1
Изобретение относится к прокатке, а именно получению элементов конструкций зданий, промышленных сооружений, крупных машин и станков и т. п.
Предъявляемые нромышленностью требования к конструкционным элементам в отношении прочности при минимальном весе наилучшим образом реализуется в элементах тина «биоструктура т. е. в таких элементах, которые по своей структуре напоминают природные «конструкционные элементы, например, стебли растений, кости животных и т. д. и образованы жестким трубчатым каркасом, заполненным легким пористым веществом.
Известен способ получения крыла самолета, по конструкции аналогичного «биоструктуре, включающий изготовление оболочки крыла, заполнение полости в оболочке пустотелыми щариками, поверхность которых покрыта тугоплавким припоем, и разогрев шаров в оболочке до их взаимного нрипаивания к оболочке 1.
Этот способ сложен и трудоемок, не гарантирует высокого качества структуры изза трудности контроля закрытых паяных соединений и ограничен в выборе материалов. Кроме того, полученный по этому способу конструкционный элемент лишь приближенно напоминает естественную биоструктуру из-за резкости перехода от оболочки к заполнителю, формы ячеек заполнителя и, следовательно не реализует всех потенциальных возможностей этого вида
структуры, в частности, в отношении прочности к весу.
Известен также способ получения конструкционного элемента типа «биоструктура, включающий формирование элемента из
пенометаллического материала и последующий нагрев 2.
В случае применения в качестве пеноматериалов полимеров, например пенопла,стов, этот способ менее трудоемок по сравнению с описанным, однако полученный таким образом конструкционный элемент еще далек по своим характеристикам от аналогичных природных биоструктур из-за резкого перехода от оболочки к наполнителю и
значительных расхождений прочностных характеристик заполнителя н оболочки. Эти характеристики можно было бы улучшить, если бы в качестве пеноматериала применить пенометалл, аналогичный металлу обшивки. Однако это приводит к еще большему усложнению и без того трудоемкой технологии. Кроме того, неясно, как это можно сделать в случае изготовления таких широко применяемых конструкционных элеМеНтОв, как уголки, швеллеры и т. п., имеющие значительную длину нри небольшом ноперечном сеченин.
Целью настоящего изобрстеиня является унрощение технологни изготовления конструкционных элементов типа «биоструктура н улучшение качественных показателей изделий, в частности, отнои1ения прочности к весу.
Поставленная цель достигается тем, что ирн получении конструкционного элемента тина «биоструктура способом, включающим формирование элемента из иепометаллического материала и последующий иагрев, согласно изобретению формуют элемент с припусками на обработку, а нагрев нроизводят только поверхностного слоя до его размягчения, например, токами высокой частоты, и в этом состоянии элемент иодвергают дополнительной обработке давлением, например, прокатке, доводящей до заданных размеров.
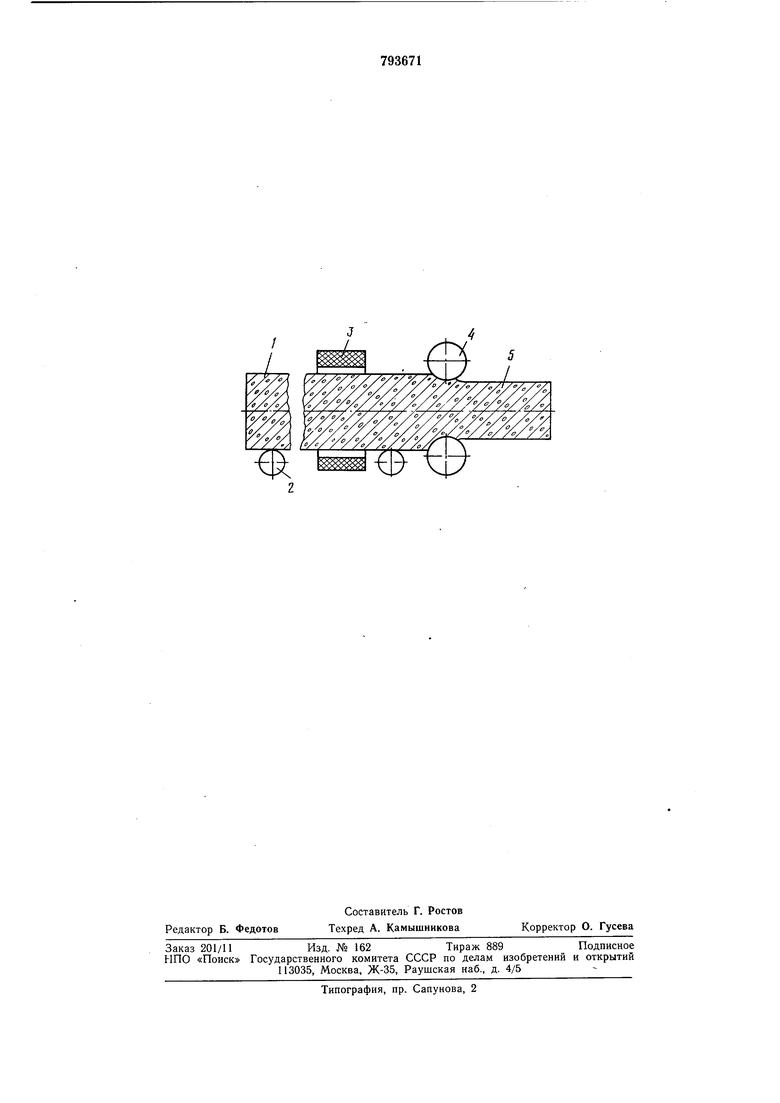
Снособ поясняется технологнческой схемой нзготовлення конструкционного элемеита.
В соответствии с изобретеннем сначала нолучают заготовку 1 будущего элемента из пенометалла любым нзвестным способом, например, путем введения в жидкий металл (алЕоминий) термостойких солей, гидратов кальция, бария, лития или смешанного лнтиево-алюминиевого гидрата, за счет распада молекул гидритов выделяется водород, который в толще алюминия создает поры диаметром от 0,4 до 6 мм. Для фиксироваиия «иену охлаждают холодной водой.
После этого заготовку подают, например, с номощью нриводных валков 2 в индуктор 3, где поверхность заготовки по мере ее подачи последовательно нагревается токами высокой частоты до 500-600°С до размягчения или сплавления материала заготовки на заданную глубину (иримерно на глубину припуска на обработку и несколько больще). Глубину нагрева задают частотой перемеиного тока, питающего индуктор.
Немедленно иосле индуктора заготовку иодвергают прокатке на валках 4. В результате такой обработки верхний размягченный слой заготовки уплотняется, воздух из пор выдавливается, и на выходе из валков припуск выбирается, а верхний застывающий слой превращается в прочную цельнометаллическую скорлупу 5, плавно переходящую в пористую сердцевину, которая в результате обработки также несколько уплотняется, нриобретая предварительно напрял енное состояние. Путем выбора формы и количества валков 4, таким образом, можно получить профили ирактически любых применяющихся сейчас в строительстве сечений.
Вместо прокатки можно применять и другие виды обработки давлением, иапрнмер штамповку.
Последняя выгодна для сравнительно небольших деталей для машииостроительной
промышленности, например станин машии, колонн и т. п.
Как видно из этого описания, предлагаемый способ значительно проще известных и позволяет получить конструкционные элементы ирактически любой формы и размеров.
При этом конструкционные элементы в максимальной стеиени соответствуют естественным «биоструктурам.
Они имеют прочную скорлупу пли оболочку, илавно и постепенно переходящую в пористую легкую, но прочную и жесткую сердцевину. Толщину скорлупы легко изменять глубиной нагрева поверхности заготовки и величиной усилия обработки давлением.
Формула изобретения
Способ получения конструкционного элемента типа «биоструктура, включающий формирование элемента из иенометаллического материала и последующий нагрев, отличающийся тем, что, с целью упрощения технологии и улучшения отнощеиия прочности к массе путем приближения к естествеииой биоструктуре, формуют элемент с ирииусками на обработку, производят нагрев поверхностного слоя до его размягчения и в этом состоянии элемент иодвергают доиолнительной обработке давлением с доведением до заданных размеров.
Источники информации, иринятые во внимание при экспертизе
1.Муслин Е. С. Мащины XX века, М., Наука, 1971, с. 26.
2.Там же, с. 27 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОАЛЮМИНИЯ | 2022 |
|
RU2801169C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2528926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЛИСТОВ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛЕЙ | 2020 |
|
RU2748006C1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОМЕДИ | 2023 |
|
RU2818716C1 |
| Способ получения высокопористого пенометалла | 2019 |
|
RU2759459C2 |
| Способ изготовления прокатных валков | 1977 |
|
SU667305A1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |