УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ДАТЧИКОВ ВИТКОВОГО ТИПА
Заявлено 29 января 1960 г. за № 652510/25 в Комитет по далам изобретений
и открытий при Совете Министров СССР Опубликовано в «Бюллетене ияобретений 18 .ча 196(1 г.
Известны установки для изготовления проволочных датчиков виткового типа, снабженные перфорирующим, навивочным и сварочным устройствами. Однако они не обеспечивают достаточно полной механизации технологического процесса изготовления датчиков.
В конструкцию предложенной установки включено устройство для прерывистой цодачи предварительно перфорированной и проклеенной бумажной ленты с окнами для приварки полосок латунной фольги. С устройством кинематически связаны механизмы для навивки на перфорированную ленту проволоки н для намотки ленты с датчиками на катушку.
Кроме того, в установке применено сварочное устройство, выполненное в виде аппарата д.ля конденсаторной точечной приварки выводов датчиков в окнах перфорированной ленты к полоскам латунной фольги. Последние отрезаются и подаются механизмом с кареткой-, возвратно-поступательно перемещаемой синхронно с вращением шагового диска механизма прерывистой подачи перфорированной ленты. Каретка автоматически замыкает контакты электромагнитного привода м-еханизма сжатия сварочных электродов.
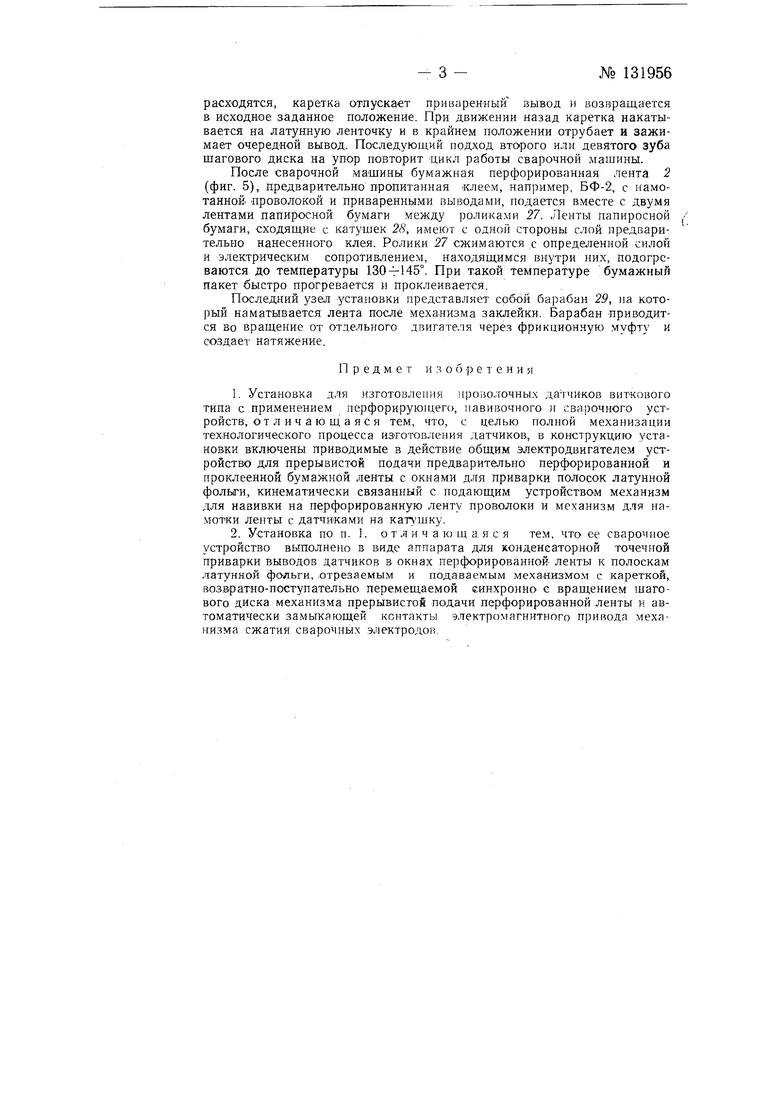
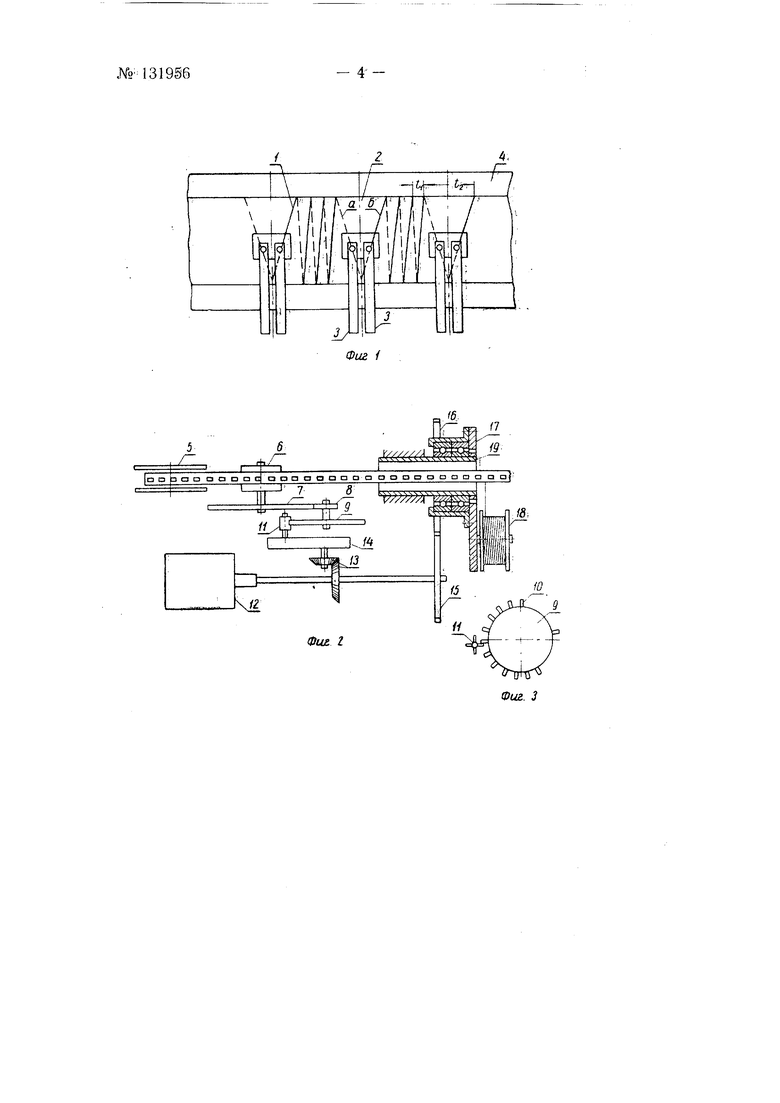
На фиг. 1-схематически изображены датчики, изготавливаемые на описываемой установке; на фиг. 2-узел намотки; на фиг. 3-шаговый диск, в плане; на фиг. 4-сварочное устройство; на фиг. 5-механизм заклейки и барабан, на который наматывается лента.
Изготавливаются на предложенной установке датчики следующим образом.
Тензочувствительная проволока / (фиг- 1) наматывается с переменным шагом на непрерывную бумажную перфорированную ленту 2 таким образом, что десять витков с шагом ti 0,2 мм, составляющих тензочувствительную решетку датчика, приходятся между просечками перфорации, а один растянутый виток с шагом 4 3 мм перекрывает окно просечки. К ветвям а и б растянутого витка точечной конденсаторной сваркой привариваются два вывода 5 сечением 0,05X0,7 мм из латунной фольги. Перфорированная бумажная лента с намотанной тензочувствительной проволокой и приваренными выводами заклей№ 131956- 2 вается с двух сторон папиросной бумагой 4, прикрывающей оголенныерешетки датчиков и укрепляющей выводы датчиков. Верхняя лента этой бумаги на изображенном на фиг. 1 датчике условно снята.
Изготовление тензодатчиков .производится в следующих основных узлах установки.
На первом узле установки - перфораторе изготовляется перфорированная лента из бумаги, предварительно пропитанной клеем, напримёр, БФ-2. Ширина ленты может меняться от десяти до трех мм в соответствии с блзой датчиков. Отперфорированная лента наматывается на катушку. Скорость работы перфоратора 300-350 просечек в минуту. Перфоратор является самостоятельным узлом установки и кинематически не связан с другими ее узлами.
По окончании работы перфоратора катупжа с перфорированной бумажной лентой устанавливается на узел намотки тензочувствительной проволоки, который состоит из двух кинематически связанных механизмов: механизма подачи ленты и механизма нзмотки проволоки. Механизм подачи ленты отпускает перфорированную бумажяую ленту, которая натягивается специальным загрузочным устройством, расположенным в самом конце линии.
Бумажная перфорированная лента с катушки 5 (фиг. 2) попадает на звездочку 6. Так как лента натягивается загрузочным устройством, то звездочка 6 стремится провернуться и через шестерни 7 и 5 повернуть шаговый диск 9, который имеет зубья W (фиг. 3), расставленные в соответствии с шагом намотки тензочувствительной проволоки. Зубья шагового диска 9 стопорятся четырехпозиционным упором 11. Пря включении двигателя 12 (фиг. 2) упор 11 через коническую пару 13 л механизм мальтийского креста 4, приводится в пульсирующее вращение, причем за каждую четверть оборота упор 11 пропускает по одному зубу диска 9. При этом бумажная лента получает пульсирующее движение, шаг которого определяется расположением зубьев по окружности диска. Одновременно с движением ленты вращение двигателя 12 через шестерню 15 и зубчатый венец 16 передается на водило /7, которое несет на себе катушку 18 с тензочувствительной проволокой и вращается на неподвижной полой оси 19. При вращении катушки вокруг бумажной ленты, проходящей внутри оси 19, тензочувствительная проволока через направляющий ролик (на чертеже не указан) перематывается на ленту.
Сварочное устройство снабжено механизмом подачи выводов под электроды машины.
Каретка 20 (фиг. 4) механизма подачи выводов сматывает с катушки 21 ленточку латунной фольги сечением 0,05ХОД мм, отрубает от нее отрезок в 20 мм (длина вывода) и подает его под электроды сварочного устройства в тот момент, когда одна из ветвей (а или б) растянутого витка также оказывается под электродами.
Эти моменты времени определяются положением двух зубьев шагового диска, соответствующих образованию второго и девято го витка датчика, расстояние между которыми равно расстоянию между выводами, привариваемыми к ветвям а и б растянутого витка.
При положении зубьев второго и девятого витка на упоре срабатывает электромагнит 22 и через рычаг 23 перемещает каретку 20. Каретка перемещается в переднее положение, подаеточередной вывод под электроды 24 сварочной машины 25 и замыкает контакты электромагнитного привода механизма 26 сжатия электродов. Механизм сжатия срабатывает, электроды сжимаются, разрядная цепь батареи конденсаторов замыкается. Происходит сварка. После этого электроды
расходятся, каретка отпускает приварен-ныи вывод и возвращается в исходное заданное положение. При движении назад каретка накатывается на латунную ленточку и в крайнем положении отрубает и зажимает очередной вывод. Последующий подход второго или девятого зуба шагового диска на упор повторит цикл работы сварочной машины.
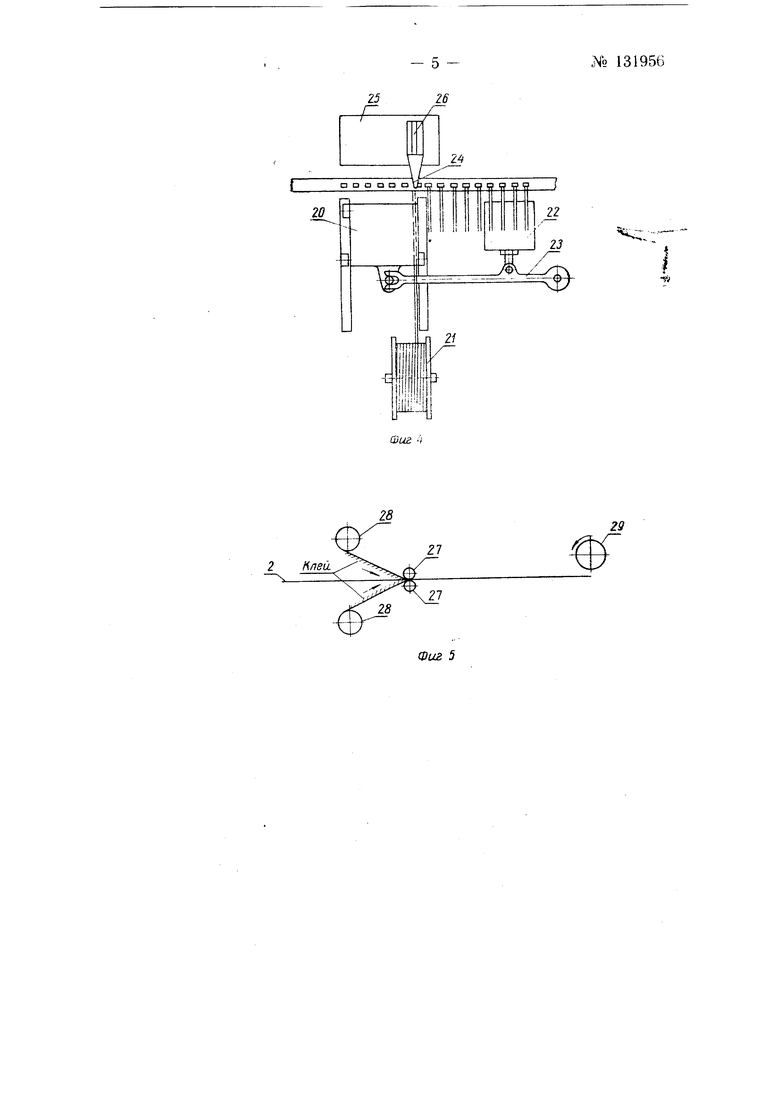
После сварочной машины бумажная перфорированная лента 2 (фиг. 5), предварительно пропитанная клеем, например, БФ-2, с намотанной, проволокой и приваренными выводами, подается вместе с двумя лентами папиросной бумаги между роликами .27. Ленты папиросной бумаги, сходящие с катушек 28, имеют с одной стороиы слой предварительно нанесенного клея. Ролики 27 сжимаются с определенной силой и электрическим сопротивлением, находящимся внутри них, подогреваются до температуры . При такой температуре бумажный пакет быстро прогревается и проклеивается.
Последний узел установки представляет собой барабан 25, & который наматывается лента после механизма заклейки. Барабан приводится во вращение от отдельного двигателя через фрикпионную муфту и создает натяжение.
Предмет и .s о б р е т е и и я
1.Установка для изготовления проволочных датчиков внгкового типа с применением перфорируюидего, павивочного и сва1ючного устройств, от л и ч а ю щ а я с я тем, что, с целью полной механизации технологического процесса изготовления датчиков, в конструкцию установки включены приводимые в действие общим электродвигателем устройство для прерывистой подачи предварительпо перфорированной и проклеенной бумажной ленты с окнами для приварки полосок латунной фольги, кинематически связанный с подающим устройством механизм для навивки на перфорированную ленту проволоки и механизм для намотки ленты с датчиками на .
2.Установка по п. 1, отличающаяся тем, что ее сварочное устройство выполнено в виде аппарата для конденсаторной точечной приварки выводов датчиков в окнах перфорированной ленты к полоскам латунной фольги, отрезаемым и подаваемым механизмом с кареткой, возвратно-поступательно перемещаемой синхронно с вращением шагового диска механизма прерывистой подачи перфорированной ленты и автоматически замыкающей контакты электромагнитного привода механизма сжатия сварочных электродов.
- 3 -№ 131956

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тензометрирования | 1961 |
|
SU148852A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
| Устройство для изготовления секций рулонных электролитических конденсаторов с выводами | 1986 |
|
SU1370674A1 |
| Автоматический станок для изготовления арматурных каркасов методом навивки и приварки на продольные стержни проволочных спиральных витков | 1950 |
|
SU99831A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для изготовления секций конденсаторов | 1976 |
|
SU748534A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| Устройство для намотки секций рулонных конденсаторов с выводами | 1975 |
|
SU662986A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU370668A1 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
Фи г
«
