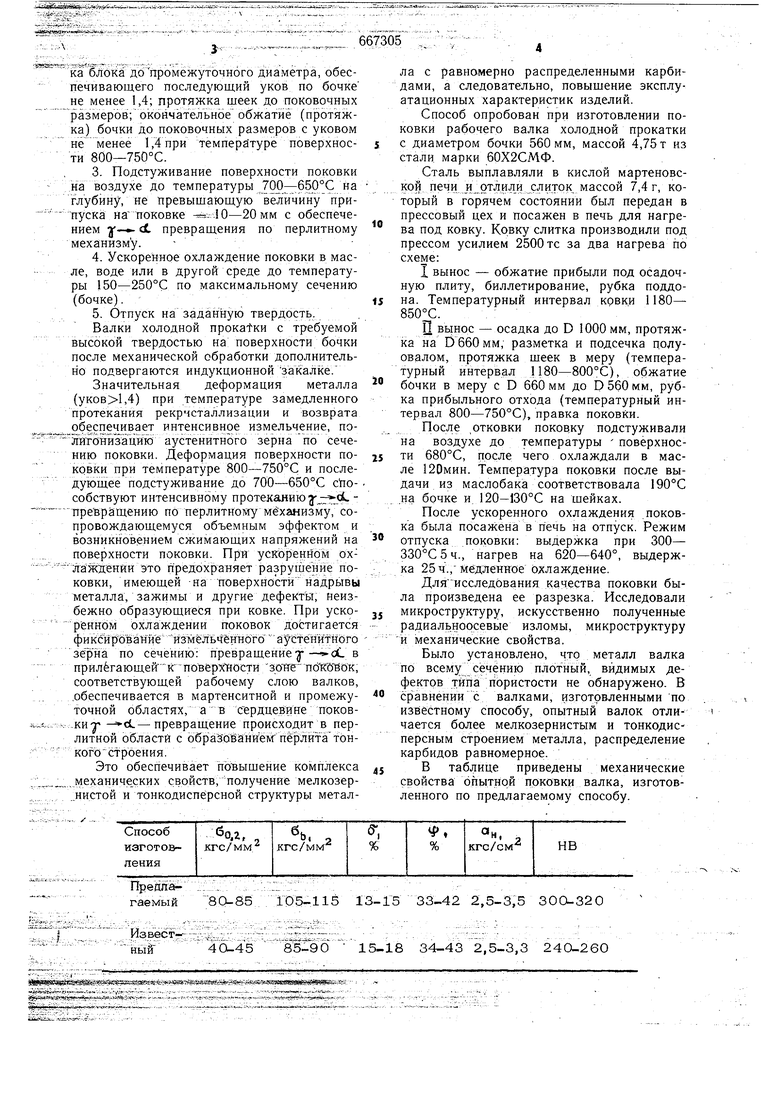
Изобретение относится к обработке металлов давлением и может найти применение при изготовлении крупных деталей типа валков из конструкционных и инструментальных сталей на машиностроительных заводах. Известен способ изготовления изделий типа прокатных валков путем получения слитка и его ковки в несколько этапов, заключающихся в протяжке бочки до поковочных размеров, прЬтяжке шеек и окон; чательной отделке поковки и термической обработки 1. Недостатком способа является то, что при изготовлении валков не обеспечивается измельчение зерна по сечению бочки, так как деформация ее производится при температуре интенсивного протекания рекристаллизационных процессов. В результате последующего медленного охлаждения с температур окончания ковки происходит выделение карбидов по границам зерен в виде сетки. Исправление такой структуры затруднительно при последующей термической обработке. В результате в рабочем слое и сердцевине валка сохраняется карбидная неоднородность в виде ориентации карбидов по границам зерен. Кроме того, цикл изготовления валков длителен и трудоемок. После изотермического отжига и механообработки валки подвергают улучшению или нормализации, а для обеспечения высокой поверхностной твердости - дополнительно индукционной закалке и низкотемпературному отпуску. Целью изобретения, является повышение эксплуатационной стойкости. Для достижения, этой цели по предлагаемому способу протяжку бочки до поковочных размеров производят на последнем этапе ковки при температуре поверхностных слоев 800-750°, а после протяжки производят подстуживание поверхностных слоев в атмосфере до температуры 700-650°С, после чего производят закалку и высокотемпературный отпуск. Технологический процесс производства валков по предлагаемому способу состоит из следующих операций: 1.Получение слитка. 2.Ковка слитка с последовательностью операций после последнего нагрева; протяжка блока до промежуточного диаметра, обеспечивающего последующий уков по бочке не менее 1,4; протяжка щеек до поковочных размеров; окончательное обжатие (протяжка) бочки до поковочных размеров с уковом не менее 1,4 при температуре поверхности 800-750°С. 3.Подстуживание поверхности поковки .на воздухе до температуры 700-650°С на глубин , не превыщающую величину припуска на поковке й--..0-20мм с обеспечением ЗГ превращения по перлитному механизму. 4.Ускоренное охлаждение поковки в масле, воде или в другой среде до температуры 150-250°С по максимальному сечению (бочке). 5.Отпуск на заданную твердость. Валки холодной прокатки с требуемой высокой твердостью на; поверхности бочки после механической обработки дополнительно подвергаются индукционной закалке/ Значительная деформация металла (,4) при температуре замедленного протекания рекристаллизации и возврата обеспечивает интенсивное измельчение, полй гВнизацию аустенйтного зерна по сечению поковки. Деформация поверхности поковки при температуре 800-750°С и последующее Подстуживание до 700-650°С способствуют интенсивному протеканию . превращению по перлитному механизму, сопровождающемуся объемным эффектом и возникновением сжимающих напряжений на поверхности поковки. При ускоренном охлаждении это предохраняет разрушение поковки, имеющей -на поверхности надрьшы металла, зажимы и другие дефекты, неизбежно образующиеся при ковке. При ускоренном охлаждении поковок достигается фиксИрШаН йе измельчённогоаустёШтного зерна по сечению: превращение . в прилегающей кповер шости зрйе поШВок, соответствующей рабочему слою валков, .обеспечивается в мартенситной и промежуточной областях, а в сердцевйне поковкиг cL-превращение происходит в перлитной области с образованиёмперлитатонкогостроения. Это обеспечивает повыщение комплекса механиче ских рвойств, получение мелкозер„нистой и тонкодиспёрсной структуры металла с равномерно распределенными карбидами, а следовательно, повыщение эксплуатационных характеристик изделий. Способ опробован при изготовлении поковки рабочего валка холодной прокатки с диаметром бочки 560мм, массой 4,75т из стали марки 60Х2СМФ. Сталь выплавляли в кислой мартеновской, печи и ;отлили слиток, массой 7,4 г, который в горячем состоянии был передан в прессовый цех и посажен в печь для нагрева под ковку. Ковку слитка производили под прессом усилием 2500 тс за два нагрева по схеме: I вынос - обжатие прибыли под осадочную плиту, биллетирование, рубка поддона. Температурный интервал крвки 1180- 850°С. П вьшос - осадка до D 1000 мм, протяжка на D 660 мм, разметка и подсечка полуовалом, протяжка щеек в меру (температурный интервал 1180-800°С), обжатие бочки в меру с D 660 мм до D 560 мм, рубка прибыльного отхода (температурный интервал 800-750°С), правка поковки. После ,отковки поковку подстуживали на воздухе до температуры поверхности 680°С, после чего охлаждали в масле 120мин. Температура поковки после выдачи из маслобака соответствовала 190°С на бочке и 120-130°С на шейках. После ускоренного охлаждения поковка была посажена в ггечь на отпуск. Режим отпуска поковки: выдержка при 300- 330°С5ч., нагрев на 620-640°, выдержка 25ч.,медленное о;(лаждение. Для исследования качества поковки была произведена ее разрезка. Исследовали микроструктуру, искусственно полученные радиальноосевые изломы, микроструктуру И механические свойства. Было установлено, что металл валка по всему сечению плотный, видимых дефектов тйпа пористости не обнаружено. В сравнении с валками, изготовленными по известному способу, опытный валок отличается более мелкозернистым и тонкодисперсным строением металла, распределение карбидов равномерное. В таблице приведены механические свойства опытной поковки валка, изготовленного по предлагаемому способу.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ изготовления прокатных валков | 1990 |
|
SU1726080A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2025182C1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| ВЫСОКОПРОЧНАЯ СТОЙКАЯ ПРИ ДИНАМИЧЕСКОМ ВОЗДЕЙСТВИИ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2456368C1 |
| Способ изготовления поковок | 1978 |
|
SU833344A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
в68В8ХЩЙ«ЗД«аК.-« Ч№гг-гЧв 5 ч. ..--сг« в--г... .
i.,4f т„ j... - .1
Формула изобретения
Способ изготовления изделий типа прокатных валков путем получения слитка и его ковки в несколько этапов, заключающихся в протяжке бочки до поковочных размеров, протяжке шеек и окончательной отделке поковки и термической обработки, отличающийся тем, что, с целью повышения эксплуатационной стойкости, протяжку бочки до поковочных размеров производят на последнем этапе ковки при температуре поверхностных слоев , а после протяжки производят подстуживание цоверхностных слоев в атмосфере до температуры 700-650°С, после чего производят закалку и высокотемпературный отпуск.
Источники информации, принятые во внимание при экспертизе
