(54) УСТРОЙСТВО ДЛЯ ЦЕНТРЮБЕЖНОГО ЛИТЬЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья и форма для его осуществления | 1983 |
|
SU1072986A1 |
| Способ литья | 1978 |
|
SU791446A1 |
| Форма для центробежного литья | 1978 |
|
SU737109A1 |
| Многоместная форма для центробежного литья | 1980 |
|
SU942873A1 |
| Устройство для центробежного литья | 1982 |
|
SU1044418A1 |
| Способ центробежного литья | 1980 |
|
SU935207A1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Установка для центробежного литья | 1980 |
|
SU980943A1 |

1
Изобретение относится к литейному производству, в частности k центробежному литью.
Известна литейная форма, внутреннюю поверхность которой покрывают защитным слоем, состоящим из немагнитного сыпучего материала, который удерживают возле стенок изложницы до заливки расплава и после кристаллизации при помсши магнитного поля благодаря тому, что из- ложница снаружи окружена стационарными электромагнитами. В таком положении уд живаемый на поверхности изложницы ферромагнитный сыпучий материал эеаяишает ее только от теплового воздействия заливаемого расплава, и удаляется каждый раз вместе с отливкой ,1 ,
Недостатком формы является то, что в ней невозможно получить отливки с фасонной наружной поверхностью, кроме того, имеет место пригар ферромагнитного сыпучего MaTef)Hana к отливке.
Известно также устройство для центробежного литья заготовок с фигурной наружной поверхностью, включающее для исключечения дебапанса формы несимметричные грузы, выполненные с возможностью регулирования расстояния от оси вращеш1Я формы с помощью MexaHH via, а также с помощью сжатия пружины самим rpy30M 2J.
Недостатком устройства является то, что для каждой заготовки требуется устаковка на планшайбе индивидуальной формы, что снижает производительность я создает неудобства в работе.
Цель изобретения - расшвфение номенклатуры отливаемых изделий пут&л обеспечения установки и фиксации разовой модели в полости формы.
Поставленная цель достигается за счет того, что в устройстве для центробежного литья, включающем форму, ограничительную крышку, разовую модель, сгораемую без остатка, выталкиватель со штоком, сташюнарный электромагн1гт, взаимодействукяций с ферромагкитнмм сыпучим материалом, шток вьтогаен пустотелым и в него помещена оправка.
подвижная в осевом направлении и взаимодействующая с нзам одним своим концом, а другим - со сменной( втулкой, которая взаимодействует с моделью, при этом на переднем торце выталкивателя и внутренней стенке ограничительной крышей выполнены. углубления, в которые устанавливаются знаковые части моде;ш, причем ограничительная крышка снабжена, по крайней мере, одним эксцентрично расположенным загрузочным окном.
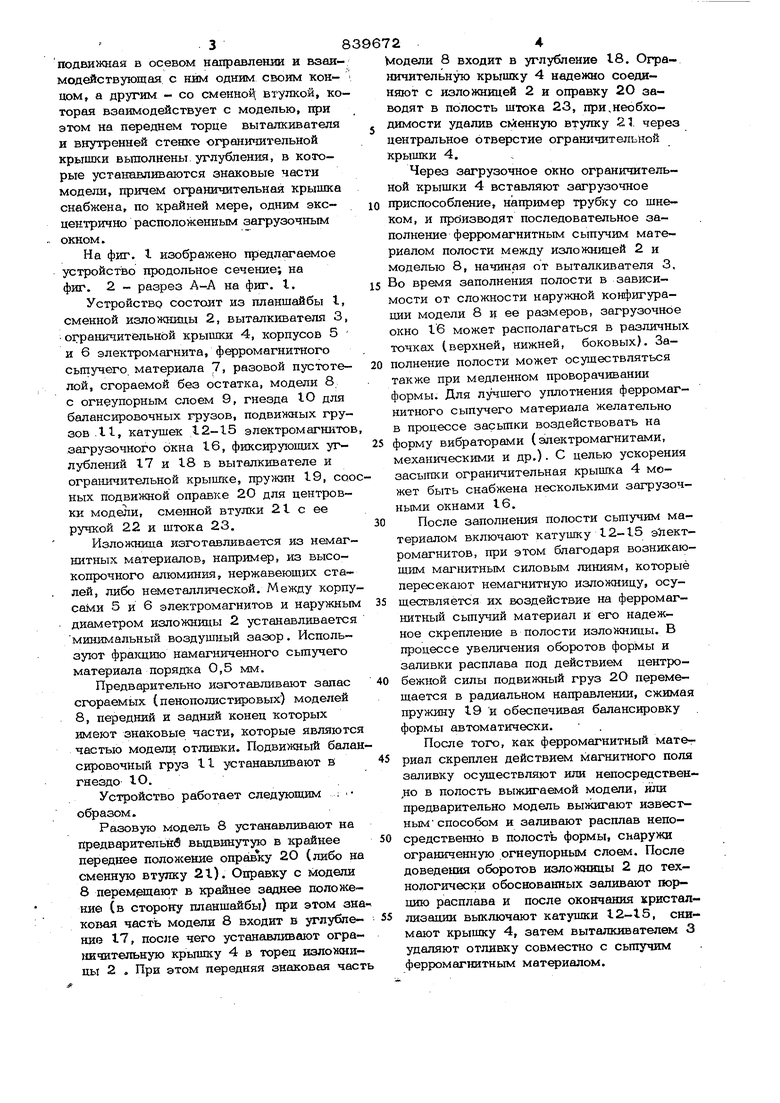
На фиг. I изображено предлагаемое устройство продольное сечение; на фиг. 2 - разрез А-А на фиг. I.
Устройство состоит из планшайбы I, сменной изложницы 2, выталштателя 3, ограничительной крышки 4, корпусов 5 и 6 электромагнита, ферромагнитного сыпучего. материала 7, разовой пустоте- 20 лой, сгораемой без остатка, модели 8 с огнеупорным слоем 9, гнезда Ю для балансировочных грузов, подвижных грузов .11, катушек 12-15 электромагнитов, загрузочного окна 16, фиксируюших углублений 17 и 18 в выталкивателе и ограничительной , пружин 19, соосных подвижной onpaBice 2О для центровки модели, сменной втулки 21 с ее ручкой 22 и штока 23. Излож1шца изготавливается из немагнитных материалов, например, из высокопрочного алюминия, нержавеющих сталей, либо неметаллической. Между корпусами 5 и 6 электромагнитов и наружным 35
диаметром изложницы 2 устанавливается минимальный воздушный зазор. Используют фратщию намагниченного сыпучего материала порядка 0,5 мм.
Предварительно наготавливают запас сгораемых (пенополистировых) моделей 8, передний и задний конец которых имеют знаковые части, которые являются частью модели отливки. Подвижный балансировочный груз 11 устанавливают в гнездо Ю.
Устройство работает следующим : образом.
Разовую модель 8 устанавливают на предварительнб вьщвинутую в крайнее переднее полонсение оправ ку 20 (либо на сменную втулку 21). Оправку с модели 8 перем ада1от в крайнее заднее полонсение (в сторону планшайбы) при этом знаковая часть модели 8 входит в углубление 17, после чего устанавливают ограничительную крьшпсу 4 в торец кзложниць1 2 . При этом передняя знаковая часть
Модели 8 входит в углубление 18. Ограничительную крышку 4 надежно соединяют с изложницей 2 и оправку 2О заводят в полость штока 23, при,кеобходимости удалив сь;1енную втулку 21. через центральное отверстие ограничительной крышки 4...
Через загрузочное окно ограничительной крышки 4 вставляют загрузочное
приспособление, н1апример трубку со шнеком, и производят последовательное заполнение ферромагнитным сыпучим материалом полости между изложницей 2 и моделью 8, начиная от выталкивателя 3,
Во время заполнения полости в зависимости от сложности наружной конфигурации модели 8 и ее размеров, загрузочное окно 16 может располагаться в различных точках (верхней, нижней, боковых). За2530
нитный сыпучий материал и его надежное скрепление в полости изложницы. В процессе увеличения оборотов формы и заливки расплава под действием центробежной силы подвижный груз 20 перемешается в радиальном направлении, сжимая пружину 19 и обеспечивая балансировку формы автоматически.
После ТО1ЧЭ, как ферромагнитный мате-г
риал скреплен действием магнитного поля заливку осуществляют или непосредствен,но в полость выжигаемой модели, иэти предварительно модель выжигают известным способом и заливают расплав непосредственно в полость формы, снаружи ограниченную огнеупорньм слоем. После доведения оборотов изложницы 2 до технологически обоснованных заливают порцию расплава и после окончания кристаллизации выключают катушки 12-15, снимают крышку 4, затем выталкивателем 3 удаляют отливку совместно с сьшучим ферромагнитным материалом. полнение полости может осушествляться также при медленном проворачивании формы. Для лучшего уплотнения ферромагнитного сыпучего материала желательно в процессе засыпки воздействовать на форму вибраторами (электромагнитами, механическими и др.). С целью ускорения засыпки ограничительная крышка 4 может быть снабжена несколькими загрузочньши окнами 16. После заполнения полости сыпучим материалом включают катушку 12-15 электромагнитов, при этом благодаря возникаюшим магнитным силовым линиям, которые пересекают немагнитную изложницу, осущесгвляется их воздействие на ферромаг58С целью повышения качества отливок на наружную поверхность модели можно нанести рафинирующий слой и тем самым создать благоприятные условия рафиниро вания расплава в форме под действием центробежных сил, которые . -обеспечивают направленное всплывание частиц рафинирующего вещества на свободную поверхность отливки. Предлагаемое устройство применимо также для центробежных машин с переменной, и вертикальной осью вращения. При этом в вертикальном либо наклонном положении можно легко засьшать и зафик сировать сыпучий ферромагнитный материал, а заливку и формирование отливки производить при вращении вокруг горизон тальной оси. Формула изобретения Устройство для центробежного литья, содержащее форму с ограничительной крыщкой, выталкиватель со штоком, разо вую со знаковыми частями выгораемую / 7 9 I ,. J / / ,/ / //III $
Фиг./ Р 2 модель и стационарный электромагнит, взаимодействующий с сьшучим ферромагнитным материалом, отличающеес я тем, ч-го, с целью расширения номенклaтypьIJOTливaeмыx изделий путем обеспечения установки и фиксации разовой модели в полости формы, оно снабжено сменной втулкой и оправкой, подвижной в осевом направлении, установленной в пустотелом штоке выталкивателя и взаимодействующей со штоком одним-своим концом, а другим - со сменной втулкой, взаимодействующей с моделью, при этом на переднем торце выталкивателя и -внутренней стенки ограничительной крышки вьшолнены углубления, в которые установлены знаковые части модели, причем в ограничительной крышке выполнено, по крайней мере, одно эксцентрично расположенное загрузочное окно.. Источники информации, принятые во внимание при экспертизе г. Патент ФРГ № 1558854, кл. В 22 С 3/00, 1975. 2. Авторское свидетельство СССР № 51739О, кл. В 22D 13/04, 1972. г /5Фи1.г J5
