(54) СПОСОБ ИЗГОТОВЛЕНИЯ . КОЛЕНЧАТОГО ВАЛА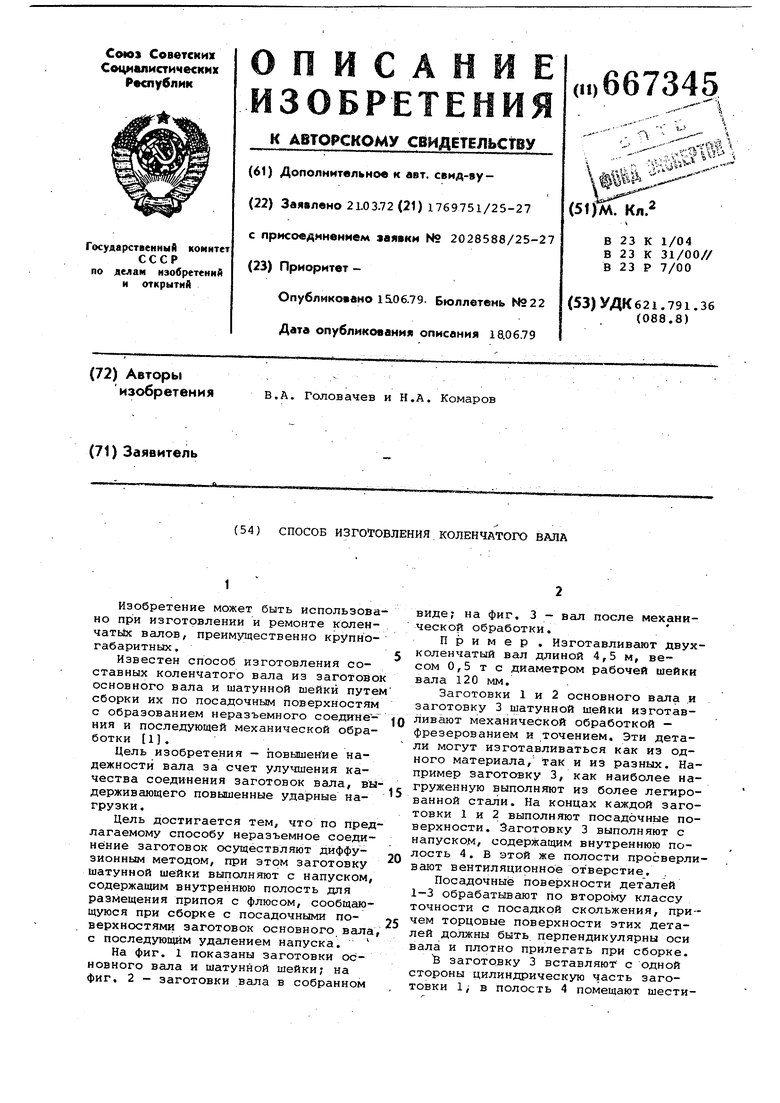
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИЛИ ВОССТАНОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЕЕК ВАЛОВ | 2006 |
|
RU2316417C1 |
| ШАТУН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2232308C1 |
| Способ электрошлаковой выплавки металлических изделий | 1970 |
|
SU294498A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ СОЕДИНЕНИЯ ЩЕК КРИВОШИПОВ С КОРЕННЫМИ И ШАТУННЫМИ ШЕЙКАМИ | 2001 |
|
RU2199037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ сборки волноводных устройств сложной конфигурации под пайку в расплаве солей | 2023 |
|
RU2823593C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2011897C1 |
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 2012 |
|
RU2498889C1 |
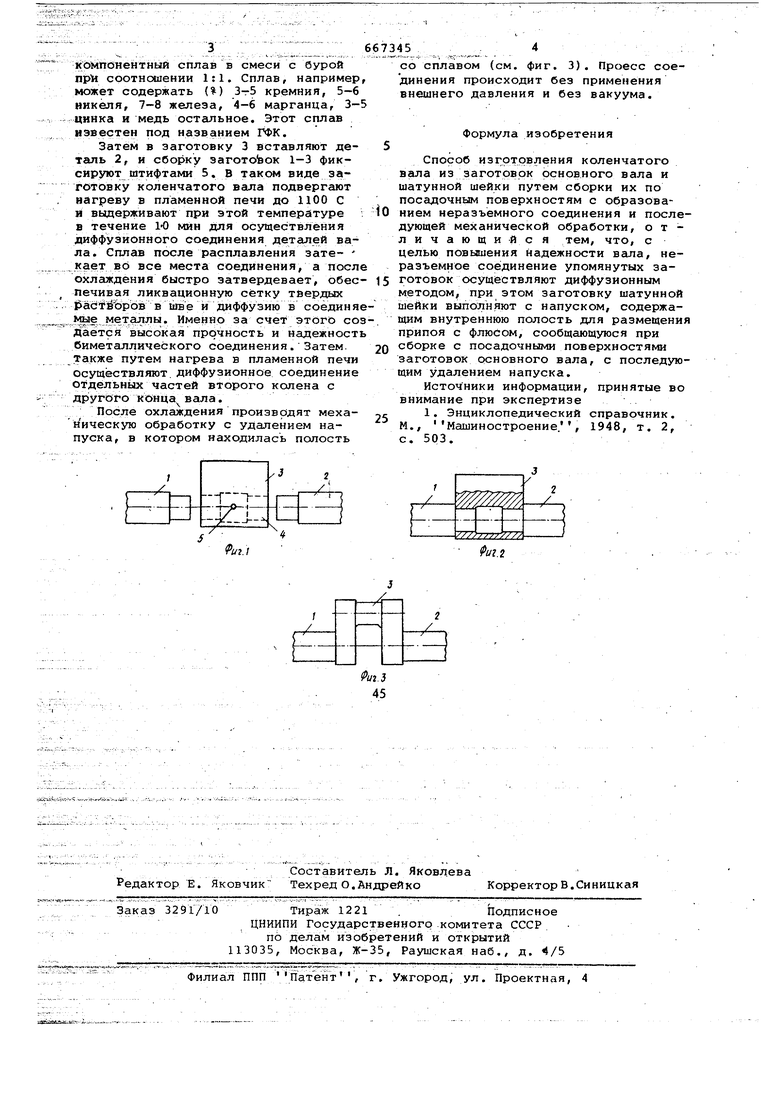
Изобретение может быть использова но при изготовлении и ремонте коленчатьЬс валов, преимущественно крупногабаритных . Известен способ изготовления составных коленчатого вала из заготово основного вала и шатунной шейки путе сборки их по посадочным поверхностям с образованием неразъемного соединеНИН и последующей механической обработки 1 . Цель изобретения - повышение надежности вала за счет улучшения качества соединения заготовок вала, вы держивающего повышенные ударные нагрузки. Цель достигается тем, что по пред лагаемому способу неразъемное соедиHefHHe заготовок осуществляют диффузионным методом, при этом заготовку шатунной шейки выполняют с напуском, содержащим внутреннюю полость для размещения припоя с флюсом, сообщающуюся при сборке с посадочными поверхностями заготовок основного вала с последующим удалением напуска. На фиг. 1 показаны заготовки основного вала и шатунной шейки; на фиг. 2 - заготовки вала в собранном виде; на фиг. 3 - вал после механической обработки. Пример . Изготавливают двухколенчатый вал длиной 4,5 м, весом 0,5 тс диаметром рабочей шейки вала 120 мм. Заготовки 1 и 2 основного вала и заготовку 3 шатунной шейки изготав.пивают механической обработкой - фрезерованием и точением. Эти детали могут изготавливаться как из одного материала, так и из разных. Например заготовку 3, как наиболее нагруженную выполняют из более легированной стали. На концах каждой заготовки 1 и 2 выполняют посадочные поверхности. Заготовку 3 выполняют с напуском, содержащим внутреннюю полость 4. В этой же полости просверливают вентиляционное отверстие. . Посадочные поверхности деталей 1-3 обрабатывают по второму классу точности с посадкой скольжения, причем торцовые поверхности этих деталей должны быть перпендикулярны оси вала и плотно прилегать при сборке. заготовку 3 вставляют с одной стороны цилиндрическую часть заготовки 1; в полость 4 помещают шестикомпонентный сплав в смеси с бурой npk соотнсхдении 1:1. Сплав, например может содержать () 3-5 кремния, 5-6 никеля, 7-8 железа, 4-6 марганца, 3цинка и медь остальное. Этот сплав известен под названием ГФК. Затем в заготовку 3 вставляют деталь 2, и сборку заготовок 1-3 фиксируют штифтами 5. В таком виде заготовку коленчатого вала подвергают нагреву в пламенной печи до 1100 С и выдерживают при этой температуре в течение 1-0 мин для осуществления диффузионного соединения деталей вала. Сплав после расплавления затекает во все места соединения, а посл охлаждения быстро затвердевает, обес печивая ликвационную сетку твердых 15астёЪрЬв в шве и диффузию в соединя мьае металлы. Именно за счет этого со Дается высокая прочность и надежност биметаллического соединения.Затем, также путем нагрева в пламенной печи осуществляют, диффузионное соединение отдельных частей второго колена с другого конца вала. После охлаждения производят механнческую обработку с удалением напуска, в котором находилась полость со сплавом (см. фиг. 3). Проесс соединения происходит без применения внешнего давления и без вакуума. Формула изобретения Способ изготовления коленчатого вала из заготовок основного вала и шатунной шейки путем сборки их по посадочным поверхностям с образованием неразъемного соединения и последующей механической обработки, отличающийся тем, что, с целью повышения надежности вала, неразъемное соединение упомянутых заготовок осущ1ествляют диффузионным методом, при этом заготовку шатунной шейки выполняют с напуском, содержащим внутреннюю полость для размещения припоя с флюсом, сообщающуюся при сборке с посадочными поверхностями заготовок основного вала, с последующим удалением напуска. Источники информации, принятые во внимание при экспертизе 1. Энциклопедический справочник. М., Машиностроение , 1948, т. 2, с. 503.
иг.З 45
