1 .
Изобретение относится к порошковой металлургии, в частности к способу изготовления изделий из пластифицированных смесей в замкнутом объеме.
Цель изобретения -снижение трудоемкости процесса изготовления крупногабаритных изделий.
Способ осуществляется следующим образом.
Готовят пластифицированную смесь мелкодисперсных порошков с50±5об.%. термопластичного пластификатора при температуре его жидкого состояния перемешиванием вручную или с применением механических мешалок. После внедрения пластификатора полученную композицию смешивают путем многократного продавливания в замкнутом объеме пластифицированных смесей порошков через отверстия перемешивающего механизма до получения первоначальной формы смеси, при этом смесь пластически деформируется с изменением всех размеров. Затем периодическое воздействие давления то на один, то на другой участок смеси создает ее постоянное перемещение то в одном, то в другом направлении, т.е. создает постоянное перемещение слоев относительно друг друга. Кроме того, смесь перемещается также и в направлении прилагаемого давления, создавая перемешивание слоев смеси. В результате многократного повторения циклов перемешивания создается гомогенная по всему объему пластифицированная смесь, так как пластификатора в ней содержится 50 об.%, то смесь способна легко течь под действием прилагаемого давления и равномерно заполнять любой сложный объем при температуре пластического состояния пластификатора.
Перемешивание воздействием пе- риодически прикладываемого давления на различные участки объема смеси осуществляют в полости пресс-формы.
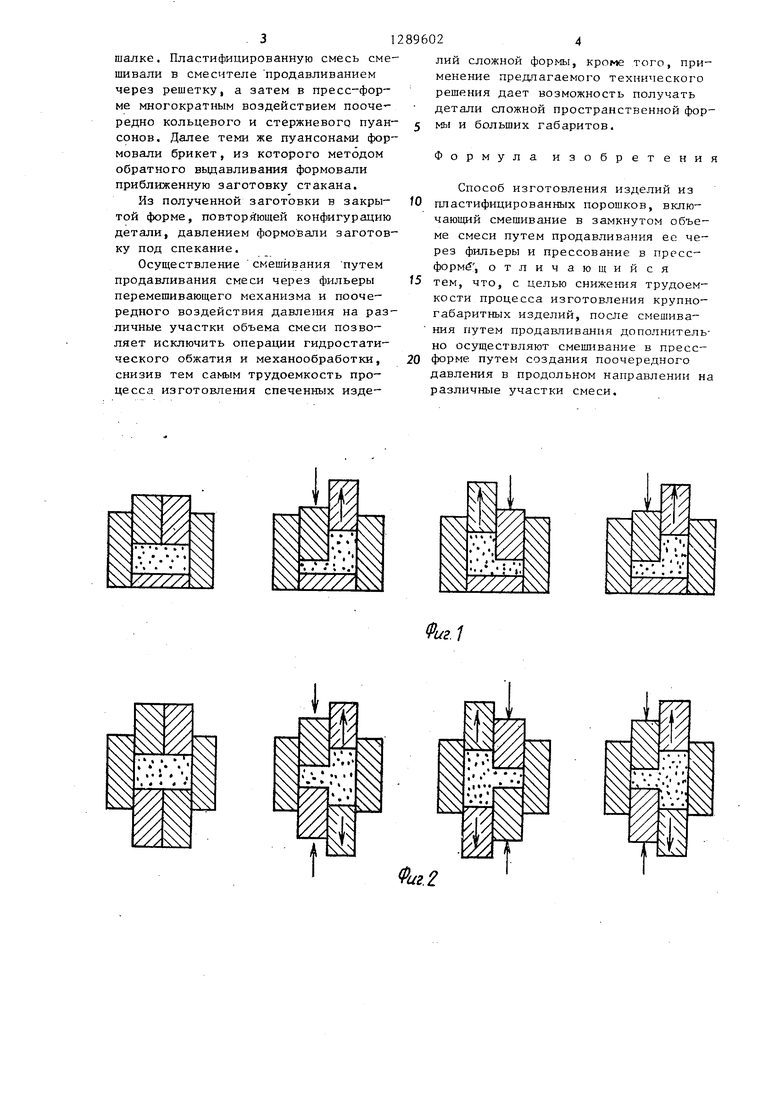
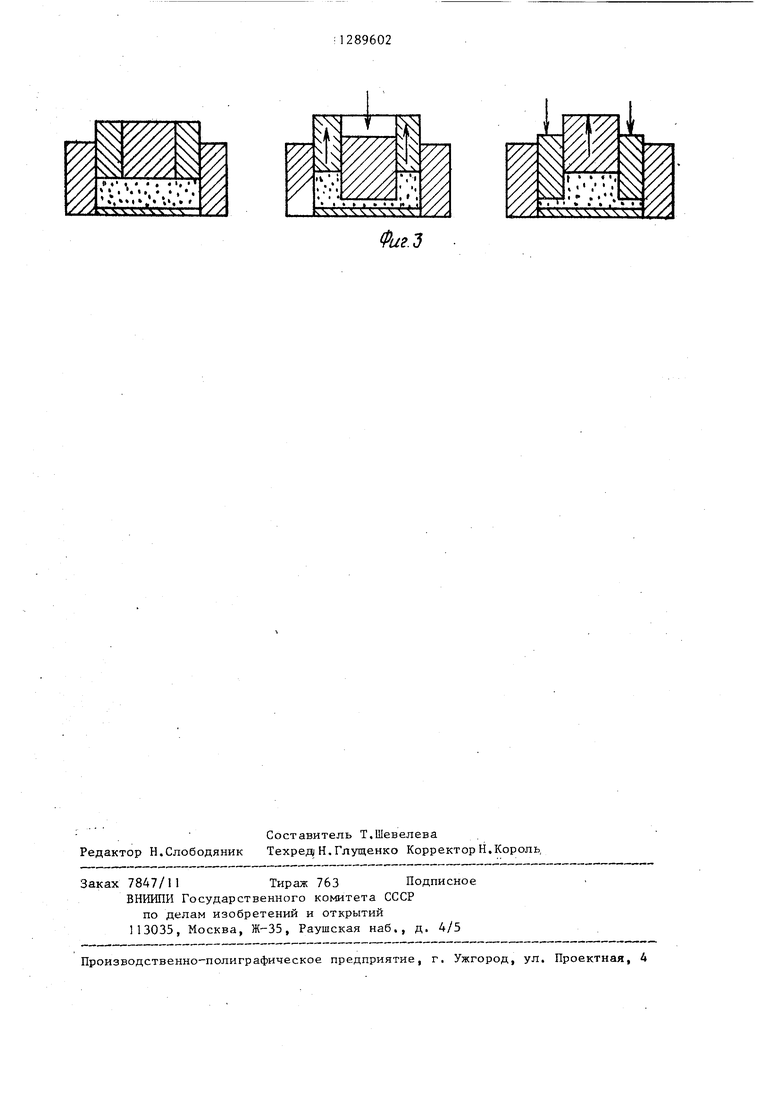
На фиг.1 изображена схема одно- 1 стороннего смешивания двумя подвижными пуансонами; на фиг.2 - схема двухстороннего смешивания четырьмя подвижными пуансонами; на фиг.З - схема смешивания кольцевым и стержневым, пуансонами.
Для осуществления смешивания возможно также.-лрименение боковых
25
896022
,пуансонов при условии их периодического действия на разные участки перемешиваемой смеси; за счет чего осуществляется как продольное, так
5 и поперечное перемещение слоев смеси и смесь становится гомогенной по всему объему.
Прессование смеси проводят в той же пресс-форме.
0 Пример. Для изготовления сложной детали типа кольца с фасками и фасонным торцом в порошок твердого сплава ВК6 вводят 50 об.% парафина при перемешиванием в
механической мешалке. Пластифициро-. ванную смесь смешивают в смесителе продавливанием через решетку, а затем в пресс-форме многократным воз- действием поочередно кольцевого и
20 стержнегово пуансонов.
После окончания перемешивания теми же пуансонами формуют брикет, из которого методом обратного выдавливания формуют трубчатую заготовку с последующей вырезкой кольца приближенной заготовки.
Из полученной таким образом кольцевой штучной заготовки в закрытой форме, повторяющей конфигурацию детали, давлением заготовку под спекание, т.е. кольЦо с фасками и фасонным торцом с размерами, учитывающими усадку при спекании. При форьмровании заготовки учитывают
35 возможность выхода воздуха и лишйей по объему формуемой массы через специальные щелевые зазоры в форме. После формования удаляют образовавшийся облой.
40 Операции перемешивания и формования осуществляют при 40°С. Далее проводят цредварительное спекание в среде водорода при нагревании заготовок до 1000-1100°С, выдерживают
45 1 ч и охлаждают.
Окончательное спекание проводят в вакуумной печи при 1380-1460°С до получения заготовок с содержанием углерода не менее 5,76% и кислорода
50 не более О , 1%.
В результате всех операций получают кольцо с фасками и фасонным .торцом с точными размерами. Для изготовления детали типа стакан с толщиной стенки 5 мм в железный порошок, содержащий 2% меди, вводили 50 об.% парафина при с перемешиванием в механической ме30
. 31
шалке. Пластифицированную смесь смешивали в смесителе продавливанием через решетку, а затем в пресс-форме многократным воздействием поочередно кольцевого и стержневого пуансонов. Далее теми же пуансонами формовали брикет, из которого методом обратного выдавливания формовали приближенную заготовку стакана.
Из полученной заготовки в закрытой форме, повторяющей конфигурацию детали, давлением формовали заготовку под спекание.
Осуществление смешивания путем продавливания смеси через фильеры перемешивающего механизма и поочередного воздействия давления на различные участки объема смеси позволяет исключить операции гидростатического обжатия и механообработки, снизив тем самым трудоемкость процесса изготовления спеченных изде896024
ЛИЙ сложной формы, кроме того, применение предлагаемого технического решения дает возможность получать детали сложной пространственной фор- мы и больших габаритов.
Формула изобретения
Способ изготовления изделий из О пластифицированных порошков, вклю- чаюищй смешивание в замкнутом объеме смеси путем продавливания ее через фильеры и прессование в пресс- , отличающийся 5 тем, что, с целью снижения трудоемкости процесса изготовления крупногабаритных изделий, после смешива- ния путем продавливания дополнительно осуществляют смешивание в пресс- 20 форме путем создания поочередного давления в продольном направлении на различные участки смеси.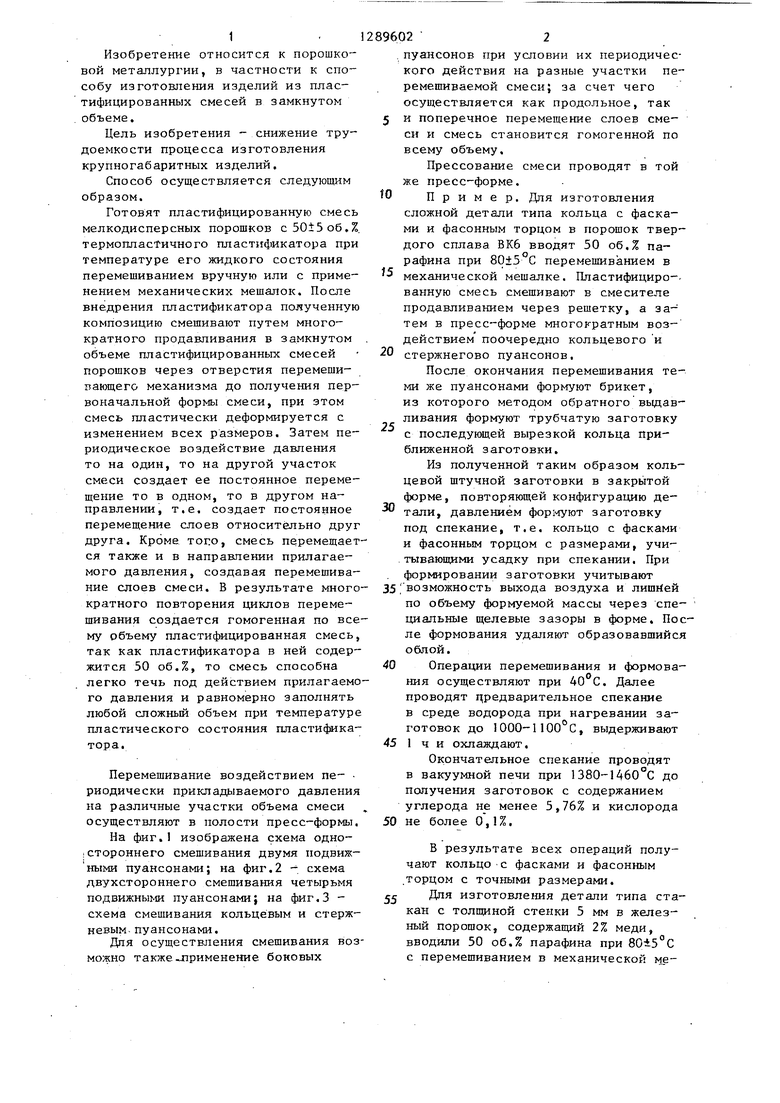
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных изделий и устройство для его осуществления | 1982 |
|
SU1047589A1 |
| Способ изготовления спеченных фасон-НыХ издЕлий | 1978 |
|
SU801987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОГО СПЛАВА С УНИКАЛЬНОЙ ПЛАСТИЧНОСТЬЮ ПРИ СЖАТИИ ДЛЯ ЦИКЛИЧЕСКИХ УДАРНЫХ НАГРУЖЕНИЙ | 2018 |
|
RU2696171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО СЕРДЕЧНИКА ЯДЕРНОГО ТОПЛИВА | 2000 |
|
RU2181912C2 |
| Способ изготовления спеченных изделий | 1977 |
|
SU725818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2012 |
|
RU2478455C1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| СПОСОБ ВВЕДЕНИЯ В МЕТАЛЛОКЕРАМИЧЕСКИЕ СМЕСИ ТЕРМОПЛАСТИЧНЫХ ПЛАСТИФИКАТОРОВ | 1948 |
|
SU85400A1 |
| Устройство для мундштучного прессования пластифицированных порошков | 1981 |
|
SU939171A1 |
Изобретение относится к способам изготовления изделий из пластифицированных порошков. Цель изобретения - c ижeниe трудоемкости процесса изготовления крупногабаритных изделий. В порошок твердого сплава ВК6 вводят 50 об.% парафина при 80 С перемешиванием в механи- ческой мешалке. Смесь смешивают в смесителе продавливанием через решетку, а затем в пресс-форме многократным воздействием поочередно кольцевого и стержневого пуансонов. После смешивания теми же пуансонами формуют изделие. Снижение трудоемкости процесса изготовления крупногабаритных изделий достигается тем, что после смешивания путем продав- ливания дополнительно осуществляют смешивание в пресс-форме путем создания поочередного давления в продольном направлении на различные участки смеси. 3 ил. е (Л ю 00
i
У/77У
S
t I
. I
11
/////.
Фие.д
| , Авторское свидетельство СССР № 737130, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для формования заготовок из смеси пластифицированных порошков | 1975 |
|
SU518273A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
