Изготовление полых тел вращения путем навивки слоев бумаги, равно как и применение усилительных втулок для закрепления фланцев на стволах бумажных катушек, общеизвестно.
Предлагаемый способ изготовления фланцевых катушек имеет ту особенность, что фланцы на трубчатом стволе образуются при навивке бумаги большей ширины по сравнению с шириной фланца катушки, после чего фланцы разрезают и торцы их развальцовывают в прессформе.
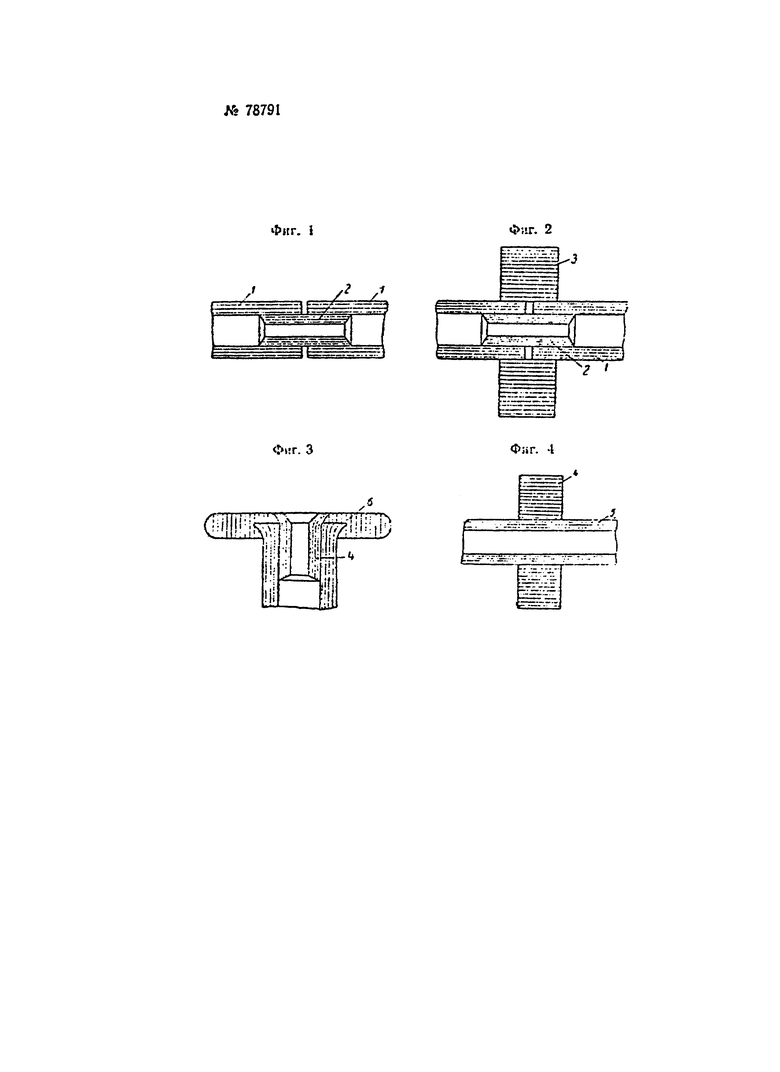
Две бумажные трубки 1, каждая из которых по длине равна общей длине катушки, подлежащей изготовлению, плотно соединяются между собой при помощи трубки 2 (фиг. 1) таким образом, чтобы концы трубок 1 находились на равных расстояниях от концов трубки 2. Для прочности соединения концы трубок 1 и трубку 2 склеивают. Затем наматывают слой бумаги заготовки 3 будущих фланцев катушек на место соединения двух трубок на разном расстоянии от их конца (фиг. 2).
Ширина бумажной ленты, применяемой для намотки заготовки 3, не должна быть меньше утроенной толщины фланца катушки, подлежащей изготовлению. Ленту продолжают наматывать до получения заготовки 3 толщиной, равной диаметру фланца катушки, подлежащей изготовлению. Намотанную заготовку 3 разрезают поперек оси трубок, не снимая со станка, на две равные части. Получают два ствола с укрепленными на концах каждого из них заготовками бумажного фланца. Повернув оба ствола катушек противоположными концами, соединяют их вновь вместе при помощи третьей трубки, как это указывалось выше, и приступают к намотке заготовки вторых фланцев и разрезке ее. В результате получаются две фланцевые бумажные катушки, которые обрабатывают пропитывающими средствами и прессуют с развальцовкой в устройствах типа прессформ, после чего получают фланцевые бумажные катушки заданной геометрической формы и размеров (фиг. 3) с гладкой поверхностью, устойчивые к воде, пару, механическим и атмосферным влияниям.
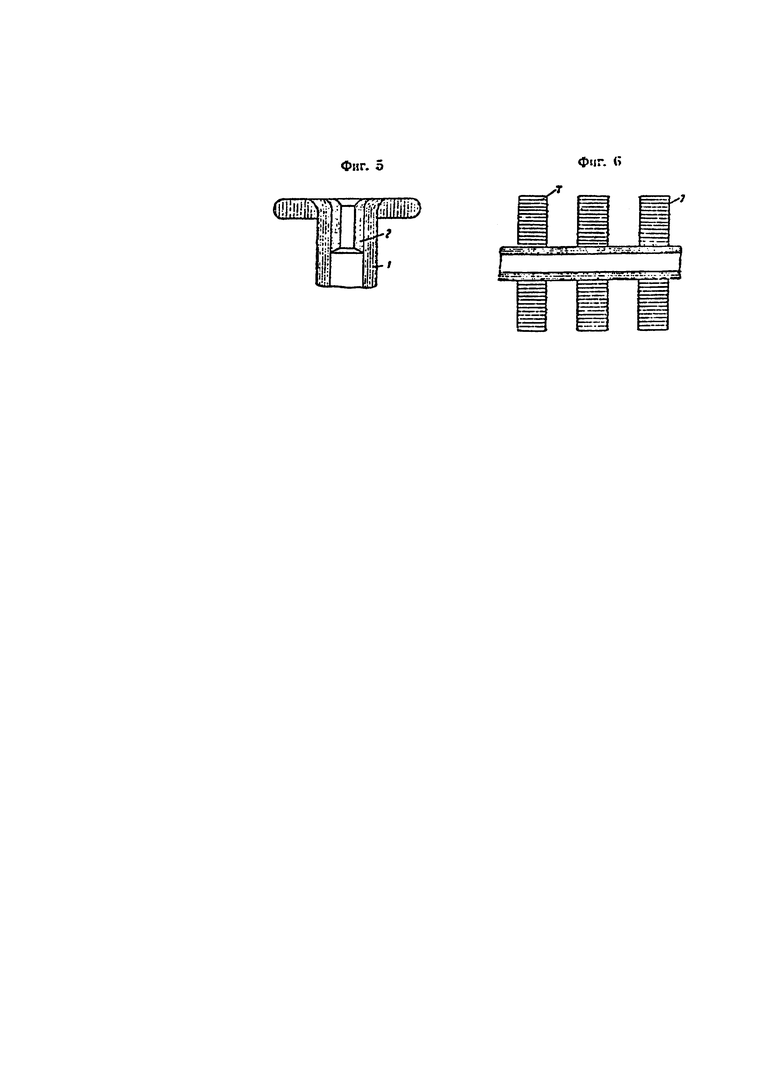
Второй вариант выполнения способа заключается в намотке слоя 4 из бумажной ленты с шириной, равной примерно утроенной толщине фланца изготовляемой катушки. Этот слой бумаги наматывают на середину бумажной трубки 5 на равном расстоянии от ее концов (фиг. 4), после чего намотанный слой бумаги разрезают пополам. Получают два бумажных фланца с выступающими из них половинами трубки 5, служащими для посадки их в ствол катушки. Фланец растягивают по форме ласточкина хвоста 6 для запрессовки в него конца ствола (фиг. 5).
Применяя бумажные трубки большой длины, можно одновременно изготовлять несколько фланцев. Полученные бумажные фланцы 7. (фиг. 6) также подвергают обработке пропитывающими веществами и прессованию в прессформах.
Посадка бумажных фланцев в стволы катушек может производиться до или после их обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления проволочных датчиков виткового типа | 1960 |
|
SU131956A1 |
| УСТАНОВКА И СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОЙ ЛЕНТЫ | 1998 |
|
RU2194425C2 |
| Способ и приспособление для намотки трансформаторных катушек | 1930 |
|
SU25123A1 |
| БУМАЖНАЯ КАТУШКА | 2016 |
|
RU2723126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ | 1993 |
|
RU2092732C1 |
| КАТУШКА, УЗЕЛ КАТУШКИ И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА КАТУШКИ | 2006 |
|
RU2415801C2 |
| ПЕРЕМОТНО-РАЗРЕЗНОЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ РУЛОНОВ ИЗ РУЛОННОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ РУЛОНОВ | 1998 |
|
RU2189347C2 |
| Устройство для намотки электрических катушек | 1981 |
|
SU1001203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ КАТУШКИ | 2013 |
|
RU2551136C1 |
1. Способ изготовления фланцевых катушек и подобных изделий путем навивки слоев бумаги, отличающийся тем, что на трубчатом стволе наматывают фланцы удвоенной ширины, а затем разрезают их и торцы развальцовывают в прессформах.
2. Видоизменение способа по п. 1, отличающееся тем, что в фланце, сформированном путем навивки слоев бумаги, растягивают отверстие для приема торца в виде ласточкина хвоста.
