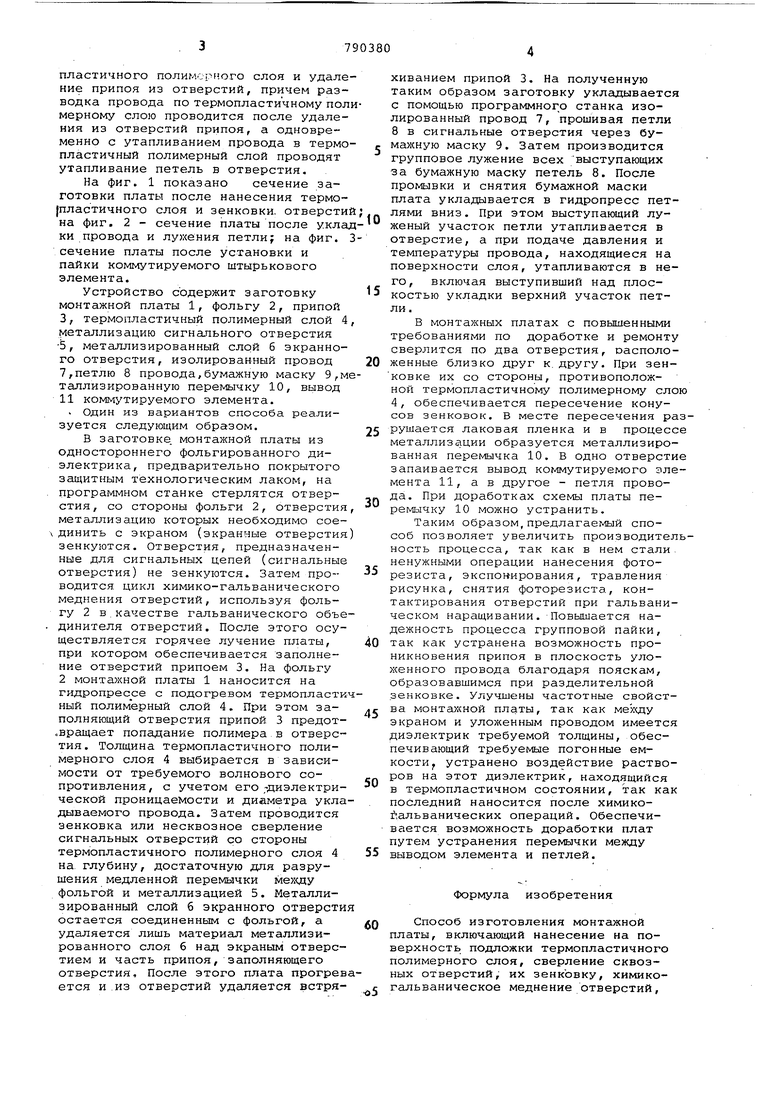
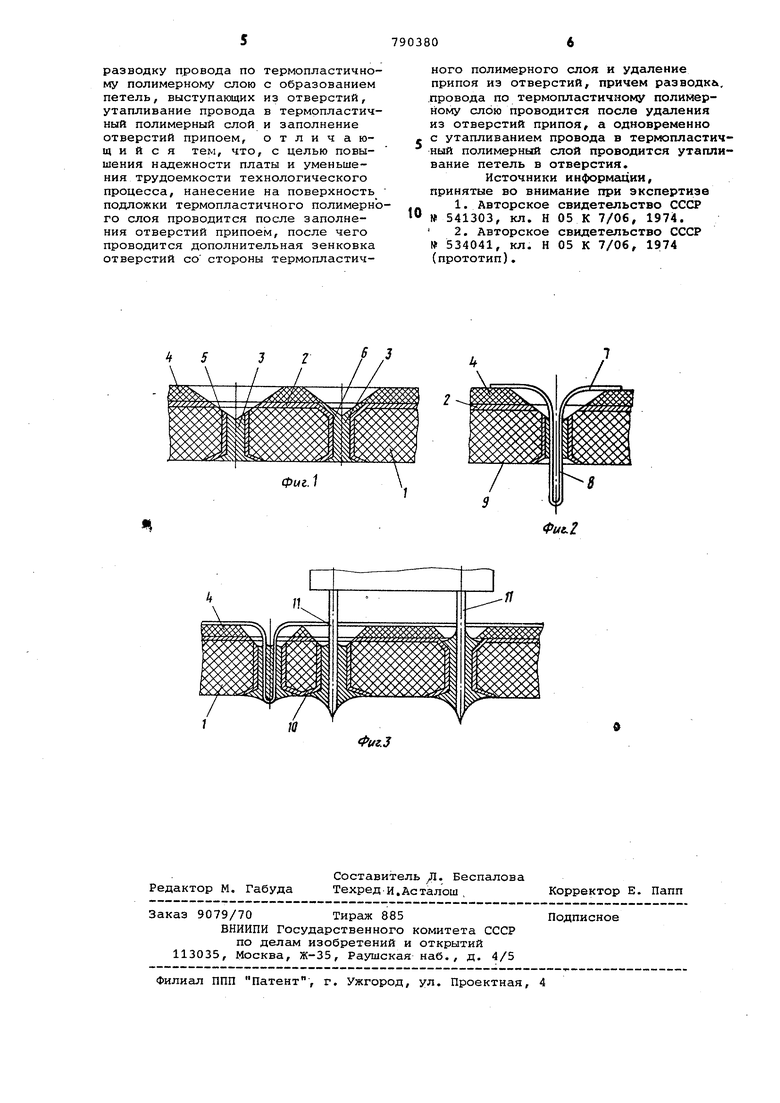
Изобретение относится к производству радиоэлектронной аппаратуры. Известен способ изготовления монтажной платы, основанный на технике печатного и провбдного монтажа. Соединения в этом способе осуществляют путем укладки изолированного провода на печатную плату и прсшшвки пе тель в отверстия с последующим снятием изоляции групповым лужением fl Недостаток этого способа заключается в невозможности получения тре буемлх погонных емкостей и волновых сопротивлений так как провода укладывсиот непосредственно на плоскость стеклотекстолитовой платы. Кроме того в этом способе невозможно проведение групповой пайки погружением Наиболее близким по технической сущности к предлагаемому является способ изготовления монтажной платы включающий Нанесение на поверхность подложки термопластичного полимерного слоя, сверление сквозных отверстий, их зенковку, химико-гальваническое меднение отверстий, разводку .провода по термопластичному полимерному слою с образованием петель. выступающих из отверстий, утапливание провода в термопластичный полимерный слой и заполнение отверстий припоем . Недостатком известного способа являются низкая надежность платы и высокая трудоемкость технологического процесса. Цель изобретения - повышение надежности платы и уменьшение трудоемкости технологического процесса. Указанная цель достигается тем, что в способе изготовления монтажной платы, включающем нанесение на поверхность подложки термопластичного полимерного слоя, сверление ;квозных отверстий, их зенковку, химико-гальваническое меднение отверстий, разводку провода по термопластичному полимерному, слою с образованием петель, выступающих из отверстий, утапливание провода термопластичный полимерный слой и заполнение отверстий припоем, нанесение на поверхность подложки термопластичного полимерного слоя проводится после заполнения отверстий припоем, после чего проводится дополнительная зенковка отверстий со стороны термопластичного полимсрм.ого слоя и удале ние припоя из отверстий, причем разводка провода по термопластичному пол мерному слою проводится после удаления из отверстий припоя, а одновременно с утапливанием провода в термо пластичный полимерный слой проводят утапливание петель в отверстия. На фиг. 1 показано сечение заготовки платы после нанесения термо пластичного слоя и зенковки, отверсти на фиг, 2 - сечение платы после укла ки провода и лужения петли; на фиг. сечение платы после установки и пайки коммутируемого штырькового элемента. Устройство содержит заготовку монтажной платы 1, фольгу 2, припой 3, термопластичный полимерный слой 4 металлизацию сигнального отверстия 5, металлизированный слой 6 экранного отверстия, изолированный провод 7,петлю 8 провода,бумажную маску 9,м таллизированную перемычку 10, вывод 11 коммутируемого элемента. . Один из вариантов способа реализуется следующим образом. В заготовке, монтажной платы из одностороннего фольгированного диэлектрика, предварительно покрытого защитным технологическим лаком, на , программном станке стерлятся отверстия, со стороны фольги 2, отверстия металлизацию которых необходимо соединить с экраном (экранные отверстия зенкуются. Отверстия, предназначенные для сигнальных цепей (сигнальные отверстия) не зенкуются. Затем проводится цикл химико-гальванического меднения отверстий, используя фольгу 2 в.качестве гальванического объ . динителя отверстий. После этого осу ществляется горячее лучение платы, при котором обеспечивается заполнение отверстий припоем 3. На фольгу 2 монтажной платы 1 наносится на гидропрессе с подогревом термопласти ный полимерный слой 4. При этом заполняющий отверстия припой 3 предот .вращает попадание полимера в отверс тия. Толщина термопластичного полимерного слоя 4 выбирается в зависимости от требуемого волнового сопротивления, с учетом его ,-диэлектри ческой проницаемости и диаметра укл дываемого провода. Затем проводится зенковка или несквозное сверление сигнальных отверстий со стороны термопластичного полимерного слоя 4 на глубину, достаточную для разрушения медленной перемычки фольгой и металлизацией 5. Металлизированный слой б экранного отверст остается соединенным с фольгой, а удаляется лишь материал металлизированного слоя 6 над экраным отверс тием и часть припоя, заполняющего отверстия. После этого плата прогре ется и .из отверстий удаляется встря хиванием припой 3. На полученную таким образом заготовку уклгщывается с помощью программного станка изолированный провод 7, прошивая петли 8 в сигнальные отверстия через бумажную маску 9. Затем производится групповое лужение всех выступающих за бумажную маску петель 8. После промывки и снятия бумажной маски плата укладывается в гидропресс петлями вниз. При этом выступающий луженый участок петли утапливается в отверстие, а при подаче давления и температуры провода, находящиеся на поверхности слоя, утапливаются в него, включая выступивший над плоскостью укладки верхний участок петли. В монтажных платах с повышенными требованиями по доработке и ремонту сверлится по два отверстия, расположенные близко друг к. другу. При зенковке их со стороны, противоположной термопластичному полимерному слою 4, обеспечивается пересечение конусов зенковок. В месте пересечения разрушается лаковая пленка и в процессе металлизации образуется металлизированная перемычка 10. В одно отверстие запаивается вывод коммутируемого элемента 11, а в другое - петля провода. При доработках схемы платы перемычку 10 можно устранить. Таким образом,предлагаемый способ позволяет увеличить производительность процесса, так как в нем сталиненужными операции нанесения фоторезиста, экспонирования, травления рисунка, снятия фоторезиста, контактирования отверстий при гальваническом наращивании. Повышается надежность процесса групповой пайки, так как устранена возможность проникновения припоя в плоскость уложенного провода благодаря пояскам, образовавшимся при разделительной зенковке. Улучшены частотные свойства монтажной платы, так как меаду экраном и уложенным проводом имеется диэлектрик требуемой толщины, обеспечивающий требуемые погонные емкости, устранено воздействие растворов на этот диэлектрик, находящийся в термопластичном состоянии, так как последний наносится после химикойальванических операций. Обеспечивается возможность доработки плат путем устранения перемычки между выводом элемента и петлей. Формула изобретения Способ изготовления монтажной платы, включающий нанесение на поверхность подложки термопластичного полимерного слоя, сверление сквозных отверстий, их зенковку, химикогальваническое меднение отверстий.
разводку провода по термопластичному полимерному слою с образованием петель, выступающих из отверстий, утапливание провода в термопластичный полимерный слой и заполнение отверстий припоем, отличающийся тем, что, с целью повышения надежности платы и уменьшения трудоемкости технологического процесса, нанесение на поверхность подложки термопластичного полимерного слоя проводится после заполнения отверстий припоем, после чего проводится дополнительная зенковка отверстий со стороны термопластичного полимерного слоя и удаление припоя из отверстий, причем разводкл, провода по термопластичному полимерному слою проводится после удаления из отверстий припоя, а одновременно с утапливанием провода в термопластичный полимернЕлй слой проводится утапливание петель в отверстия
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 541303, кл. Н 05 К 7/06, 1974.
2.Авторское свидетельство СССР № 534041, кл. Н 05 К 7/06, 1974 (прототип).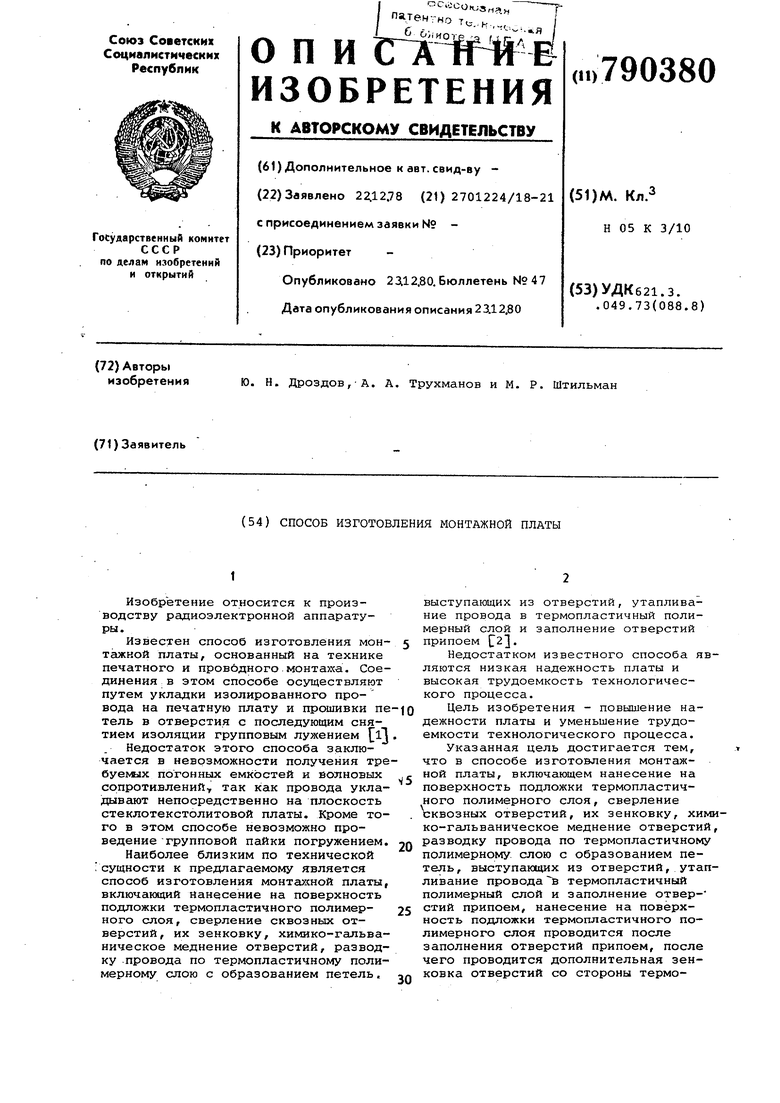
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2602084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| Способ лужения проводов печатных плат | 1988 |
|
SU1512728A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| Коммутационная плата на нитриде алюминия для силовых и мощных СВЧ полупроводниковых устройств, монтируемая на основании корпуса прибора | 2018 |
|
RU2696369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| Герметичный сборочный модуль для монтажа микрорадиоэлектронной аппаратуры, выполненный групповым методом с последующей резкой на модули | 2018 |
|
RU2680868C1 |
| Способ формирования объемного рисунка межсоединений | 2015 |
|
RU2647879C2 |
| Способ изготовления печатных плат | 1977 |
|
SU745033A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
Д 3
9
