1
Изобретение относится к обработке металлов давлением, а именно к установкам для раскроя рулонного и листового материала на полосы.
Известв1ы, например, многодисковые ножницы для роспуска рулонного и листового материала на полосы, содержащие станиНу, верхние и нижние ножевых валы с набором режу1.чих дисков, установленные в по.шиипниковых опорах, размещенных в стойке, закрепленных на станине, и привод 1 .
Известные ножницы рассчитаны на резку материала определенной ширины, зависящую от расстояния между стойками ножевых валов. Увеличение расстояния между стойками ножевых валов ведет к усложнению конструкции многодисковых ножниц, так как требуется установка дополнительных промежуточных опор для ножевых валов или увеличение их диаметра, что удорожает конструкцию и усложняет обслуживание такого оборудования.
Известны многодисковые ножницы, содержащие плиту, валы с набором дисковых ножей, стойку с подшипниковыми опорами для одних концов валов и привод, связанный с этими концг:ми валов 2 .
Недостаток этих ножниц состоит в том, что на них можно отрезать кромку и одну полоску от листа, т.е. они малопроизводительны.
С целью повышения производительности многодисковые ножницы снабжены поперечиной, расположенной парал
10 лельно плите и соединенной со стойкой, и дополнительными подшипниковыми опорами, связанными соответственно с поперечиной и плитой, причем расстояние между этими опорами пре15вышает толщину разрезаемого материала.
С целью улучшения условий смены ножей поперечина соединена со стой20 кой с возможностью поворота относительно нее, а дополнительные подшипниковые опоры установлены с возможностью перемещения соответственно вдоль поперечины и плиты.
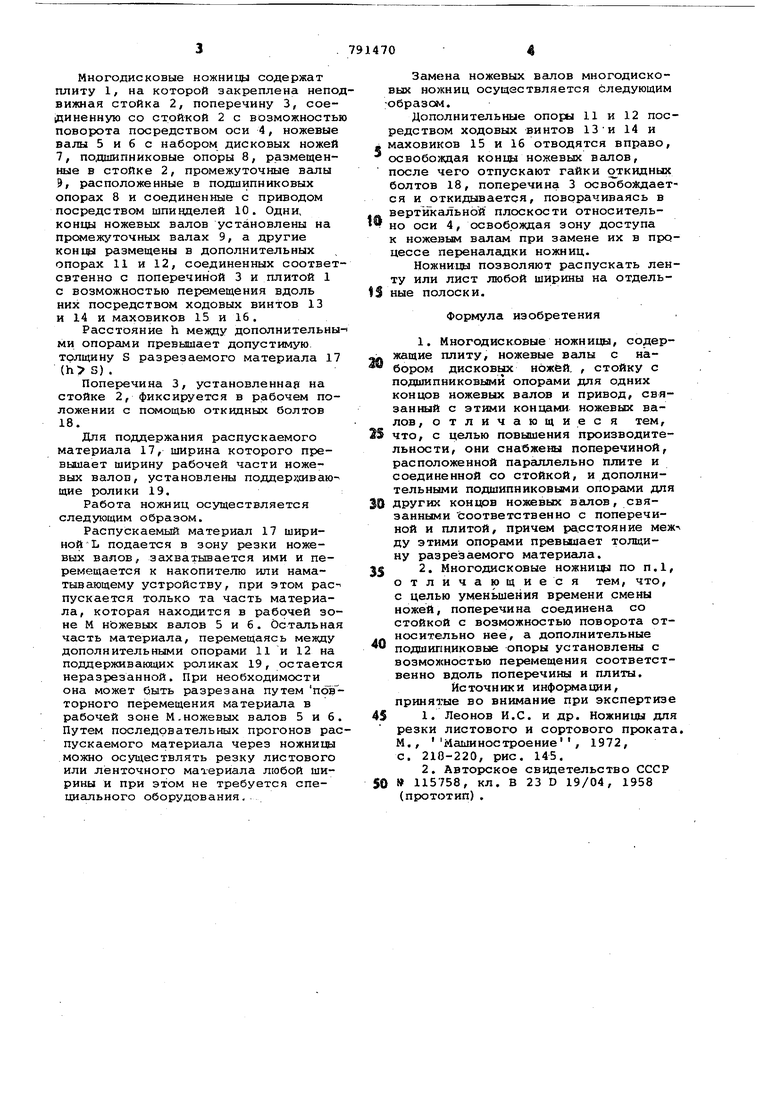
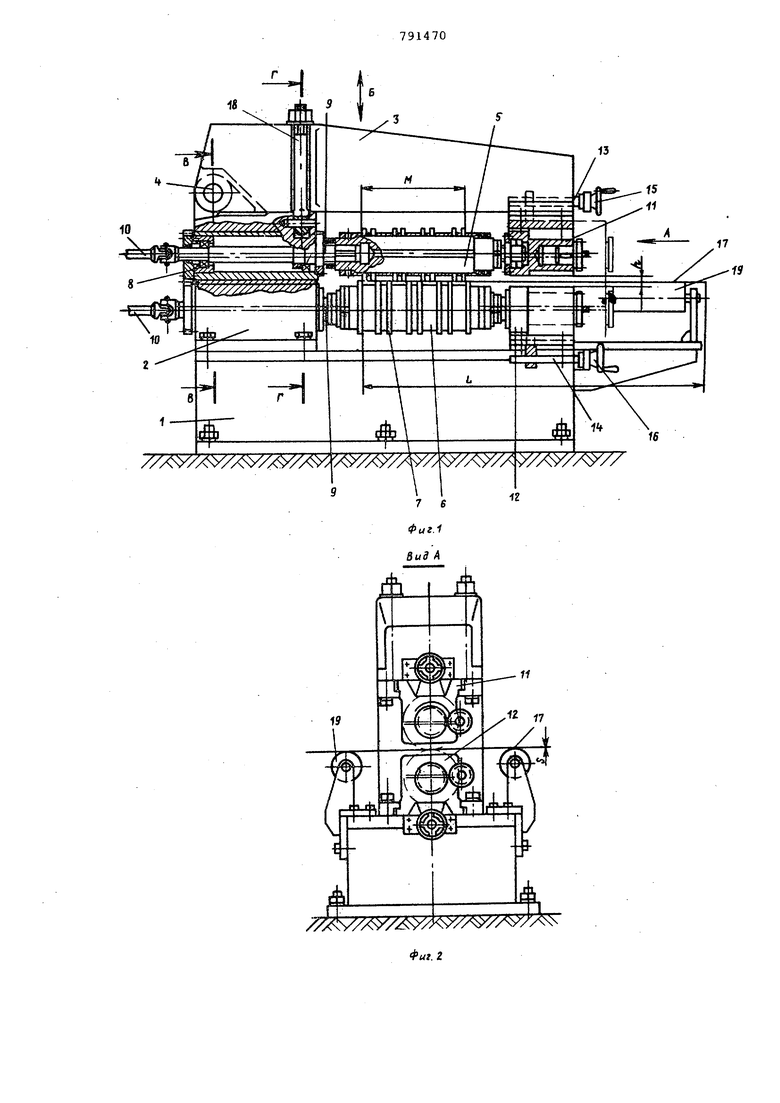
25На фиг. 1 изображены ножницы, общий вид; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - вил по стрелке Б на фиг.1; на фиг.4 - се ение В-В на фиг.1; на фиг.5 - сеченке Г-Г
30 на фиг.1.
Многодисковые ножнииу содержат плиту 1, на которой закреплена неповижная стойка 2, поперечину 3, соединенную со стойкой 2 с возможность поворота посредством оси 4, ножевые валы 5 и 6 с набором дисковых ножей 7, подшипниковые опоры 8, размещенные в стойке 2, промежуточные валы , расположенные в подшипниковых опорах 8 и соединенные с приводом посредством шпинделей 10. Одни, концы ножевых валов установлены на промежуточных валах 9, а другие конда размещены в дополнительных опорах 11 и 12, соединенных соответсвтенно с поперечиной 3 и плитой 1 с возможностью перемещения вдоль них посредством ходовых винтов 13 и 14 и маховиков 15 и 16.
Расстояние h между дополнительными опорами превышает допустимую, толщину S разрезаемого материала 17 ().
Поперечина 3, установленнар на стойке 2, фиксируется в рабочем положении с помощью откидных болтов 18.
Для поддержания распускаемого материала 17, ширина которого превышает ширину рабочей части ножевых валов, установлены поддерживаю щие ролики 19.
Работа ножниц осуществляется следующим образом.
Распускаемый материал 17 шириной L подается в зону резки ножевых валов, захватывается ими и перемещается к накопителю или наматывающему устройству, при этом распускается только та часть материала, которая находится в рабочей зоне М ножевых валов 5 и б. Остальная часть материала, перемещаясь между дополнительными опорами 11 и 12 на подцерживанлдих роликах 19, остается неразрезанной. При необходимости она может быть разрезана путем пов торного перемещения материала в рабочей зоне М-ножевых валов 5 и 6. Путем последовательных прогонов распускаемого материала через ножницы можно осуществлять резку листового или ленточного материала любой ширины и при этом не требуется специального оборудования.
Замена ножевых валов многодисковых ножниц осуществляется следующим :образом.
Дополнительные опоры 11 и 12 посредством ходовых винтов 13И 14 и в маховиков 15 и 16 отводятся вправо, освобозвдая концу ножевых валов, после чего отпускают гайки с ткидных болтов 18, поперечина 3 освобождается и откидывается, поворачиваясь в вертикальной плоскости относительно оси 4, освобождая зону доступа к ножевьвл валс1М при замене их в процессе переналадки ножниц.
Ножницы позволяют распускать ленту или лист любой ширины на отдельS ные полоски.
Формула изобретения
1.Многодисковые ножницы, содер жащие плиту, ножевые валы с набором дисковых ножей. , стойку с
подшипниковыми опорами для одних концов ножевых валов и привод, связанный с этими концами ножевых валов ,отличающиеся тем,
5 что, с целью повышения производительности, они снабжены поперечиной, расположенной паргшлельно плите и соединенной со стойкой, и дополнительными подшипниковыми опорами для
0 других концов ножевых валов, связанными Соответственно с поперечиной и плитой, причем ра.сстояние меж ду этими опорами превыдает толщину разрезаемого материала.
J 2. Многодисковые ножниц по п.1, отличающиеся тем, что, с целью уменьшения времени смены ножей, попер ечина соединена со стойкой с возможностью поворота относительно нее, а дополнительные подшигшиковые опоры установлены с возможностью перемещения соответственно вдоль поперечины и плиты.
Источники информации, принятые во внимание при экспертизе
$1. Леонов И.С. и др. Ножницы для
резки листового и сортового проката. М., Машиностроение, 1972, с. 210-220, рис. 145.
2.Авторское свидетельство СССР 0 115758, кл. В 23 D 19/04, 1958
(прототип).
,;)
iZ
11
Фиг. Z // // /Л / /ЛУ// // // /./..
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодисковые ножницы | 1982 |
|
SU1042912A2 |
| Многодисковые ножницы | 1982 |
|
SU1044437A2 |
| СПОСОБ ПОДГОТОВКИ ДИСКОВЫХ НОЖНИЦ К ЭКСПЛУАТАЦИИ | 1999 |
|
RU2140342C1 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| Дисковые ножницы | 1984 |
|
SU1186406A1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ ДЛЯ ПРОДОЛЬНОЙ РЕЗКИ ТОНКИХ РУЛОННЫХ МАТЕРИАЛОВ | 1985 |
|
SU1334524A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Многодисковые ножницы | 1991 |
|
SU1795929A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОНОВ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 1997 |
|
RU2122936C1 |
| Ножницы для резки листового материала | 1977 |
|
SU651672A3 |
, «f
