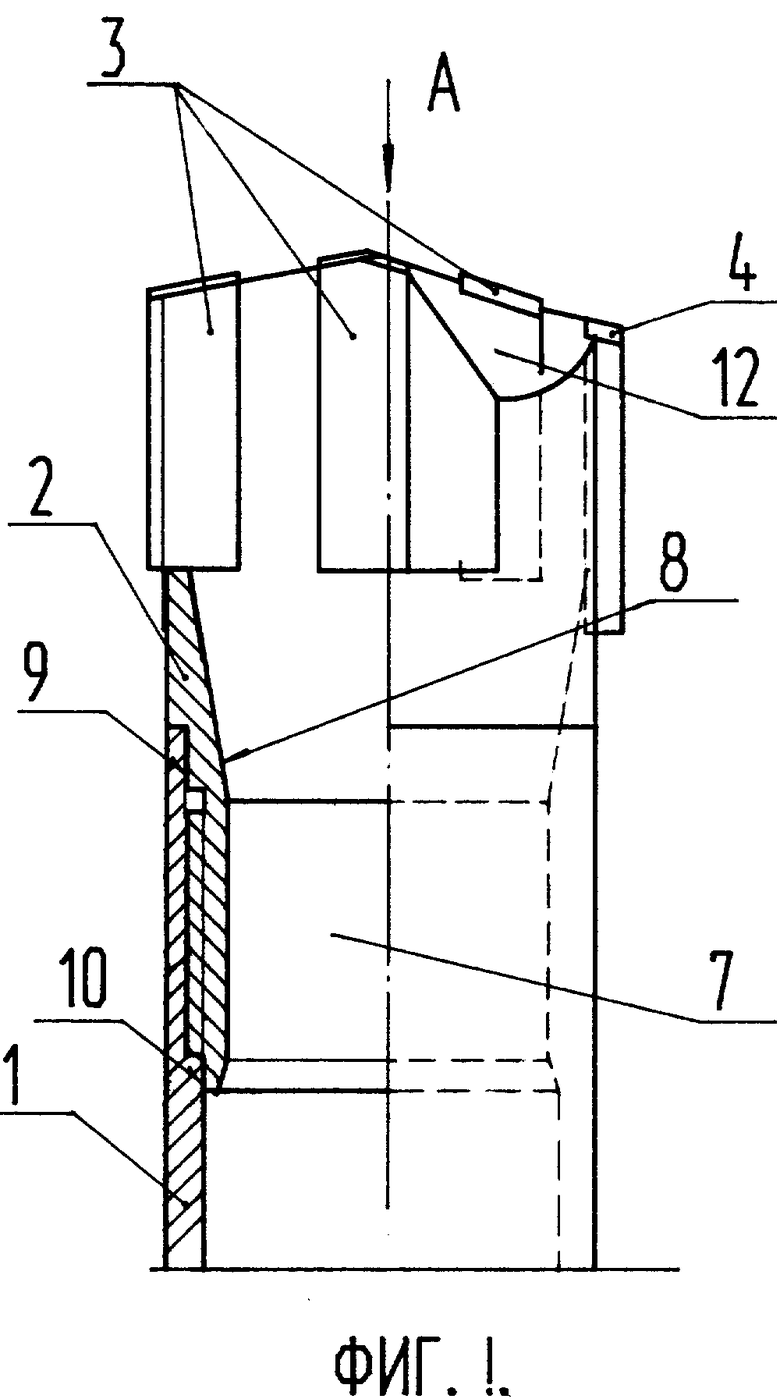
\ \ \1 1. Способ изготовления инструмента для глубокого сверления по методу ВТА, при котором изготавливают стебель и резцовый блок, имеющий технологический центр, две продольные выборки для отвода пульпы из зоны резания, режущие пластины, закрепленные на соответствующей стенке каждой выборки, направляющие пластины, размещенные на внешней боковой поверхности образованных выборками секторов резцового блока, внутреннюю осевую цилиндрическую проточку, с внешней стороны которой расположена установочная направляющая поверхность в виде двух базовых кольцевых цилиндрических поверхностей, расположенных на некотором удалении одна от другой, ответную соответствующей поверхности в стебле инструмента для соосной установки, затем производят сборку и окончательную доводку элементов рабочей части инструмента до заданных чистовых размеров и формы соответствующей механической обработкой, отличающийся тем, что сначала на заготовке резцового блока выполняют внутреннюю осевую цилиндрическую проточку и установочную направляющую поверхность, затем - технологический центр, после чего в заготовке резцового блока выполняют продольные выборки на части длины заготовки, оставляя на ее рабочем торце хвостовик с технологическим центром, при этом длину упомянутых выборок выполняют не менее максимальной длины заготовок режущих пластин с обеспечением выхода полости выборок в полость внутренней осевой цилиндрической проточки, а окончательную доводку элементов рабочей части инструмента до чистовых размеров по его диаметру выполняют после их установки и закрепления с использованием технологического центра в хвостовике, который удаляют при формировании торцевых режущих кромок инструмента. \\\2 2. Способ по п.1, отличающийся тем, что в заготовке резцового блока между упомянутыми базовыми кольцевыми поверхностями выполняют кольцевые углубления, которые перед соосной установкой резцового блока в стебель инструмента заполняют припоем, а жесткое соединение указанных элементов между собой пайкой осуществляют одновременно с закреплением в резцовом блоке режущих и направляющих пластин или после их закрепления.
| Троицкий Н.Д | |||
| Глубокое сверление | |||
| - Л.: Машиностроение, 1971, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

