Приспособление по настоящему изобретению предназначено для изготовления нарезки на заготовках рифленых цилиндров, применяемых в текстильном производстве. Эти цилиндры снабжаются зубцами трапецовидного профиля, расположенными по образующей цилиндра, причем шаг зубцов равномерно изменяется в определенных пределах от минимума до максимума. Зубцы расположены не на всей поверхности цилиндра, а лишь на утолщенных его частях. Приспособление применяется на токарном станке без люнетов.
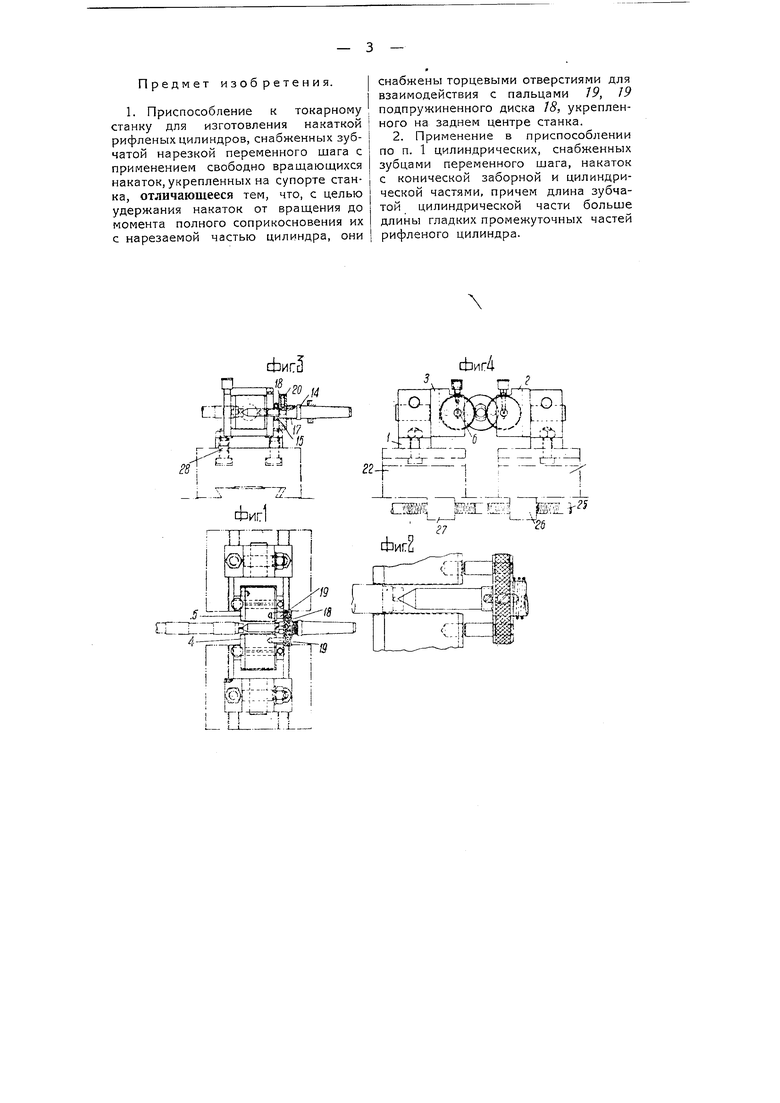
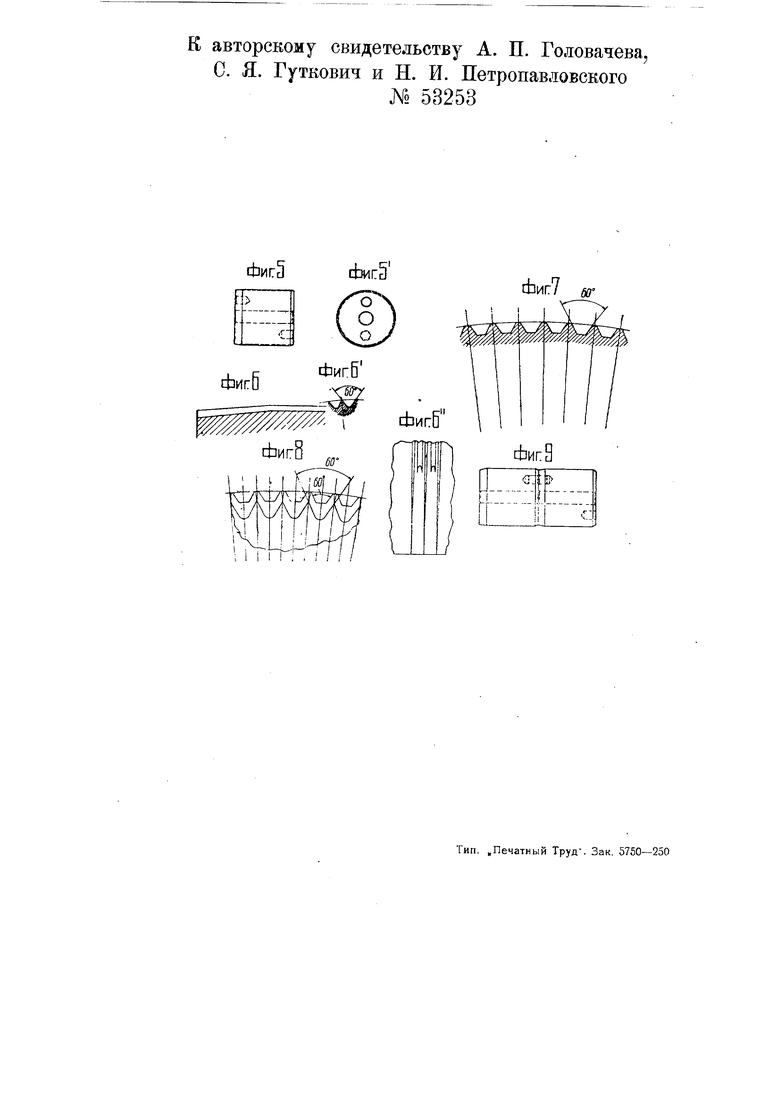
На чертеже фиг. 1 изображает вид приспособления и супорта токарного станка сверху; фиг. 2 - вид приспособления сверху в увеличенном масштабе; фиг. 3 - разрез и вид сбоку приспособления и накаток; фиг. 4 - вид с торца приспособления и накаток, установленных на супорте токарного станка; фиг. 5 и 5-вид накатки сбоку и с торца; фиг. 6, 6, 6 и 7 - продольный и поперечный разрезы накатки в увеличенном масштабе; фиг. 8 - вид зубцов накатки с торца; фиг. 9 - вид сбоку накаток.
соединенных для нарезки во время их изготовления.
Накатывание рифленых цилиндров производится на центрах токарного станка, причем в переднюю бабку станка устанавливается обычный центр,. а в заднюю бабку вставляется предлагаемое приспособление.
На салазках станка устанавливаются два супорта 21 и 22, в которых имеются гайки 26 и 27. Винт 25, имеющий правую и левую резьбы, дает возможность сближать супорты. На супортах устанавливаются две стойки /, в которые вставляются вилки 2 л 3. В вилках закреплены неподвижно оси 6, 6, на которых свободно вращаются накатки 4 л 5. Приспособление, устанавливаемое в задней бабке, состоит из центра 14, на который надет диск 18, подвижный под действием пружины 17 вдоль центра до упорного кольца /5. В диске 18 запрессованы два установочных пальца 19, 19, входящие в отверстия, имеющиеся в торцах накаток 4 v( 5.
Во избежание поворачивания диска 18 вокруг центра оно снабжено
стопорным винтом 20, перемещающимся по продольному пазу центра 14.
Поверхность накаток состоит из трех частей: передней-заборной конической части, средней-цилиндрической части и задней-фаски.
Для получения профиля зубцов на рифленом цилиндре, на цилиндрической и конической частях накатки имеются прямолинейные зубцы с неравномерным повторяющимся шагом. Коническая заборная часть имеет зубцы с острием при вершине.
На задних торцах накаток имеются отверстия, смещенные . от диаметральной оси на равные расстояния. Наружные диаметры накаток равны между собой и кратны диаметру рифленого цилиндра.
Накатывание зубцов на рифленых цилиндрах производится следующим порядком. Сближают супорты до совпадения установочных пальцев 19, 19 с торцевыми отверстиями накаток. Такое положение дает полную глубину профиля рифленого цилиндра. Для установки заготовки цилиндра в центр салазки с накатками должны находиться в крайнем правом положении у задней бабки так, чтобы установочные пальцы 19, 19 вошли в торцевые отверстия накаток, что производится вручную путем поворачивания накаток, причем пружина 17 будет сжата. Этот момент изображен на фиг. 1. При установке в центр следующих заготовок цилиндров супорты с накатками не разводятся. После того, как заготовка цилиндра вставлена в центр, передвигают салазки с накатками влево до тех пор, пока накатки своими зубцами заборного конуса не врежутся в заготовку цилиндра. При таком движении саней с накатками установочный диск 18 с пальцами 19, 19 под действием пружины 17 передвинется влево (по чертежу) до упорного кольца /5 и пальцы 19, 19 выйдут из отверстий накаток, нарушив связь накаток с центром приспособления. Это положение изображено на фиг. 2 в увеличенном виде. Положение зубцов накаток при этом нарушиться от поворота не может, так как зубцы врезались в тело заготовки. Далее пускают в ход станок, и вращающаяся заготовка цилиндра сообщает вращение накаткам. Включение самохода и салазок сообщает накаткам продольное перемещение по всей длине цилиндра. Так как накатываемая поверхность заготовки цилиндра не сплошная, а прерывистая (имеются промежуточные нитки), то для избежания смешения зубцов накаток длина их сделана такой, чтобы цилиндрическая часть перекрывала щейки. Когда весь цилиндр будет накатан, станок останавливается, готовый цилиндр снимается с центров, а салазки с накатками возвращаются в исходное положение к задней бабке станка, после чего приступают к установке следующей заготовки.
Для получения, неравномерности шага на рифленом цилиндре двумя накатками на их торцах делаются отверстия, смещенные от диаметральной оси на равные расстояния. На накатке 5 имеются два отверстия, расположенные с обоих торцев в одной плоскости, проходящей через центр накатки, как изображено на фиг. 6. На накатке 4 делается одно отверстие со стороны торца, противоположного заборной конической части. Изготовление зубцов производится на двух накатках одновременно, для чего в торцевые отверстия вставляется соединительный палец, так чтобы конусные заборные части накаток не были соединены вместе (фиг. 9). Соединенные накатки надеваются осевыми отверстиями на общую оправку и производится изготовление зубцов с неравномерным шагом.
Наружный диаметр накаток должен быть кратным диаметру рифленого цилиндра, причем неравномерный шаг на поверхности накаток повторяется столько раз, во сколько раз диаметр накаток больше диа метра рифленого цилиндра. Изготовленные таким способом накатки, установленные в приспособлении коническими заборными частями к изделию, дают необходимое расположение зубцов на рифленом цилиндре.
Предмет изобретения.
1. Приспособление к токарному станку для изготовления накаткой рифленых цилиндров, снабженных зубчатой нарезкой переменного шага с применением свободно вращающихся накаток, укрепленных на супорте станка, отличающееся тем, что, с целью удержания накаток от вращения до момента полного соприкосновения их с нарезаемой частью цилиндра, они
снабжены торцевыми отверстиями для взаимодействия с пальцами 19, 19 подпружиненного диска 18, укрепленного на заднем центре станка.
2. Применение в приспособлении по п. 1 цилиндрических, снабженных зубцами переменного шага, накаток с конической заборной и цилиндрической частями, причем длина зубчатой цилиндрической части больше длины гладких промежуточных частей рифленого цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для внутренней расточки стекло отделочных форм | 1931 |
|
SU35340A1 |
| Способ осуществления продольной подачи суппорта токарного станка | 1937 |
|
SU59127A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1923 |
|
SU7809A1 |
| Приспособление к токарному или т.п. станку для нарезания зубчатых колес и других работ | 1927 |
|
SU8049A1 |
| Станок для расточки отверстий | 1937 |
|
SU55075A1 |
| Полуавтоматическое приспособление к фрезерному станку для обработки окон золотниковых втулок паровозных цилиндров | 1948 |
|
SU84935A1 |
| Приспособление к токарному станку для обточки конических поверхностей | 1937 |
|
SU54874A1 |
| Приспособление к токарному станку для нарезания винтовых шестерен | 1933 |
|
SU41815A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
сЬиС
сЬигД
к авторскому свидетельству А. П. Головачева. С. Я. Гуткович и Н. И. Петропавловского
сЬигЭ
№ 53253
сЬигЭ
сЬиг7
